You might also like
- Job Procedure FOR: Hse PlanDocument48 pagesJob Procedure FOR: Hse PlanJatin V Paliwal90% (39)
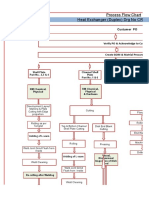
- Process Flow Chart - Heat ExchangerDocument7 pagesProcess Flow Chart - Heat ExchangerAnand KesarkarNo ratings yet
- Titanium&Titanium AlloysDocument4 pagesTitanium&Titanium Alloysnike_y2kNo ratings yet
- Atf Wpqr-Blank v1Document1 pageAtf Wpqr-Blank v1lth770310No ratings yet
- Welding Engineering Nptel PDFDocument309 pagesWelding Engineering Nptel PDFZERU GAMERNo ratings yet
- Training Session On Api Specification 5L 46 EditionDocument32 pagesTraining Session On Api Specification 5L 46 EditionVenkatesh Naidu100% (1)
- Data For Atlas Honda Shekupura InternshipDocument9 pagesData For Atlas Honda Shekupura InternshipEmziarNo ratings yet
- 01-SAMSS-017 Auxiliary Piping For Mechanical EquipmentDocument13 pages01-SAMSS-017 Auxiliary Piping For Mechanical EquipmentAbdul HannanNo ratings yet
- Surface Cleaning of Stainless SteelDocument8 pagesSurface Cleaning of Stainless Steelmehul2011100% (1)
- Soetens 2008Document37 pagesSoetens 2008jvs11021102No ratings yet
- Zinc DIE CASTINGDocument10 pagesZinc DIE CASTINGFrancisco BocanegraNo ratings yet
- Friction Stir Welding (FSW) Final ReportDocument28 pagesFriction Stir Welding (FSW) Final ReportRahul Tripathi88% (33)
- Strut System Catalog 2018Document308 pagesStrut System Catalog 2018angelo jay malubayNo ratings yet
- Bhezeelight Siwes ReportDocument46 pagesBhezeelight Siwes ReportOlawale John Adeoti81% (16)
- Soldadura de Barras de Refuerzo para Estructuras de Concreto Reforzado en Zonas SismicasDocument59 pagesSoldadura de Barras de Refuerzo para Estructuras de Concreto Reforzado en Zonas SismicasSibyl Guardado100% (1)
- 12 - SMAW W 3 - Essentials of WeldingDocument10 pages12 - SMAW W 3 - Essentials of WeldingNelPalalon100% (1)
- API 570 Chapter10 Asme Ix RevDocument50 pagesAPI 570 Chapter10 Asme Ix RevFabio MiguelNo ratings yet
- Stephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Document15 pagesStephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Muhammad Awais Naveed AwanNo ratings yet
- Investigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium AlloysDocument10 pagesInvestigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium AlloysV.v. TaguisNo ratings yet
- Al and Steel Leaser WeldingDocument11 pagesAl and Steel Leaser WeldingSidhesh mishraNo ratings yet
- Research Paper On Friction Stir Welding PDFDocument4 pagesResearch Paper On Friction Stir Welding PDFeh1dvt0m100% (1)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- The National Institute of EngineeringDocument22 pagesThe National Institute of EngineeringSanjay KmrNo ratings yet
- Blisk TechnologyDocument25 pagesBlisk TechnologyMichele AndreozziNo ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Review On Electron Beam Welding ProcessDocument17 pagesA Review On Electron Beam Welding ProcessRafael SilvaNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- Materials 15 00412Document16 pagesMaterials 15 00412Murat CKNo ratings yet
- Project Report of Mini ProjectDocument24 pagesProject Report of Mini ProjectpramodassNo ratings yet
- 1 s2.0 S0261306911004134 MainDocument8 pages1 s2.0 S0261306911004134 MainMuthu BaskaranNo ratings yet
- FSW SeminarDocument23 pagesFSW SeminarMahaManthraNo ratings yet
- Research Paper On Friction Stir WeldingDocument9 pagesResearch Paper On Friction Stir Weldingfzmgp96k100% (1)
- Sciencedirect: Friction Stir Welding Process of Aluminum-Lithium Alloy 2195Document5 pagesSciencedirect: Friction Stir Welding Process of Aluminum-Lithium Alloy 2195jivan tidakeNo ratings yet
- A Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperDocument7 pagesA Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Optimization of Friction Stir Welding PR PDFDocument7 pagesOptimization of Friction Stir Welding PR PDFJefferson SegundoNo ratings yet
- Brief Review On Dissimilar Welding Using Cold Metal TransferDocument10 pagesBrief Review On Dissimilar Welding Using Cold Metal TransferSrinivas KosuriNo ratings yet
