You might also like
- How To Write A JournalDocument28 pagesHow To Write A JournalSadudee ChamnankijNo ratings yet
- WoodPlans Online - Universal Tablesaw JigDocument9 pagesWoodPlans Online - Universal Tablesaw JigHannes Michaelis100% (15)
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- Refractory ProcedureDocument13 pagesRefractory ProcedureArunachalam Avanashi100% (3)
- Saudi Aramco Inspection Checklist: Review of Refractory Installation Procedure SAIC-N-2018 25-May-05 MechDocument4 pagesSaudi Aramco Inspection Checklist: Review of Refractory Installation Procedure SAIC-N-2018 25-May-05 MechAnonymous S9qBDVky100% (1)
- Mold Design Spec SheetDocument1 pageMold Design Spec Sheetomerscheen0% (1)
- ASTM A1058 - Standard Test Methods For Mechanical Testing of Steel Product - Metric PDFDocument12 pagesASTM A1058 - Standard Test Methods For Mechanical Testing of Steel Product - Metric PDFromanu100% (1)
- Refractory Application ProcedureDocument33 pagesRefractory Application ProcedureAjin S100% (1)
- Impact of Refractories Corrosion On Industrial Processes: 4.1. Steel MakingDocument93 pagesImpact of Refractories Corrosion On Industrial Processes: 4.1. Steel MakingniviNo ratings yet
- Daily progress report for insulation works projectDocument61 pagesDaily progress report for insulation works projectFaiz AhmadNo ratings yet
- (Explorer Junior Library - Language Arts Explorer Junior) Cecilia Minden, Kate Roth - How To Write A Letter (2010, Cherry Lake Publishing) PDFDocument28 pages(Explorer Junior Library - Language Arts Explorer Junior) Cecilia Minden, Kate Roth - How To Write A Letter (2010, Cherry Lake Publishing) PDFSaddek KhaznadjiNo ratings yet
- IRM2500 Refractory Installation inDocument22 pagesIRM2500 Refractory Installation inmika cabelloNo ratings yet
- Refractory ReferenceDocument11 pagesRefractory ReferenceEdy AeNo ratings yet
- APPROVED VENDOR LIST (AVL) As On 01.04.2017: Updated - 01/04/2017Document28 pagesAPPROVED VENDOR LIST (AVL) As On 01.04.2017: Updated - 01/04/2017sanjaydrdoNo ratings yet
- Bis 4041 - Refractory TerminologyDocument58 pagesBis 4041 - Refractory TerminologyMayank Kumar100% (1)
- Working On RefractoryDocument76 pagesWorking On RefractoryRahul BishnoiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklistaamirapi100% (2)
- Saes N 110Document17 pagesSaes N 110aamirapi100% (1)
- Refractory Castable ProcedureDocument10 pagesRefractory Castable ProcedureEzhil KumarNo ratings yet
- ASTM C401 - Std. Classification of Alumina & Alumina-Silicate Castable RefactoriesDocument2 pagesASTM C401 - Std. Classification of Alumina & Alumina-Silicate Castable RefactoriesAtif RabbNo ratings yet
- Refractory Lining Project Corrected (Chapter 1)Document7 pagesRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanNo ratings yet
- Refractory Material Properties for Indonesia RFCC ProjectDocument10 pagesRefractory Material Properties for Indonesia RFCC ProjectAsywida FahmiNo ratings yet
- Refractories en Web PDFDocument24 pagesRefractories en Web PDFMarsNo ratings yet
- Chapter 6 Refractory Lining Procedure PTT Global Chemical Company Limited (GC)Document17 pagesChapter 6 Refractory Lining Procedure PTT Global Chemical Company Limited (GC)มิตร อันมาNo ratings yet
- REFractories FOR GLASS-TRL PDFDocument24 pagesREFractories FOR GLASS-TRL PDFram cNo ratings yet
- CTS RefractoryTechnicianDocument32 pagesCTS RefractoryTechniciansonu gupta100% (1)
- API 936 Quiz TestDocument7 pagesAPI 936 Quiz TestzohirNo ratings yet
- API 982-Inspection & Assessment of Refractory LiningsDocument57 pagesAPI 982-Inspection & Assessment of Refractory Liningsmustaphakadiri100% (1)
- PIP RFEG1000 Guidelines For Use of Refractory PracticesDocument5 pagesPIP RFEG1000 Guidelines For Use of Refractory PracticesNicolasMontoreRosNo ratings yet
