You might also like
- Technical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarDocument2 pagesTechnical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarVignesh BharathiNo ratings yet
- GIW Technical Series: Pipe Flange BoltsDocument4 pagesGIW Technical Series: Pipe Flange BoltsTravis SkinnerNo ratings yet
- Maximum Bolt Torque For FlangesDocument1 pageMaximum Bolt Torque For FlangesmohdNo ratings yet
- Plasma HPR130Document4 pagesPlasma HPR130Imre VarnjuNo ratings yet
- Parts Book: BreakerDocument24 pagesParts Book: BreakerJose Luis Poma MNo ratings yet
- Series 30, 31 & 32 Three Way Valves SpecificationsDocument6 pagesSeries 30, 31 & 32 Three Way Valves SpecificationsJovenal TuplanoNo ratings yet
- Ampacity of Copper Conductors Including Wire in RacewayDocument2 pagesAmpacity of Copper Conductors Including Wire in RacewayTenda Kyojin0% (1)
- Dresta TD 20M 20 200Document181 pagesDresta TD 20M 20 200Juan Eduardo SosaNo ratings yet
- Ramco Recommended Torque ChartDocument2 pagesRamco Recommended Torque ChartMohamed ElmoghazyNo ratings yet
- EN Spare Parts ManualDocument24 pagesEN Spare Parts ManualSerkanAl100% (1)
- Hob SelectionDocument4 pagesHob SelectionVikas ChauhanNo ratings yet
- BROCHURE Metel Firepump 2017Document8 pagesBROCHURE Metel Firepump 2017Jakir AhmedNo ratings yet
- Pipe SizeDocument2 pagesPipe SizeKrishna PATELNo ratings yet
- Flanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsDocument3 pagesFlanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsHakan ŞahinoğluNo ratings yet
- 1.torque Tables For Spiral Wound Gaskets (ASME B16.5) and For Insulating GasketsDocument2 pages1.torque Tables For Spiral Wound Gaskets (ASME B16.5) and For Insulating GasketsDusko ArsenovskiNo ratings yet
- Technical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarDocument2 pagesTechnical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarAshok SureshNo ratings yet
- CRN 45 performance curvesDocument2 pagesCRN 45 performance curvesNRW Kota BogorNo ratings yet
- Pages From Neta 2007 PDFDocument3 pagesPages From Neta 2007 PDFPablo GonzalesNo ratings yet
- 66Sv Series 66Sv Series 66Sv Series 66Sv Series 66Sv Series: ISO 9906 - Annex A 2900 (RPM) 66SVDocument1 page66Sv Series 66Sv Series 66Sv Series 66Sv Series 66Sv Series: ISO 9906 - Annex A 2900 (RPM) 66SVchumphea2018No ratings yet
- QuoteDocument2 pagesQuoteGeorge GermanNo ratings yet
- Battery AH Cable SizeDocument1 pageBattery AH Cable Sizesaneesh81No ratings yet
- Data Sheet for U-Sections Cold Rolled Steel ProfilesDocument3 pagesData Sheet for U-Sections Cold Rolled Steel Profilesharold1aguirre-1No ratings yet
- Pipe SizeDocument1 pagePipe SizethanhluanvtNo ratings yet
- Technical Spec-Denyo DCA-New StagingDocument2 pagesTechnical Spec-Denyo DCA-New StagingisnanhidayNo ratings yet
- MTU 1600-EPC-12V1600 Parts CatalogueDocument43 pagesMTU 1600-EPC-12V1600 Parts CatalogueJ Pramono100% (1)
- 1 1/2" Elima-Matic Clamped Metallic: Performance SpecificationsDocument1 page1 1/2" Elima-Matic Clamped Metallic: Performance SpecificationsAldy DankersNo ratings yet
- Dk294j-Parts ManualDocument4 pagesDk294j-Parts ManualJorge Alonso Fernandez50% (2)
- Torque Values For DEFENDER, Isoguard and Isomate Sealing Gaskets/Flange Isolation KitsDocument2 pagesTorque Values For DEFENDER, Isoguard and Isomate Sealing Gaskets/Flange Isolation KitsPranpath NarupantawartNo ratings yet
- Jose Campo flowsheetDocument1 pageJose Campo flowsheetJose Miguel Campo SmithNo ratings yet
- DCP CBR and Soil ProfileDocument1 pageDCP CBR and Soil ProfileKarenForeroNo ratings yet
