You might also like
- One MarksDocument27 pagesOne MarksDeepak PooranachandranNo ratings yet
- Chapter Ten: 10.2 Fixed-Base Versus Pinned-Base ColumnsDocument2 pagesChapter Ten: 10.2 Fixed-Base Versus Pinned-Base ColumnsNani TirumalasettiNo ratings yet
- Petra University (Architecture - Ebook) - Metal - Building - Systems - Design - and - Specifications-20610-Part145 PDFDocument2 pagesPetra University (Architecture - Ebook) - Metal - Building - Systems - Design - and - Specifications-20610-Part145 PDFFWICIPNo ratings yet
- 2010v09 98 TipsDocument6 pages2010v09 98 Tipsvenkatesh19701No ratings yet
- Long-Span, Open-Web TrussesDocument8 pagesLong-Span, Open-Web Trussesmina saadatNo ratings yet
- Industrial Buildings-Guidelines and CriteriaDocument5 pagesIndustrial Buildings-Guidelines and CriteriaAlexander Tavarez SantanaNo ratings yet
- Precast Concrete Frame Buildings Design GuideDocument91 pagesPrecast Concrete Frame Buildings Design GuideAmiruddin Bin Mishad50% (2)
- Meet The Experts - Steel JoistsDocument2 pagesMeet The Experts - Steel Joistsseth_gzbNo ratings yet
- Struc Steel Erection AidsDocument3 pagesStruc Steel Erection AidsSridhar MaharajaNo ratings yet
- Building ReportDocument8 pagesBuilding ReportAhmad OmarNo ratings yet
- 98 Tips For Designing Structural SteelDocument6 pages98 Tips For Designing Structural SteelVinod Kumar ReddyNo ratings yet
- Steel Deck 1Document47 pagesSteel Deck 1Kiếm Trần HoànNo ratings yet
- CRSI-Designers Responsibility For Rebar Design PDFDocument16 pagesCRSI-Designers Responsibility For Rebar Design PDFk_maheswari3397No ratings yet
- Design ManualDocument867 pagesDesign Manualvijaystructural83% (6)
- Designer ResponsibilityDocument16 pagesDesigner ResponsibilityCamilo AlvarezNo ratings yet
- Erection of Precast Concrete: C. Donald Johnson'Document9 pagesErection of Precast Concrete: C. Donald Johnson'josephbawaNo ratings yet
- SWIMMING POOL DESIGN & CONSTRUCTION GUIDEDocument14 pagesSWIMMING POOL DESIGN & CONSTRUCTION GUIDEAiom AlNo ratings yet
- AISC Design Fabrication and Erection of Steel Building Edge Form - 2002 PDFDocument24 pagesAISC Design Fabrication and Erection of Steel Building Edge Form - 2002 PDFhoustonhimselfNo ratings yet
- 2017 Technical Data Guide For Precast, Prestressed Concrete Hollow-Core PlankDocument40 pages2017 Technical Data Guide For Precast, Prestressed Concrete Hollow-Core PlankAdam JonesNo ratings yet
- Design WebDocument2 pagesDesign WebJesus CarvajalNo ratings yet
- Industrial Buildings-Guidelines and Criteria: Dr. James M. FisherDocument5 pagesIndustrial Buildings-Guidelines and Criteria: Dr. James M. FisherersinNo ratings yet
- Residental Shipping ContainersDocument10 pagesResidental Shipping ContainersdennyrenoNo ratings yet
- Holorib gndf3Document12 pagesHolorib gndf3_jessecaNo ratings yet
- 98 Tips For Designing Structural SteelDocument5 pages98 Tips For Designing Structural Steelklynchelle100% (2)
- 98 Tips: For DesigningDocument6 pages98 Tips: For DesigningKarthikeyan KrishNo ratings yet
- ValueengrDocument23 pagesValueengrredinezNo ratings yet
- CRSI The Designer's ResponsibilityDocument16 pagesCRSI The Designer's ResponsibilityAdam Jones100% (1)
- Concrete Construction Article PDF - Plastic Sleeve Speeds Slip-Dowel ConstructionDocument3 pagesConcrete Construction Article PDF - Plastic Sleeve Speeds Slip-Dowel ConstructionGeoffre14No ratings yet
- Successful Curtain Wall Attachment DesignDocument4 pagesSuccessful Curtain Wall Attachment DesignTony ZapantaNo ratings yet