- Saes N 120Document13 pagesSaes N 120aamirapi100% (1)
- Process Industry Practices Refractory PIDocument8 pagesProcess Industry Practices Refractory PIRupak PatilNo ratings yet
- API Refractory Lining and Burner Brick RequirementDocument29 pagesAPI Refractory Lining and Burner Brick RequirementsprathNo ratings yet
- Post Head Damage Repair ProcedureDocument12 pagesPost Head Damage Repair Procedureddfp enerlandNo ratings yet
- Haleem Haider Farrukh Shahzad Muzammil JavedDocument24 pagesHaleem Haider Farrukh Shahzad Muzammil JavedFarrukh Shahzad100% (3)
- Installation Guide NUDocument67 pagesInstallation Guide NUJorge Armando Cabrera Guaquida100% (2)
- Protecting Your Refractory PDFDocument33 pagesProtecting Your Refractory PDFDenzil D'SouzaNo ratings yet
- Refractory Solution For Boiler - FinalDocument30 pagesRefractory Solution For Boiler - FinalPeerasak Arun100% (1)
- Refractory Material SelectionDocument7 pagesRefractory Material SelectionCristhofer HernandezNo ratings yet
- Insulation Castables Application Procedure - Rev-2 - PDFDocument10 pagesInsulation Castables Application Procedure - Rev-2 - PDFNatarajan MurugesanNo ratings yet
- ANH Refractories Refractory 101Document208 pagesANH Refractories Refractory 101Abdullrahman AlzahraniNo ratings yet
- Effect of Particle Size Distribution on Properties of Low Cement High Alumina Castables (38Document53 pagesEffect of Particle Size Distribution on Properties of Low Cement High Alumina Castables (38Rahamat ShaikNo ratings yet
- CALDE Iron Casthouse V2 112015-CompressedDocument12 pagesCALDE Iron Casthouse V2 112015-CompressedChristian PurbaNo ratings yet
- IRM2300 Lining Systems For Fired HeatersDocument23 pagesIRM2300 Lining Systems For Fired Heatersmika cabelloNo ratings yet
- Data Sheet Greencast 94: DescriptionDocument2 pagesData Sheet Greencast 94: Descriptionmani0% (1)
- Dross Inclusions and Galvanized SteelDocument2 pagesDross Inclusions and Galvanized SteelcurtisvaleroNo ratings yet
- C 133 PDFDocument6 pagesC 133 PDFShaaf Amjad100% (1)
- Ceramic Fiber BlanketDocument1 pageCeramic Fiber BlanketHanafi MansorNo ratings yet
- Install Plastic RefractoriesDocument7 pagesInstall Plastic Refractoriescoli15No ratings yet
- Saudi Aramco Refractory Receiving ChecklistDocument4 pagesSaudi Aramco Refractory Receiving ChecklistphilipyapNo ratings yet
- LIIL RefractoryDocument33 pagesLIIL RefractoryMOHD AZAMNo ratings yet
- Plastic Refractory Instalation RefDocument5 pagesPlastic Refractory Instalation RefHefni OssyanNo ratings yet
- Refractory Calculation Sheet For C-102 PDFDocument2 pagesRefractory Calculation Sheet For C-102 PDFAttyubNo ratings yet
- Corot Ex ProDocument3 pagesCorot Ex Proamk2009No ratings yet
- API936 Apr13Document4 pagesAPI936 Apr13traja4No ratings yet
- GHJDocument26 pagesGHJShahNo ratings yet
- Acid Resistant Tiles BricksDocument6 pagesAcid Resistant Tiles BricksDeboline MitraNo ratings yet
- Manurite 900bDocument2 pagesManurite 900bAhtsham AhmadNo ratings yet
- Refractory Lining of Blast Furnace PDFDocument11 pagesRefractory Lining of Blast Furnace PDFceng el samiuNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistaamirapi100% (1)
- Engineering Corrosion Protection at Hub Power Station: Tariq Aziz Nace Level 2Document50 pagesEngineering Corrosion Protection at Hub Power Station: Tariq Aziz Nace Level 2Hasan AhmedNo ratings yet
- Foundry: Monolithic Concept SolutionsDocument20 pagesFoundry: Monolithic Concept Solutionsmuhammad abidinNo ratings yet
- Dokumen - Tips - Castables and Refractories For Cement Dri Sponge Iron Kiln CoolerDocument8 pagesDokumen - Tips - Castables and Refractories For Cement Dri Sponge Iron Kiln CoolerjulianoducaNo ratings yet