- 2" Ultra-Matic Non-Metallic Bolted: Performance SpecificationsDocument1 page2" Ultra-Matic Non-Metallic Bolted: Performance SpecificationsDaniel Andres Gonzalez CanedoNo ratings yet
- WS1272-EN PTFE Bellows, GAB HX Type - For Block Nozzles, ASMEDocument2 pagesWS1272-EN PTFE Bellows, GAB HX Type - For Block Nozzles, ASMENeesonNo ratings yet
- Farymann Technical Data Engines After 1981Document1 pageFarymann Technical Data Engines After 1981emreorakNo ratings yet
- 6.-F. Tecnica Accesorios CobreDocument4 pages6.-F. Tecnica Accesorios CobreAlejandro Ayrton Zambrano CinceNo ratings yet
- WWW Rfshydraulics Com Ferrule Fittings HTMLDocument10 pagesWWW Rfshydraulics Com Ferrule Fittings HTMLMuhammad HafizuddinNo ratings yet
- Typical Conditions For Plasma Arc Cutting of Stainless SteelsDocument7 pagesTypical Conditions For Plasma Arc Cutting of Stainless SteelsWilly UioNo ratings yet
- EN Spare Parts ManualDocument24 pagesEN Spare Parts ManualSerkanAlNo ratings yet
- Bleed & Flushing Ring GuideDocument1 pageBleed & Flushing Ring GuideRatna Giridhar KavaliNo ratings yet
- LT 01 Fwa-Metr F Sen Aip v1Document1 pageLT 01 Fwa-Metr F Sen Aip v1Jean-guillaume AllemannNo ratings yet
- Pratt & Whitney Canada: Illustrated Parts Catalog MANUAL PART NO. 3043324Document16 pagesPratt & Whitney Canada: Illustrated Parts Catalog MANUAL PART NO. 3043324alex castroNo ratings yet
- Brunias Centralizator ElementeDocument2 pagesBrunias Centralizator ElementegNo ratings yet
- TOZEN Flexible Rubber JointDocument5 pagesTOZEN Flexible Rubber JointDidit PandithaNo ratings yet
- Pipe Nominal DiameterDocument1 pagePipe Nominal DiameterSreejeshPremrajNo ratings yet
- Ring Type Current Transformers: DescriptionDocument4 pagesRing Type Current Transformers: DescriptionEngineerOmarNo ratings yet
- Torque Values For Isolating Gaskets On ASME B16.5 and ASME B16.47 Series....Document1 pageTorque Values For Isolating Gaskets On ASME B16.5 and ASME B16.47 Series....Shijumon Kp100% (2)
- Vertical Multi-Stage Pumps: Installation and Use Performance RangeDocument4 pagesVertical Multi-Stage Pumps: Installation and Use Performance RangeCARLOS EZEQUIEL FARINANo ratings yet
- Progress Report: Adviser: Da-Jeng, Yao Reporter: Min-I, LiaoDocument6 pagesProgress Report: Adviser: Da-Jeng, Yao Reporter: Min-I, Liao廖敏伊No ratings yet
- LPE200 RusDocument4 pagesLPE200 RusVladimirNo ratings yet
- Xea Fro 130Document12 pagesXea Fro 130Nick ButcherNo ratings yet
- Electrical Bolt Torque Values TablesDocument2 pagesElectrical Bolt Torque Values TablesOswaldo JavierNo ratings yet
- DoW Specificiations of Bolt Torqueing......Document8 pagesDoW Specificiations of Bolt Torqueing......Paul PhiliphsNo ratings yet
- Gorro de Bruja 1Document2 pagesGorro de Bruja 1Jorge Navas VargasNo ratings yet
- NEW Atlanta Blue in House 2020Document2 pagesNEW Atlanta Blue in House 2020Bruce DoyaoenNo ratings yet
- D 2962 - 97 - Rdi5njitukveDocument2 pagesD 2962 - 97 - Rdi5njitukveLuisNo ratings yet
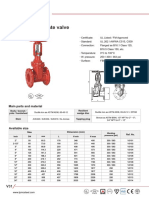
- V31 Flanged OSY Gate ValveDocument1 pageV31 Flanged OSY Gate ValveRolando CerezoNo ratings yet
- Typical reinforced concrete beam and floor sectionsDocument1 pageTypical reinforced concrete beam and floor sectionsmetsihafeNo ratings yet
- KTN 434Document2 pagesKTN 434luisNo ratings yet
- NEW Atlanta Blue in House 2019Document2 pagesNEW Atlanta Blue in House 2019Sick FreakNo ratings yet
- Thermoplastic Flanges: Technical Information Weights & DimensionsDocument11 pagesThermoplastic Flanges: Technical Information Weights & DimensionsANDERSON NERESNo ratings yet