- Subject: Production & Project Management (Ge)Document48 pagesSubject: Production & Project Management (Ge)sheeladeepakNo ratings yet
- Proprietary Connections Hamburger CordovaDocument8 pagesProprietary Connections Hamburger CordovaPauloAndresSepulvedaNo ratings yet
- Why Steel Reinforcement is Needed in Concrete SlabsDocument2 pagesWhy Steel Reinforcement is Needed in Concrete SlabsAuYongTheanSengNo ratings yet
- Building A Solid Foundation For Your Mill: Author: Jeff BelkeDocument5 pagesBuilding A Solid Foundation For Your Mill: Author: Jeff BelkeandradeinsuaNo ratings yet
- Steel ConstructionsDocument23 pagesSteel ConstructionsdanmertzNo ratings yet
- Cofferdam SDocument38 pagesCofferdam SqmsudhirNo ratings yet
- Struc Steel Erection Aids PDFDocument3 pagesStruc Steel Erection Aids PDFIbrahem HakamNo ratings yet
- Construction Formwork and FalseworkDocument25 pagesConstruction Formwork and FalseworkLoke Kok Foong85% (13)
- Tel: (978) 649-3300 Fax: (978) 649-3399 Tel: (805) 541-0901 Fax: (805) 541-4680Document48 pagesTel: (978) 649-3300 Fax: (978) 649-3399 Tel: (805) 541-0901 Fax: (805) 541-4680gkdora57489% (9)
- Panelization of Light Gage Steel Framing - From Start To FinishDocument2 pagesPanelization of Light Gage Steel Framing - From Start To FinishDaveNo ratings yet
- Common Fabrication ProblemsDocument10 pagesCommon Fabrication Problemsshivu khatriNo ratings yet
- Reasonable Tolerances For Cast-In-Place Concrete - tcm45-345550Document5 pagesReasonable Tolerances For Cast-In-Place Concrete - tcm45-345550Magdy BakryNo ratings yet
- Foundation Design For Pre-Engineered Building - Foun..Document4 pagesFoundation Design For Pre-Engineered Building - Foun..insane88No ratings yet
- Long Span Steel TrussDocument4 pagesLong Span Steel TrussDavid ReyesNo ratings yet
- Concrete Anchor BoltsDocument5 pagesConcrete Anchor Boltse.vicente.caballeroNo ratings yet
- Building Your Shipping Container HomeDocument7 pagesBuilding Your Shipping Container HomeMukhtar Oyewo100% (1)
- Concrete Construction Article PDF - Coordinating Formwork Plans With Overall Project PlanningDocument3 pagesConcrete Construction Article PDF - Coordinating Formwork Plans With Overall Project PlanningKiranNo ratings yet
- Built in Gutter Design and Detailing: Levine & Company, Inc Ardmore, PennsylvaniaDocument17 pagesBuilt in Gutter Design and Detailing: Levine & Company, Inc Ardmore, Pennsylvaniathe conquerorNo ratings yet
- Reinforced Concrete Grade Beams, Piles & Caissons: A Practical Guide for Hillside ConstructionFrom EverandReinforced Concrete Grade Beams, Piles & Caissons: A Practical Guide for Hillside ConstructionNo ratings yet
- Casing and Liners for Drilling and Completion: Design and ApplicationFrom EverandCasing and Liners for Drilling and Completion: Design and ApplicationRating: 5 out of 5 stars5/5 (3)
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Subsea Rigid Pipelines – Methods of InstallationFrom EverandSubsea Rigid Pipelines – Methods of InstallationRating: 5 out of 5 stars5/5 (1)
- Structural Drafting - A Practical Presentation of Drafting and Detailed Methods used in Drawing up Specifications for Structural Steel WorkFrom EverandStructural Drafting - A Practical Presentation of Drafting and Detailed Methods used in Drawing up Specifications for Structural Steel WorkRating: 3 out of 5 stars3/5 (1)
- How to Build a Simple Three Bedroom Shipping Container HouseFrom EverandHow to Build a Simple Three Bedroom Shipping Container HouseRating: 4 out of 5 stars4/5 (2)