- Refractory Datasheet - KAST-O-LITE 23 LI PLUSDocument1 pageRefractory Datasheet - KAST-O-LITE 23 LI PLUSSubrata DasNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Intumescent Fireproofing Mat'ls SAIC-B-2003 30-Apr-13 MechDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Intumescent Fireproofing Mat'ls SAIC-B-2003 30-Apr-13 Mechpookkoya thangalNo ratings yet
- 03 Method Statement For Foundation.Document13 pages03 Method Statement For Foundation.Ramu SekarNo ratings yet
- Koc-P-002 Part 1 Rev 3Document29 pagesKoc-P-002 Part 1 Rev 3Hari KrishnanNo ratings yet
- For Information: The Israel Electric CorporationDocument8 pagesFor Information: The Israel Electric CorporationRushirajNo ratings yet
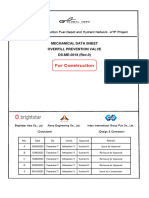
- Ds-Me-0018 - Mechanical Data Sheet For Overfill Prevention Valve (Rev.0)Document2 pagesDs-Me-0018 - Mechanical Data Sheet For Overfill Prevention Valve (Rev.0)Panisa BanimaNo ratings yet
- Spec TOCDocument12 pagesSpec TOCมิตร อันมาNo ratings yet
- Application Guide FOR Adhesive Coating 30-07Document6 pagesApplication Guide FOR Adhesive Coating 30-07มิตร อันมาNo ratings yet
- SW Mastic Data Sheet EnglishDocument2 pagesSW Mastic Data Sheet Englishมิตร อันมาNo ratings yet
- Dteronm, TNS: Tpi EngineeringDocument7 pagesDteronm, TNS: Tpi Engineeringมิตร อันมาNo ratings yet
- Superwool Plus HT Pyroblocmodules EngDocument2 pagesSuperwool Plus HT Pyroblocmodules Engมิตร อันมาNo ratings yet
- Superwool Plus Blankets EngDocument2 pagesSuperwool Plus Blankets Engมิตร อันมาNo ratings yet
- (Explorer Junior Library - Language Arts Explorer Junior) Cecilia Minden, Kate Roth - How To Write An E-mail-Cherry Lake Publishing (2010)Document28 pages(Explorer Junior Library - Language Arts Explorer Junior) Cecilia Minden, Kate Roth - How To Write An E-mail-Cherry Lake Publishing (2010)mourad ouanidNo ratings yet
- Superwool HT Z-Blok ModulesDocument3 pagesSuperwool HT Z-Blok Modulesมิตร อันมาNo ratings yet
- Z Blokrefractoryfibremodulesenglish NewDocument2 pagesZ Blokrefractoryfibremodulesenglish Newมิตร อันมาNo ratings yet
- AttC2E 2507SulphurPitSteamCoil&SumpCoilDocument2 pagesAttC2E 2507SulphurPitSteamCoil&SumpCoilมิตร อันมาNo ratings yet
- SW MD Black White Paper Data Sheet English v2Document2 pagesSW MD Black White Paper Data Sheet English v2มิตร อันมาNo ratings yet
- Thermal Ceramics Product Overview April2019 WebsizeDocument28 pagesThermal Ceramics Product Overview April2019 Websizeมิตร อันมาNo ratings yet
- TOR - 4150-F1 - E1 Scope of WorkDocument10 pagesTOR - 4150-F1 - E1 Scope of Workมิตร อันมาNo ratings yet
- Explorer Junior Library Language Arts Explorer Junior Cecilia Minden Kate Roth-How To Write An Ad-Cherry Lake PublishingDocument24 pagesExplorer Junior Library Language Arts Explorer Junior Cecilia Minden Kate Roth-How To Write An Ad-Cherry Lake PublishingNiin NiniNo ratings yet
- At TG Hot Service InsulationDocument46 pagesAt TG Hot Service Insulationมิตร อันมาNo ratings yet
- Schedule 4150 E1 F1Document1 pageSchedule 4150 E1 F1มิตร อันมาNo ratings yet
- At TH Approved VendorDocument5 pagesAt TH Approved Vendorมิตร อันมาNo ratings yet
- Schedule 4600 U1 F1Document1 pageSchedule 4600 U1 F1มิตร อันมาNo ratings yet
- AttB2D-2504 8SulfurLockDocument2 pagesAttB2D-2504 8SulfurLockมิตร อันมาNo ratings yet
- TechnipfmcDocument1 pageTechnipfmcมิตร อันมาNo ratings yet
- AttD2J 2504BubbleColumnDocument2 pagesAttD2J 2504BubbleColumnมิตร อันมาNo ratings yet
- TechnipfmcDocument1 pageTechnipfmcมิตร อันมาNo ratings yet
- TechnipfmcDocument1 pageTechnipfmcมิตร อันมาNo ratings yet
