You might also like
- Ch32 Brazing, Soldering, Adhesive Bonding, Mechanical Fastening HO 2Document9 pagesCh32 Brazing, Soldering, Adhesive Bonding, Mechanical Fastening HO 2Yasir MumtazNo ratings yet
- Chap8 Fundamental Joining ProcessDocument20 pagesChap8 Fundamental Joining ProcessjojoNo ratings yet
- Module 4 Design of Components With Welding ConsiderationDocument26 pagesModule 4 Design of Components With Welding ConsiderationMaheshNo ratings yet
- Fundamentals of Welding and JoiningDocument41 pagesFundamentals of Welding and JoiningAragaw MuluNo ratings yet
- Welding Design and Process Selection GuideDocument35 pagesWelding Design and Process Selection GuideParveen KumarNo ratings yet
- Welding and Joining ProcessDocument22 pagesWelding and Joining ProcessSalman AhmedNo ratings yet
- Fundamentals of Welding Joints and ProcessesDocument32 pagesFundamentals of Welding Joints and ProcessescrheidrNo ratings yet
- The Metallurgy of Welding: Welding Design and Process SelectionDocument35 pagesThe Metallurgy of Welding: Welding Design and Process SelectionkspanitsNo ratings yet
- 4 - Fundamentals of Welding (Chapter 25)Document61 pages4 - Fundamentals of Welding (Chapter 25)faisalNo ratings yet
- SOLID STATE WELDING TECHNIQUESDocument77 pagesSOLID STATE WELDING TECHNIQUESparthibankNo ratings yet
- Brazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessDocument23 pagesBrazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessSparksKarthickNo ratings yet
- JOINING PROCESSES GUIDEDocument67 pagesJOINING PROCESSES GUIDEFarman AliNo ratings yet
- Chapter 5-2Document19 pagesChapter 5-2birhanubic23No ratings yet
- Gas and Arc WeldingDocument173 pagesGas and Arc WeldingHarsha MallaNo ratings yet
- Fundamentals of Joining, Brazing, & SolderingDocument62 pagesFundamentals of Joining, Brazing, & SolderingKavan PatelNo ratings yet
- Joining Part2Document27 pagesJoining Part2Dune StarlightNo ratings yet
- Fundamentals of WeldingDocument143 pagesFundamentals of WeldingHassanNo ratings yet
- Brazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessDocument23 pagesBrazing, Soldering, Adhesive, Bonding & Mechanical Fastening ProcessAd Man GeTigNo ratings yet
- ME2300: Manufacturing Processes Jan-May 2018Document69 pagesME2300: Manufacturing Processes Jan-May 2018GUNJAN MUDGALNo ratings yet
- Chapter 4Document20 pagesChapter 4Vandan GundaleNo ratings yet
- BME Presentation FinalDocument23 pagesBME Presentation FinalVishesh YadavNo ratings yet
- Welding OnlyDocument36 pagesWelding OnlyluciferparajuleeNo ratings yet
- Welding MetallurgyDocument25 pagesWelding MetallurgyFernandoiNo ratings yet
- Overview of Welding TechnologyDocument7 pagesOverview of Welding TechnologySeiji ShimazuNo ratings yet
- Unit 5 Welding ProcessDocument57 pagesUnit 5 Welding Processmahammad kamaluddeenNo ratings yet
- The Metallurgy of Welding Processes and Joint DesignDocument35 pagesThe Metallurgy of Welding Processes and Joint DesignFajar SiradzNo ratings yet
- ProjectionWelding JiangDocument23 pagesProjectionWelding JiangVimal KumarNo ratings yet
- Lecture 7 - Common Manufacturing Processes IIDocument41 pagesLecture 7 - Common Manufacturing Processes IIKamal SurenNo ratings yet
- Joining and Assembley ProcessDocument21 pagesJoining and Assembley ProcessM. RazaNo ratings yet
- WELDING JOINTS AND PROCESSESDocument28 pagesWELDING JOINTS AND PROCESSESVaibhav ChoudharyNo ratings yet