- How to Build a Global Model Earthship Operation II: Concrete WorkFrom EverandHow to Build a Global Model Earthship Operation II: Concrete WorkNo ratings yet
- Fidic Codeofethics 201510Document2 pagesFidic Codeofethics 201510Iswadi Bin ZulkarnainNo ratings yet
- Steelwise PDF PDFDocument3 pagesSteelwise PDF PDFFourHorsemenNo ratings yet
- Software Vs DAM PDFDocument3 pagesSoftware Vs DAM PDFvodugu123No ratings yet
- Nov09 Steelwise Web PDFDocument3 pagesNov09 Steelwise Web PDFAhmad PooladiNo ratings yet
- Anchor Rods 3 Low Rise BLDGDocument9 pagesAnchor Rods 3 Low Rise BLDGalberto rosadoNo ratings yet
- Steelwise Web PDFDocument3 pagesSteelwise Web PDFpio.mirandaNo ratings yet
- SteelWise Anchor RodsDocument3 pagesSteelWise Anchor RodsvNo ratings yet
- Steelwise SOFTWARE PDocument3 pagesSteelwise SOFTWARE Palberto rosadoNo ratings yet
- Fire Protection Basics: A Variety of Good Options Are AvailableDocument3 pagesFire Protection Basics: A Variety of Good Options Are AvailableMohammad MeqdadNo ratings yet
- PS 14 Anchor Bolt TolerancesDocument2 pagesPS 14 Anchor Bolt Tolerancesrubenmena1No ratings yet
- SteelWise Strong Connection To HSSDocument4 pagesSteelWise Strong Connection To HSSv100% (1)
- Saying What You Mean About Standard Weld SymbolsDocument4 pagesSaying What You Mean About Standard Weld Symbolsalberto rosadoNo ratings yet
- Steelwise Strength and EngagementDocument3 pagesSteelwise Strength and EngagementGiri DharanNo ratings yet
- Steelwise Low Floor HeightsDocument2 pagesSteelwise Low Floor Heightsalberto rosadoNo ratings yet
- Steelwise CoatingsDocument1 pageSteelwise Coatingsalberto rosadoNo ratings yet
- SteelWise Pushing The EnvelopeDocument3 pagesSteelWise Pushing The EnvelopevNo ratings yet
- Article Steel Wise Surface 0804Document3 pagesArticle Steel Wise Surface 0804hagerlinNo ratings yet
- Steelwise ParkingDocument3 pagesSteelwise Parkingalberto rosadoNo ratings yet
- SteelWise Joists FactsDocument2 pagesSteelWise Joists FactsvNo ratings yet
- SteelWise Tolerances IllustratedDocument6 pagesSteelWise Tolerances IllustratedkenetjNo ratings yet
- Solid Answers: The Engineering Faqs Section of Aisc'S Web Site May Just Have The Answers You'Ve Been Looking ForDocument3 pagesSolid Answers: The Engineering Faqs Section of Aisc'S Web Site May Just Have The Answers You'Ve Been Looking Foralberto rosadoNo ratings yet
- Specifying CamberDocument3 pagesSpecifying CamberarsiajanNo ratings yet
- Steelwise Many UsesDocument3 pagesSteelwise Many Usesalberto rosadoNo ratings yet
- Evaluate Existing StructuresDocument3 pagesEvaluate Existing StructuresRenny RevildaNo ratings yet
- Steelwise WindDocument2 pagesSteelwise Windalberto rosadoNo ratings yet
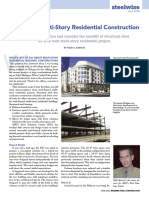
- Lessons in Multi-Story Residential ConstructionDocument3 pagesLessons in Multi-Story Residential Constructionalberto rosadoNo ratings yet
- Latest structural steel materials updateDocument3 pagesLatest structural steel materials updatejworder100% (1)
- Bringing Bridges Back From The Brink: ColumnsDocument10 pagesBringing Bridges Back From The Brink: Columnsalberto rosadoNo ratings yet
- Camber Considerations: Lawrence A. Kloiber, PE, and Susan B. Burmeister, PEDocument5 pagesCamber Considerations: Lawrence A. Kloiber, PE, and Susan B. Burmeister, PEalberto rosadoNo ratings yet
- 1ST Summative TestDocument4 pages1ST Summative TestFeo FranciscoNo ratings yet