- Database Management Systems: Understanding and Applying Database TechnologyFrom EverandDatabase Management Systems: Understanding and Applying Database TechnologyRating: 4 out of 5 stars4/5 (8)
- Magnetic Properties of MaterialsDocument14 pagesMagnetic Properties of MaterialsFrendick LegaspiNo ratings yet
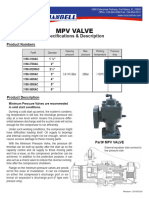
- Hanbell MPV Valve Spec SheetDocument1 pageHanbell MPV Valve Spec SheetDũng LêNo ratings yet
- ELK 371E Week IV - 11.10.22Document28 pagesELK 371E Week IV - 11.10.22Mehmet Onur UlusoyNo ratings yet
- Roller Coaster Energy WebquestDocument2 pagesRoller Coaster Energy Webquestapi-293092810No ratings yet
- Manufacturing Processes and Materials for Portable Cooling FanDocument13 pagesManufacturing Processes and Materials for Portable Cooling FanHarizx SaufixNo ratings yet
- Voltage Regulation by MMFDocument4 pagesVoltage Regulation by MMFKrushna PisalNo ratings yet
- Dangote CementDocument23 pagesDangote CementRobel FirewNo ratings yet
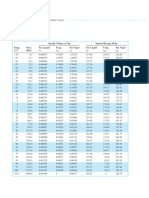
- Thermodynamic Properties of R-134a Saturated R-134aDocument6 pagesThermodynamic Properties of R-134a Saturated R-134aGvbo rA9No ratings yet
- Acr 1 Final 2021Document5 pagesAcr 1 Final 2021CAROLYN RhoeNo ratings yet
- Answer Key Chapter 8Document4 pagesAnswer Key Chapter 8linNo ratings yet
- Infrared LED Lights Product Lineup: Abundant Lineup, Total of 56 Models Available For Various ApplicationsDocument12 pagesInfrared LED Lights Product Lineup: Abundant Lineup, Total of 56 Models Available For Various ApplicationsKaiser MonterreyNo ratings yet
- Investigatory Project PhysicsDocument8 pagesInvestigatory Project PhysicsRonald100% (1)
- Warehouse-Base Plate CalculationDocument20 pagesWarehouse-Base Plate CalculationVikram GaikwadNo ratings yet
- SEL-TBD-I-DS-017 - R0 - Data Sheet For MSAI Shutdown Valve - SignDocument4 pagesSEL-TBD-I-DS-017 - R0 - Data Sheet For MSAI Shutdown Valve - SignhadiNo ratings yet
- HPLC - GCDocument28 pagesHPLC - GCTayyaba SadaqNo ratings yet
- Fischerscope X-Ray Xan 220Document4 pagesFischerscope X-Ray Xan 220varun sachdevaNo ratings yet
- Space Truss PDFDocument43 pagesSpace Truss PDFChockalingam100% (2)
- Duza Silentioasa SIEMENSDocument6 pagesDuza Silentioasa SIEMENSIonut DeaconuNo ratings yet
- Weeks-1969-Determining The Ratio Horizontal Tovertical Permeability B PDFDocument19 pagesWeeks-1969-Determining The Ratio Horizontal Tovertical Permeability B PDFandreaNo ratings yet
- 2019 AWRF WRSLGDocument24 pages2019 AWRF WRSLGElias JarjouraNo ratings yet
- Magwave - Test Method and ProcedureDocument1 pageMagwave - Test Method and Procedurejesus cesar tiburcio pelaezNo ratings yet
- Branches of PhysicsDocument11 pagesBranches of PhysicsRahul JaiswalNo ratings yet
- Kinematics Fundamentals: MEE 341 Chap 2Document20 pagesKinematics Fundamentals: MEE 341 Chap 2Memeber JNo ratings yet
- Pick Up Lines For GeologistsDocument3 pagesPick Up Lines For Geologistscuiviewen0% (1)
- Unit 2 - Radio - Part 1 (Edited)Document23 pagesUnit 2 - Radio - Part 1 (Edited)Do Hoang TuanNo ratings yet
- Open Test Series - Paper-1 - (21-09-2021)Document31 pagesOpen Test Series - Paper-1 - (21-09-2021)Yogesh KhatriNo ratings yet
- Particle Packing in Concrete 30-04-20Document49 pagesParticle Packing in Concrete 30-04-20b ramachandraNo ratings yet
- ASME Y14.5 Vs ISO GPS Comparison ChartDocument2 pagesASME Y14.5 Vs ISO GPS Comparison ChartMohammad Ghousuddin100% (1)
- IB Physics Notes FieldsDocument2 pagesIB Physics Notes FieldsDonovan KwanNo ratings yet
- Dayton Parallel Shaft High: Torque AC GearmotorsDocument12 pagesDayton Parallel Shaft High: Torque AC GearmotorsFelipe Ivan Escudero VidalNo ratings yet