You might also like
- Handbook of Mechanical Engineering TermsDocument366 pagesHandbook of Mechanical Engineering Termsjakejohns95% (44)
- Spark Plug Material and Manufacturing ProcessDocument10 pagesSpark Plug Material and Manufacturing Processerrvent ensoiNo ratings yet
- Sist en Iso 17655 2003Document9 pagesSist en Iso 17655 2003Azur MandžukićNo ratings yet
- Operating Variables in Knelson ConcentratorDocument13 pagesOperating Variables in Knelson Concentratorjoegb2919No ratings yet
- Is 2062Document12 pagesIs 2062ANTONYLEONo ratings yet
- Steelbrochure IsiDocument28 pagesSteelbrochure IsiFeurNo ratings yet
- Theory of Metal Cutting, Metal FormingDocument181 pagesTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- Vegetable-Oil Based Metalworking FluidsDocument11 pagesVegetable-Oil Based Metalworking FluidsRizal FahrezaNo ratings yet
- Extrusion and Drawing: Manufacturing ProcessesDocument41 pagesExtrusion and Drawing: Manufacturing ProcessesEloisa Nher Hipolito100% (1)
- V4i2 Ijertv4is020814Document3 pagesV4i2 Ijertv4is020814hari0118No ratings yet
- 79IJMPERDJUN201979Document8 pages79IJMPERDJUN201979TJPRC PublicationsNo ratings yet
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Document3 pagesOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNo ratings yet
- Ti 3Document9 pagesTi 3Dr. U. Shrinivas BalrajNo ratings yet
- 2019-Analysis and Modeling of Surface Roughness BasedDocument5 pages2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaNo ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- 2 67 1588079784 14ijmperdjun202014Document12 pages2 67 1588079784 14ijmperdjun202014TJPRC PublicationsNo ratings yet
- MC FCD500Document6 pagesMC FCD500Ashok KhannaNo ratings yet
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesNo ratings yet
- Experimental Investigation and Surface Roughness Analysis On Hard Turning of AISI D2 Steel Using Coated Carbide InsertDocument6 pagesExperimental Investigation and Surface Roughness Analysis On Hard Turning of AISI D2 Steel Using Coated Carbide Insertkuba DefaruNo ratings yet
- H Demir-E NasVolume13-11Document8 pagesH Demir-E NasVolume13-11Ahmad BaihaqiNo ratings yet
- Austenite Stainless SteelDocument13 pagesAustenite Stainless SteelYuvaraj RajuNo ratings yet
- Evaluation of Cutting Tool Vibration andDocument8 pagesEvaluation of Cutting Tool Vibration andchaib boudabNo ratings yet
- JT 34 1 11Document11 pagesJT 34 1 11Grey MouseNo ratings yet
- Effects of Cutting Tool Coatings and Parameters on Surface RoughnessDocument11 pagesEffects of Cutting Tool Coatings and Parameters on Surface RoughnessRohit RamchandaniNo ratings yet
- Ijaerv13n6spl 35Document6 pagesIjaerv13n6spl 35Subhachandan Kanti MohakudNo ratings yet
- DT PaperDocument6 pagesDT PaperR Krishnakumar MA. ME.No ratings yet
- (Kurt 2008) Evaluation of Drilled Hole Quality in Al 2024 AlloyDocument10 pages(Kurt 2008) Evaluation of Drilled Hole Quality in Al 2024 AlloyAdelina RomanNo ratings yet
- Studying The Effect of Un Coated and Multilayer Coated Tools On Cutting Temperature in Turning OperationDocument7 pagesStudying The Effect of Un Coated and Multilayer Coated Tools On Cutting Temperature in Turning OperationFabio RustowNo ratings yet
- Investigation of Surface Textured Cutting Tools For Sustainable MachiningDocument7 pagesInvestigation of Surface Textured Cutting Tools For Sustainable MachiningnarenNo ratings yet
- An Experimental Analysis of Turning Operation in EN 31ALLOYDocument5 pagesAn Experimental Analysis of Turning Operation in EN 31ALLOYEditor IJTSRDNo ratings yet
- Cui Zhao Tian 2013Document13 pagesCui Zhao Tian 2013Lauriene UFPINo ratings yet
- Machining Performance Enhancement of Brass C360 Alloy Using Taguchi Based Grey Relational Analysis MethodDocument10 pagesMachining Performance Enhancement of Brass C360 Alloy Using Taguchi Based Grey Relational Analysis MethodTJPRC PublicationsNo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- Behaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsDocument6 pagesBehaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsMathieu_94No ratings yet
- Manuscript Dms 2Document9 pagesManuscript Dms 2GidNo ratings yet
- Manuscript Dms 1Document9 pagesManuscript Dms 1GidNo ratings yet