- Sample .PDF Download - File Examples DownloadDocument2 pagesSample .PDF Download - File Examples DownloadAbdullah Al-AwhadNo ratings yet
- Smart Grid Maturity Model SGMM Model DefinitionDocument86 pagesSmart Grid Maturity Model SGMM Model DefinitionSoftware Engineering Institute PublicationsNo ratings yet
- Vendors for H.T. Line MaterialsDocument587 pagesVendors for H.T. Line MaterialsAnonymous RjIueYSlNo ratings yet
- EN81-28 Risk of Trapping FlowChart v3Document1 pageEN81-28 Risk of Trapping FlowChart v3Ashraful ShohagNo ratings yet
- Lean Six Sigma - WikipediaDocument17 pagesLean Six Sigma - WikipediaSAIBAL JANANo ratings yet
- Checking HSDPADocument188 pagesChecking HSDPAfebrito hNo ratings yet
- Fasteners Guide A4 20220102 WebDocument78 pagesFasteners Guide A4 20220102 WebAntonio LantiguaNo ratings yet
- QUICKPANEL FAMILY GUIDEDocument109 pagesQUICKPANEL FAMILY GUIDESergio VazquezNo ratings yet
- International Standard: Iteh Standard Preview (Standards - Iteh.ai)Document12 pagesInternational Standard: Iteh Standard Preview (Standards - Iteh.ai)Vanessa TonitoNo ratings yet
- Pcs Fca140 Leaflet Interactiveonline enDocument4 pagesPcs Fca140 Leaflet Interactiveonline enLyonelNo ratings yet
- San Isidro Elementary Item Analysis ReportsDocument8 pagesSan Isidro Elementary Item Analysis ReportsMichael PalermoNo ratings yet
- Manual BSM 5100Document224 pagesManual BSM 5100Alcides ConegattoNo ratings yet
- SA-6 Press KitDocument53 pagesSA-6 Press KitBob Andrepont100% (1)
- GS2210-8 V4.30 Ed1Document444 pagesGS2210-8 V4.30 Ed1BestCieloNo ratings yet
- Ericsson R4 Part Number PDFDocument15 pagesEricsson R4 Part Number PDFMitul RahmanNo ratings yet
- Electronic Unit and Accessories: Retrofitting On ContracDocument24 pagesElectronic Unit and Accessories: Retrofitting On ContracArun YadavNo ratings yet
- Section 200 - Technician's Checklist - Clearing and GrubbingDocument1 pageSection 200 - Technician's Checklist - Clearing and GrubbingKelvin NgugiNo ratings yet
- Intro To EV3 ProgrammingDocument16 pagesIntro To EV3 ProgrammingJose GomesNo ratings yet
- Sample TemplateDocument1 pageSample TemplatePramod SultaneNo ratings yet
- Acti 9 iTL - A9C30815Document3 pagesActi 9 iTL - A9C30815Nurdin FahimNo ratings yet
- zDQnFHi6EeiMwApe4i-fLg Project1av2Document24 pageszDQnFHi6EeiMwApe4i-fLg Project1av2Pranay SuryaraoNo ratings yet
- Create A Random Text Files - OnlinDocument14 pagesCreate A Random Text Files - OnlinUUNo ratings yet
- QF50Document3 pagesQF50Ricca BaudinNo ratings yet
- ANZSCO Version 1.2 Index of Principal Titles, Alternative Titles and Specialisations v3Document136 pagesANZSCO Version 1.2 Index of Principal Titles, Alternative Titles and Specialisations v3Varinder AnandNo ratings yet
- Report On: - FM Receiver: Bachelor of Technology Electronics & Communication EngineeringDocument43 pagesReport On: - FM Receiver: Bachelor of Technology Electronics & Communication EngineeringShivam SinghNo ratings yet
- Group delay and phase delay explainedDocument2 pagesGroup delay and phase delay explainedVinod PathakNo ratings yet
- Aurora Borealis Newsletter PresentationDocument19 pagesAurora Borealis Newsletter Presentationthu2uje065yip34lpckNo ratings yet
- Tutorial On Microarray Analysis Using Bioconductor and R (Sample Study)Document2 pagesTutorial On Microarray Analysis Using Bioconductor and R (Sample Study)Coțovanu IulianNo ratings yet
- TX CALADossier 2019 PDFDocument270 pagesTX CALADossier 2019 PDFStefanarichta100% (2)