- Technipfmc: Dylan Sutton 2020.11.06 16:20:15 - 06'00' Matthew Manning 2020.11.06 16:48:35 - 06'00'Document1 pageTechnipfmc: Dylan Sutton 2020.11.06 16:20:15 - 06'00' Matthew Manning 2020.11.06 16:48:35 - 06'00'มิตร อันมาNo ratings yet
- TechnipfmcDocument1 pageTechnipfmcมิตร อันมาNo ratings yet
- TechnipfmcDocument1 pageTechnipfmcมิตร อันมาNo ratings yet
- TechnipfmcDocument1 pageTechnipfmcมิตร อันมาNo ratings yet
- TechnipfmcDocument1 pageTechnipfmcมิตร อันมาNo ratings yet
- ISM - IsM Report - September 2010 Manufacturing ISM Report On BusinessDocument9 pagesISM - IsM Report - September 2010 Manufacturing ISM Report On BusinessHåkan RolfNo ratings yet
- Fenotec e FinalDocument2 pagesFenotec e FinalJohn ThinhNo ratings yet
- zeta200 Elevator Brochure Highlights Innovative Commercial Elevator SolutionDocument12 pageszeta200 Elevator Brochure Highlights Innovative Commercial Elevator SolutionTrần Văn ThảoNo ratings yet
- Ultracote 635 HBDocument3 pagesUltracote 635 HBCherbee Ferrer100% (1)
- Federal Technical and Vocational Educational and Training Institute2Document46 pagesFederal Technical and Vocational Educational and Training Institute2Aboma MekonnenNo ratings yet
- Module 1b One Piece Pattern (Flatback)Document6 pagesModule 1b One Piece Pattern (Flatback)CookieLovelyNo ratings yet
- Corrosion Behavior of Welded Stainless Steel PDFDocument20 pagesCorrosion Behavior of Welded Stainless Steel PDFLanang Dian NugrohoNo ratings yet
- MSM Catalog English 2021 WebDocument100 pagesMSM Catalog English 2021 WebArif RahmanNo ratings yet
- GTAW TIG Welding GuideDocument15 pagesGTAW TIG Welding GuideIshan VermaNo ratings yet
- MS16555 MilitaryDowelDocument3 pagesMS16555 MilitaryDowelJavier CharrezNo ratings yet
- ECM of High Temp Ti AlloyDocument20 pagesECM of High Temp Ti AlloyRabindra DashNo ratings yet
- Master Sheet of Zonex Air Systems (06.11.23)Document22 pagesMaster Sheet of Zonex Air Systems (06.11.23)VINAYNo ratings yet
- RAYCHEM - RPG - CABLE - TIE - COATED - SS - BALL - LOCK-AKBAR TRADING-mail@Document32 pagesRAYCHEM - RPG - CABLE - TIE - COATED - SS - BALL - LOCK-AKBAR TRADING-mail@GIBUNo ratings yet
- A905 -PARKING SHED DETAILSDocument1 pageA905 -PARKING SHED DETAILSØwięs MØhãmmedNo ratings yet
- Midhani Recruitment 2021 of Non ExecutivesDocument6 pagesMidhani Recruitment 2021 of Non ExecutivesRajesh K KumarNo ratings yet
- On Underwater Submerged-Arc Welding (The 1st Report) The Feasibility of Underwater Welding by Submerged-Arc Welding ProcessDocument7 pagesOn Underwater Submerged-Arc Welding (The 1st Report) The Feasibility of Underwater Welding by Submerged-Arc Welding ProcessAndrés Mauricio UribeNo ratings yet
- TOR Refractory For LD Converter, Ladle, Stirrer and Metal Runner Rev1Document3 pagesTOR Refractory For LD Converter, Ladle, Stirrer and Metal Runner Rev1Aqilah MazayaNo ratings yet
- Wire Arc Additive Manufacturing of Functionally Graded Material For Marine RisersDocument13 pagesWire Arc Additive Manufacturing of Functionally Graded Material For Marine RisersElina AkbarzadeNo ratings yet
- Microvia: Microvias Are Used As The Interconnects Between Layers in High Density Interconnect (HDI) Substrates andDocument3 pagesMicrovia: Microvias Are Used As The Interconnects Between Layers in High Density Interconnect (HDI) Substrates andMadhusudanan AshokNo ratings yet
- BS 4929-1Document15 pagesBS 4929-1Олег СоловьевNo ratings yet
- Non-Cyanide Alkaline Silver Plating SolutionDocument4 pagesNon-Cyanide Alkaline Silver Plating SolutionUsman ali CheemaNo ratings yet
- C 8 1 09Document1 pageC 8 1 09Sandino TorresNo ratings yet
- Zhejiang Marco Valve Co., Ltd. IntroductionDocument48 pagesZhejiang Marco Valve Co., Ltd. Introductionesmeralda diazNo ratings yet
- KB Duct 2019 CatalogDocument60 pagesKB Duct 2019 CatalogRajendraPrajapat100% (1)