- 8.metal Joining Processes and EquipmentDocument30 pages8.metal Joining Processes and EquipmentGRAHAM KUNDAI DENGEZANo ratings yet
- Welding Documentation (BBX 10504) : C4: Introduction and Understanding of Welding Joint GeometryDocument24 pagesWelding Documentation (BBX 10504) : C4: Introduction and Understanding of Welding Joint GeometryAhnaf Fadhlur Rahman Bin Awang HanibNo ratings yet
- Sravan WeldingDocument16 pagesSravan WeldingSravan Kumar50No ratings yet
- It Is ConsiderationDocument17 pagesIt Is ConsiderationTulasabai JaiswalNo ratings yet
- Metal Joining ProcessDocument28 pagesMetal Joining ProcessVenkatesh Modi100% (2)
- Chapter 30 Fundamentals of Welding ProcessesDocument28 pagesChapter 30 Fundamentals of Welding ProcessesNguyên Bành QuốcNo ratings yet
- Diffusion WeldingDocument41 pagesDiffusion WeldingCool Sash S100% (3)
- Solid-State Welding ProcessesDocument17 pagesSolid-State Welding ProcessescfcshakerNo ratings yet
- Welding 1Document61 pagesWelding 1عبدالرحمن سيدNo ratings yet
- Lecture 1Document9 pagesLecture 1Khalil ElhashmeNo ratings yet
- Fundamentals of Welding Workshop TechnologyDocument34 pagesFundamentals of Welding Workshop TechnologyhabeebjobahNo ratings yet
- Fabrication of MetalDocument22 pagesFabrication of MetalaurangzaibNo ratings yet
- Joining Processes & EquipmentDocument67 pagesJoining Processes & EquipmentHassan Bhinder100% (1)
- 08aae18 Welding Technology: Unit - I IntroductionDocument229 pages08aae18 Welding Technology: Unit - I IntroductionArunachalam ManiNo ratings yet
- Friction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Document26 pagesFriction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Anonymous AdofXEYAgENo ratings yet
- Lecture 32 - Introduction To Metal FormingDocument23 pagesLecture 32 - Introduction To Metal Formingkunal gargNo ratings yet
- 10) Welding IIIDocument23 pages10) Welding IIIHimanshu VashishthaNo ratings yet
- Indian Institute of Welding Course on Structure and Properties of WeldsDocument34 pagesIndian Institute of Welding Course on Structure and Properties of WeldsRaghu vamshiNo ratings yet
- Unit 2 Welding III HazDocument9 pagesUnit 2 Welding III HazHada NanuNo ratings yet
- Soldering and Brazing: A Guide to Joining MetalsDocument25 pagesSoldering and Brazing: A Guide to Joining MetalsNaram Appanna100% (1)
- Solid-State and Resistance Welding Processes ExplainedDocument28 pagesSolid-State and Resistance Welding Processes ExplainedSandipan SarmaNo ratings yet
- Joining of Materials: WeldingDocument54 pagesJoining of Materials: WeldingAkNo ratings yet
- Joining ProcessesDocument10 pagesJoining ProcessesSachin KhotNo ratings yet
- Connectors in FPDDocument64 pagesConnectors in FPDDrkvpratheep Pratheep94% (16)
- Intro To Welding ProcssDocument28 pagesIntro To Welding ProcssK M A TalhaNo ratings yet
- Welding FundamentalsDocument6 pagesWelding FundamentalsChinmay Das100% (1)
- Lec 1Document13 pagesLec 1MUuhammed FikiNo ratings yet
- Chapter 3 Metal Forming ProcessesDocument103 pagesChapter 3 Metal Forming Processesdagimawgchew777No ratings yet
- Overview of Brazing and Soldering TechniquesDocument53 pagesOverview of Brazing and Soldering TechniquesNasir MaqsoodNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- JS Page Manhour Productivity (09-30-2019)Document335 pagesJS Page Manhour Productivity (09-30-2019)Rainier Gemuel TomNo ratings yet
- CE 22 Project Proposal (Fibra, Martinez, Tom)Document1 pageCE 22 Project Proposal (Fibra, Martinez, Tom)Rainier Gemuel TomNo ratings yet