- Defects in Welding MetallurgyDocument8 pagesDefects in Welding MetallurgyPradip ErandeNo ratings yet
- Metals: Dissimilar Friction Stir Welding of AA2024 and AISI 1018: Microstructure and Mechanical PropertiesDocument17 pagesMetals: Dissimilar Friction Stir Welding of AA2024 and AISI 1018: Microstructure and Mechanical PropertiesMan MNo ratings yet
- Unit 11 NotesDocument7 pagesUnit 11 NotesarunkumarnoolaNo ratings yet
- Friction Stir Welding FSW Final ReportDocument28 pagesFriction Stir Welding FSW Final ReportShashank Verma100% (1)
- Finite Element Indentation Analysis of AutomotiveDocument7 pagesFinite Element Indentation Analysis of AutomotiveytabakovNo ratings yet
- A25 DissimilarMetalWeldsIJRRASDocument10 pagesA25 DissimilarMetalWeldsIJRRASTech WorldNo ratings yet
- Defectsin WeldingmetallurgyDocument8 pagesDefectsin WeldingmetallurgylmotejauskasNo ratings yet
- Welding Research Paper TopicsDocument8 pagesWelding Research Paper Topicscaqllprhf100% (1)
- Research Papers On Friction Welding PDFDocument6 pagesResearch Papers On Friction Welding PDFrsbptyplg100% (1)
- Fatigue Props of 6061T6 Al AlloysDocument13 pagesFatigue Props of 6061T6 Al Alloystruva_kissNo ratings yet
- Research Paper FSWDocument10 pagesResearch Paper FSWsahith palikaNo ratings yet
- Metals 10 00441Document21 pagesMetals 10 00441MOhammed PatelNo ratings yet
- Microstructural and Mechanical Characterization of Shielded Metal Arc Welded Dual Phase Steel JointsDocument7 pagesMicrostructural and Mechanical Characterization of Shielded Metal Arc Welded Dual Phase Steel Jointsismail ismaNo ratings yet
- Simulationof Weldingfor Dissimilar Metalsusing ABAQUSDocument10 pagesSimulationof Weldingfor Dissimilar Metalsusing ABAQUSAlok SinghNo ratings yet
- Welding NPTEL Lecturers - Part1Document30 pagesWelding NPTEL Lecturers - Part1Sai ChaithanyaNo ratings yet
- Evaluation On Mechanical Properties of Coated RHA-TIO2-LM24 Aluminium Alloy CompositeDocument13 pagesEvaluation On Mechanical Properties of Coated RHA-TIO2-LM24 Aluminium Alloy CompositeIJRASETPublicationsNo ratings yet
- Jmet Vol4 No1 Fullpaper3Document26 pagesJmet Vol4 No1 Fullpaper3Ariel FerrerNo ratings yet
- Al AgingDocument122 pagesAl AgingDevi Eka Septiyani ArifinNo ratings yet
- Welding Reading MaterialDocument33 pagesWelding Reading MaterialAMAN NOHWALNo ratings yet
- Optimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDocument8 pagesOptimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDilipNo ratings yet
- AKANDE Heritage ProjectDocument28 pagesAKANDE Heritage ProjectAkande HeritageNo ratings yet
- Design and Development of Hybrid Stir Casting ProcessDocument5 pagesDesign and Development of Hybrid Stir Casting ProcessSquakx BescilNo ratings yet
- Research Papers On Friction Stir WeldingDocument10 pagesResearch Papers On Friction Stir Weldingnbaamubnd100% (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Phase - I Project ReportDocument43 pagesPhase - I Project ReportSureshv Suri83% (23)
- Unit - IiDocument40 pagesUnit - IiKarthikeya XeroxNo ratings yet
- Experimental and Finite Element Studies of StretchDocument16 pagesExperimental and Finite Element Studies of Stretchorangeideas7No ratings yet
- Prevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesDocument14 pagesPrevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesTJPRC PublicationsNo ratings yet
- Prevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesDocument14 pagesPrevention of Hydrogen Embrittlement of High Strength Alloy Steel Using Surface Coating TechniquesTJPRC PublicationsNo ratings yet
- Effects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Document6 pagesEffects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Sudeep Kumar SinghNo ratings yet
- Aropub Ijmsi 15 138Document14 pagesAropub Ijmsi 15 138sandeep kumarNo ratings yet
- Mechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFDocument9 pagesMechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFsudarshanNo ratings yet