- Effect of Cutting Variables On The Surface Finish of Dead Mild Steel (DMS)Document9 pagesEffect of Cutting Variables On The Surface Finish of Dead Mild Steel (DMS)GidNo ratings yet
- Wear of Coated and Uncoated Carbides in Turning Tool SteelDocument6 pagesWear of Coated and Uncoated Carbides in Turning Tool Steelking9sunNo ratings yet
- Tool Wear Characterization of Carbide Cutting Tool Insert Coated With Titanium Nitride TIN in A Single Point Turning Operation of Aisi D2 Steel - Muhammad Farouq B. Muhammad Faisal - TJ1186.M42 2008Document27 pagesTool Wear Characterization of Carbide Cutting Tool Insert Coated With Titanium Nitride TIN in A Single Point Turning Operation of Aisi D2 Steel - Muhammad Farouq B. Muhammad Faisal - TJ1186.M42 2008hari0118No ratings yet
- Effects and Challenges of Tool Wears in Micro Milling by Using Different Tool Coated MaterialsDocument3 pagesEffects and Challenges of Tool Wears in Micro Milling by Using Different Tool Coated MaterialsAnnada Prasad MoharanaNo ratings yet
- Effect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelDocument6 pagesEffect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelVinay PaulNo ratings yet
- Experimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsDocument5 pagesExperimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Journal of Manufacturing Processes: CH Sateesh Kumar, Saroj Kumar PatelDocument12 pagesJournal of Manufacturing Processes: CH Sateesh Kumar, Saroj Kumar PatelNitesh KumarNo ratings yet
- Influence of Cutting Conditions On Chip Formation When Turning ASSAB DF-3 Hardened Tool SteelDocument4 pagesInfluence of Cutting Conditions On Chip Formation When Turning ASSAB DF-3 Hardened Tool Steelirinuca12No ratings yet
- Microdureza 3Document5 pagesMicrodureza 3cortelinirosaNo ratings yet
- 1 s2.0 S2212017314001030 Main PDFDocument7 pages1 s2.0 S2212017314001030 Main PDFDrRoja A RNo ratings yet
- 1 PDFDocument11 pages1 PDFmahendraNo ratings yet
- Optimisation of Machining ParameterDocument5 pagesOptimisation of Machining ParameterSihle NdlovuNo ratings yet
- High Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool SteelDocument18 pagesHigh Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool Steelnovkovic1984No ratings yet
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNo ratings yet
- HTL - 17-4-PH - Optimization of Machining Parameters in Turning 17-4 PH Stainless SteelDocument9 pagesHTL - 17-4-PH - Optimization of Machining Parameters in Turning 17-4 PH Stainless SteelSridhar AtlaNo ratings yet
- Effect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8Document5 pagesEffect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8PranowoNo ratings yet
- Parametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodDocument6 pagesParametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodTJPRC PublicationsNo ratings yet
- Correlation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesDocument6 pagesCorrelation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesSurendra ShekhawatNo ratings yet
- Experimental Study On The High Speed Machining of Hardened Steel KulenovicDocument5 pagesExperimental Study On The High Speed Machining of Hardened Steel KulenovicAustin ShawNo ratings yet
- Diamond Tool Wear in Precision Turning of Titanium AlloyDocument6 pagesDiamond Tool Wear in Precision Turning of Titanium Alloyksb819No ratings yet
- Performance Evaluation of CVD Multilayer Coating On Tool Wear Characteristics During Dry Machining of Nimonic C-263Document5 pagesPerformance Evaluation of CVD Multilayer Coating On Tool Wear Characteristics During Dry Machining of Nimonic C-263AashishNo ratings yet
- Issue3 2Document7 pagesIssue3 2Crafty SeedNo ratings yet
- The Study of High Speed Fine Turning of Austenitic Stainless SteelDocument4 pagesThe Study of High Speed Fine Turning of Austenitic Stainless SteelI Gede Nengah Wika GunawanNo ratings yet
- 1 s2.0 S2238785419321994 MainDocument11 pages1 s2.0 S2238785419321994 MainAbdallah AbdalFatah Mohamed MohamedNo ratings yet
- Effect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysDocument7 pagesEffect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysgudukumarNo ratings yet