- 2GO - Reply To CMIC Re Unusual Price Movement 23apr2020 PDFDocument1 page2GO - Reply To CMIC Re Unusual Price Movement 23apr2020 PDFRainier Gemuel TomNo ratings yet
- Marianas Navy and Marine Corps Design and Construction StandardsDocument135 pagesMarianas Navy and Marine Corps Design and Construction StandardsRainier Gemuel Tom100% (1)
- ADAMS BroschüreDocument13 pagesADAMS BroschüreDaniel PinzonNo ratings yet
- Price Book - Section H Hangers: Erico Hangers Erico HangersDocument8 pagesPrice Book - Section H Hangers: Erico Hangers Erico HangersRainier Gemuel TomNo ratings yet
- ME 183 2nd Exam NotesDocument6 pagesME 183 2nd Exam NotesRainier Gemuel TomNo ratings yet
- ADAMS BroschüreDocument13 pagesADAMS BroschüreDaniel PinzonNo ratings yet
- Price Book - Section H Hangers: Erico Hangers Erico HangersDocument8 pagesPrice Book - Section H Hangers: Erico Hangers Erico HangersRainier Gemuel TomNo ratings yet
- ASME B36 10M Tableau Des DimensionsDocument2 pagesASME B36 10M Tableau Des DimensionsMichel LupienNo ratings yet
- Price Book - Section H Hangers: Erico Hangers Erico HangersDocument8 pagesPrice Book - Section H Hangers: Erico Hangers Erico HangersRainier Gemuel TomNo ratings yet
- File ListDocument11 pagesFile ListRainier Gemuel TomNo ratings yet
- National Accommodation Standards HotelDocument59 pagesNational Accommodation Standards HotelFauziah Hanum AbdullahNo ratings yet
- BE Energy Recover Ventilators BrochureDocument4 pagesBE Energy Recover Ventilators BrochureRainier Gemuel TomNo ratings yet
- Hangers (Tyco 2019)Document13 pagesHangers (Tyco 2019)Rainier Gemuel TomNo ratings yet
- How To Select A Pump-By Majid HamedyniaDocument72 pagesHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- National Accommodation Standards HotelDocument59 pagesNational Accommodation Standards HotelFauziah Hanum AbdullahNo ratings yet
- ME 183 Magnetic RefrigerationDocument29 pagesME 183 Magnetic RefrigerationRainier Gemuel TomNo ratings yet
- ME 188 THRU - D1 - Northern and Eastern Samar (Tom)Document15 pagesME 188 THRU - D1 - Northern and Eastern Samar (Tom)Rainier Gemuel TomNo ratings yet
- How To Select A Pump-By Majid HamedyniaDocument72 pagesHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- HandyGraph 2.1 User Guide - Create & Customize GraphsDocument25 pagesHandyGraph 2.1 User Guide - Create & Customize GraphsRainier Gemuel TomNo ratings yet
- Holistic ApproachDocument42 pagesHolistic ApproachRainier Gemuel TomNo ratings yet
- EEE 4 Industrial Electronics and Equipment Review of Basic Electrical Engineering Principles (DC CircuitsDocument18 pagesEEE 4 Industrial Electronics and Equipment Review of Basic Electrical Engineering Principles (DC CircuitsRainier Gemuel TomNo ratings yet
- How To Select A Pump-By Majid HamedyniaDocument72 pagesHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- Types of ResearchDocument16 pagesTypes of ResearchArnav Singhania100% (2)
- ReadmeDocument1 pageReadmeGriffin Subilla CayabasNo ratings yet
- BSU-Therapeutic Exercises For Mental HygieneDocument2 pagesBSU-Therapeutic Exercises For Mental HygieneRainier Gemuel TomNo ratings yet
- Taeyang - Wedding Dress Music SheetDocument6 pagesTaeyang - Wedding Dress Music SheetErvina Wijaya100% (1)
- Peace Not War-Final PieceDocument3 pagesPeace Not War-Final PieceRainier Gemuel TomNo ratings yet