- Welding Technology: Dublin Institute of TechnologyDocument9 pagesWelding Technology: Dublin Institute of TechnologyShiyas BasheerNo ratings yet
- Wear and Corrosion Behaviour of Friction Stir Welded Aluminium Alloys-An OverviewDocument16 pagesWear and Corrosion Behaviour of Friction Stir Welded Aluminium Alloys-An OverviewTJPRC PublicationsNo ratings yet
- INTRODUCTIONDocument39 pagesINTRODUCTIONSwapnil ModakNo ratings yet
- Study and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyDocument17 pagesStudy and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyIJRASETPublicationsNo ratings yet
- Liu2019 Article EffectOfRotationalSpeedOnMicroDocument10 pagesLiu2019 Article EffectOfRotationalSpeedOnMicroImdad JalaliNo ratings yet
- Proceedings of 2019 16 International Bhurban Conference On Applied Sciences & Technology (IBCAST) Islamabad, Pakistan, 8 - 12 January, 2019Document14 pagesProceedings of 2019 16 International Bhurban Conference On Applied Sciences & Technology (IBCAST) Islamabad, Pakistan, 8 - 12 January, 2019Imdad JalaliNo ratings yet
- Liu2019 Article InfluenceOfCoolingWaterTemperaDocument13 pagesLiu2019 Article InfluenceOfCoolingWaterTemperaImdad JalaliNo ratings yet
- Lab Report 06 MEMDocument12 pagesLab Report 06 MEMImdad JalaliNo ratings yet
- Lab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyDocument8 pagesLab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyImdad Jalali100% (1)
- Switching On/Off Turret Lathe MachineDocument4 pagesSwitching On/Off Turret Lathe MachineImdad JalaliNo ratings yet
- IntroductionDocument11 pagesIntroductionImdad JalaliNo ratings yet
- Lab. Plan - IME 454 Maintenance Engineering & Management Experiment # TopicDocument2 pagesLab. Plan - IME 454 Maintenance Engineering & Management Experiment # TopicImdad JalaliNo ratings yet
- Experiment No 7 MEMDocument11 pagesExperiment No 7 MEMImdad JalaliNo ratings yet
- Nas - 185N - e - 254 Smo - Uns - S31254Document4 pagesNas - 185N - e - 254 Smo - Uns - S31254Marvin BasdenNo ratings yet
- GTAW Lesson PlanDocument75 pagesGTAW Lesson PlanKentDemeterio100% (1)
- B12X9WR - Wear RunnersDocument1 pageB12X9WR - Wear Runnerscarlos hernandezastNo ratings yet
- Mechanical Testing of Welded JointsDocument41 pagesMechanical Testing of Welded JointsSanadNo ratings yet
- Pre-Leaving Certificate Examination, 2019 Triailscrúdú Na Hardteistiméireachta, 2019Document12 pagesPre-Leaving Certificate Examination, 2019 Triailscrúdú Na Hardteistiméireachta, 2019Diaa SaberNo ratings yet
- ME 131 Lec 11.0 Fundamentals of JoiningDocument23 pagesME 131 Lec 11.0 Fundamentals of JoiningRainier Gemuel TomNo ratings yet
- EN 288-9-English NFDocument30 pagesEN 288-9-English NFcontesagioanaNo ratings yet
- Operation and Maintenance Manual-Sm-Perkins 1100 Series 1106c Industrial Engine-EDocument20 pagesOperation and Maintenance Manual-Sm-Perkins 1100 Series 1106c Industrial Engine-EDardan Husi100% (1)
- Ref 20Document9 pagesRef 20SREEJITH S NAIRNo ratings yet
- High-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForDocument3 pagesHigh-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForLeonardo GomideNo ratings yet
- Boehler HL 75 T-MCDocument1 pageBoehler HL 75 T-MCBruno SantosNo ratings yet
- Analysis of Stainless Steel Welded JointsDocument4 pagesAnalysis of Stainless Steel Welded JointsadriansinisaNo ratings yet
- 2023 Solid-State Welding of Aluminum To Magnesium Alloys A ReviewDocument23 pages2023 Solid-State Welding of Aluminum To Magnesium Alloys A Reviewguravshubham7777No ratings yet
- SikaProof A Method Statement 19.12.19Document41 pagesSikaProof A Method Statement 19.12.19Catalin SucalaNo ratings yet
- Welding of Ferritic/martensitic Stainless Steels: Job KnowledgeDocument2 pagesWelding of Ferritic/martensitic Stainless Steels: Job KnowledgeMuhammed SulfeekNo ratings yet
- Peh A2-A6 Process Controller Serv Man 0740801006 PDFDocument70 pagesPeh A2-A6 Process Controller Serv Man 0740801006 PDFIgor GrujićNo ratings yet
- Jointing of Cables: Unit IvDocument17 pagesJointing of Cables: Unit IvmalaNo ratings yet