- DVP R - DVP M9Document2 pagesDVP R - DVP M9reynold wangNo ratings yet
- Design of Jigs, Fixtures and Press Tools - Department of Mechanical EngineeringDocument8 pagesDesign of Jigs, Fixtures and Press Tools - Department of Mechanical EngineeringLoga Nath100% (2)
- Durmat E-PlusDocument1 pageDurmat E-PlusThameur KamounNo ratings yet
- Glass, Heat Resistant GlassDocument2 pagesGlass, Heat Resistant Glasssally_nounotNo ratings yet
- Welding Processes: Nur Syahroni, ST., MT., PH.DDocument52 pagesWelding Processes: Nur Syahroni, ST., MT., PH.Dtrealdi suryoNo ratings yet
- Mold Check ListDocument10 pagesMold Check Listapk11No ratings yet
- WEEK 22 LS Repair TrendDocument2 pagesWEEK 22 LS Repair TrendAnilkumarGopinathanNairNo ratings yet
- Gold Star: High Polymer Modified, Cementitious, Tile/stone AdhesiveDocument3 pagesGold Star: High Polymer Modified, Cementitious, Tile/stone AdhesiveGaganNo ratings yet
- Electrodos-Revestidos KiswellDocument116 pagesElectrodos-Revestidos KiswellJoel FloresNo ratings yet
- MTM0126 - 96 Hour Humidity Test, Paint Materials On PlasticsDocument2 pagesMTM0126 - 96 Hour Humidity Test, Paint Materials On Plasticsalper ozturkNo ratings yet
- Electrofusion WeldingDocument4 pagesElectrofusion WeldingRajesh RadeNo ratings yet
- Sika PDS - E - Sika - 102 (Waterplug)Document3 pagesSika PDS - E - Sika - 102 (Waterplug)lwin_oo2435No ratings yet
- Etching Glass PDFDocument2 pagesEtching Glass PDFShannon0% (1)
- ACEEE - Emerging Indust EE Technologies - Detail - Oct 2000Document40 pagesACEEE - Emerging Indust EE Technologies - Detail - Oct 2000Ankur AmlaniNo ratings yet
- WPS Asme Ix PDFDocument4 pagesWPS Asme Ix PDFSergiu LungNo ratings yet
- Stamping Defect Data Bank Updated 20-12-22Document43 pagesStamping Defect Data Bank Updated 20-12-22SanjayNo ratings yet
- Welding Procedure Specifications for P91 Butt WeldsDocument6 pagesWelding Procedure Specifications for P91 Butt WeldssrinivasanNo ratings yet
- M 1.1.1 General Introduction To Welding TechnologyDocument19 pagesM 1.1.1 General Introduction To Welding TechnologyHarry PangestuNo ratings yet
- Form turning - The tool is ground to shape workpieceDocument10 pagesForm turning - The tool is ground to shape workpieceJohn Paul DomingoNo ratings yet
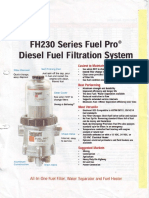
- Fleetguard Fuelpro PDFDocument10 pagesFleetguard Fuelpro PDFSanti Al ElricNo ratings yet
- Surface Preparation and Cleaning for Liquid Penetrant TestingDocument40 pagesSurface Preparation and Cleaning for Liquid Penetrant TestingPradeep Kumar BowmarajuNo ratings yet
- TM Smaw NC IiDocument137 pagesTM Smaw NC IiSam Louis Lepiten100% (1)
- Bonded Abrasives CataloguesDocument10 pagesBonded Abrasives CataloguesValeriia HnutovaNo ratings yet
- Lecture6 PDFDocument2 pagesLecture6 PDFkosmitoNo ratings yet
- 20341T PneDocument23 pages20341T PneDian EKO SaputroNo ratings yet
- Saarstahl 54SiCr6 material specification sheetDocument1 pageSaarstahl 54SiCr6 material specification sheetRichard RodriguezNo ratings yet
- LQDocument9 pagesLQM Mahesh MaheshNo ratings yet
- Lab Session: 2 Experiment No:1 1.1 Title: Figure 1 EDM Die SinkingDocument3 pagesLab Session: 2 Experiment No:1 1.1 Title: Figure 1 EDM Die SinkingSyed Shahzaib AliNo ratings yet
- Gas Supply Welding StandardsDocument49 pagesGas Supply Welding StandardsZafiro Avet0% (1)
- Blast Finishing Research Program MethodologyDocument7 pagesBlast Finishing Research Program MethodologyBhavin DesaiNo ratings yet