- Abrasive Water Jet Machining PDFDocument3 pagesAbrasive Water Jet Machining PDFbvnareshNo ratings yet
- Evalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantDocument9 pagesEvalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantInternational Organization of Scientific Research (IOSR)No ratings yet
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADocument6 pagesEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarNo ratings yet
- Rdme 51Document6 pagesRdme 51adarshgitamNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- 3.13-Motivations of Football Fans in SingaporeDocument11 pages3.13-Motivations of Football Fans in SingaporeRizal FahrezaNo ratings yet
- Patra Indra Wiguna 21 2019 108: Ground FloorDocument2 pagesPatra Indra Wiguna 21 2019 108: Ground FloorRizal FahrezaNo ratings yet
- Afc Solidarity Cup 2016 Competition Regulations 32265Document48 pagesAfc Solidarity Cup 2016 Competition Regulations 32265Rizal FahrezaNo ratings yet
- WEF TheGlobalCompetitivenessReport2019Document666 pagesWEF TheGlobalCompetitivenessReport2019Marco Mares RedacciónNo ratings yet
- T-Test SkripsiDocument19 pagesT-Test SkripsiRizal FahrezaNo ratings yet
- The Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingDocument8 pagesThe Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingRizal FahrezaNo ratings yet
- Cutting FluidDocument4 pagesCutting FluidRizal FahrezaNo ratings yet
- Jurnal Cast Iron PDFDocument9 pagesJurnal Cast Iron PDFtyoNo ratings yet
- A Critical Assessment of Lubrication TecDocument12 pagesA Critical Assessment of Lubrication TecRizal FahrezaNo ratings yet
- Comparative Performance Evaluation of Uncoated and Coated Carbide Insert in Dry End MillingDocument9 pagesComparative Performance Evaluation of Uncoated and Coated Carbide Insert in Dry End MillingRizal FahrezaNo ratings yet
- 7039 9185 1 PB1Document13 pages7039 9185 1 PB1Rizal FahrezaNo ratings yet
- Performance of Palm Oil As MQL Fluid During High Speed Drilling of Ti-6Al-4VDocument7 pagesPerformance of Palm Oil As MQL Fluid During High Speed Drilling of Ti-6Al-4VRizal FahrezaNo ratings yet
- Comparative Performance of Coated and UncoatedDocument11 pagesComparative Performance of Coated and Uncoatedbhakti gumiraNo ratings yet
- 7039 9185 1 PB1Document13 pages7039 9185 1 PB1Rizal FahrezaNo ratings yet
- MAT 3421 Data SheetDocument3 pagesMAT 3421 Data SheetDiógenes da Silva Pereira100% (1)
- Ferritic Stainless Steel Core 441/4509 GuideDocument5 pagesFerritic Stainless Steel Core 441/4509 GuideEnrique Ruiz HonoratoNo ratings yet
- RhodiumDocument5 pagesRhodiumkiki_riana31No ratings yet
- 2023 Periodic Table (9729)Document1 page2023 Periodic Table (9729)lyddd xiaNo ratings yet
- RESID. STRESS - Residual Stress of Dissimilar S690QT and 316L Austenitic Stainless Steel Weld JointsDocument16 pagesRESID. STRESS - Residual Stress of Dissimilar S690QT and 316L Austenitic Stainless Steel Weld JointsGabriel PaesNo ratings yet
- Congruent Transformation: No Change in Composition Upon PhaseDocument21 pagesCongruent Transformation: No Change in Composition Upon PhaseTuna ÇelikNo ratings yet
- Exaton 383-16: Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageExaton 383-16: Covered (Stick) Electrodes (Smaw) Stainless Steel Electrodessergio jose morales perazaNo ratings yet
- Astm F738M 1997Document9 pagesAstm F738M 1997Jesse ChenNo ratings yet
- Astm B163Document13 pagesAstm B163Ramón GarcíaNo ratings yet
- Proseal Surfaseal: Beautiful SurfacesDocument4 pagesProseal Surfaseal: Beautiful SurfacesChoice OrganoNo ratings yet
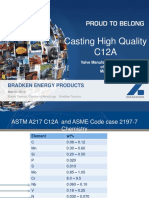
- Casting High Quality C12A: Bradken Energy ProductsDocument37 pagesCasting High Quality C12A: Bradken Energy Productsdelta lab sangliNo ratings yet
- Steel, Sheet, Hot Rolled, Carbon, Commercial and Structural, Produced by The Twin-Roll Casting ProcessDocument7 pagesSteel, Sheet, Hot Rolled, Carbon, Commercial and Structural, Produced by The Twin-Roll Casting ProcessKannan MurugesanNo ratings yet
- Carbon Steel Belt Biscuits Line Bakery OvenDocument1 pageCarbon Steel Belt Biscuits Line Bakery OvenLavender ShenNo ratings yet
- B SB-160Document8 pagesB SB-160FrengkiNo ratings yet
- A Project Report On Summer Vocational Training in Bhilai Steel PlantDocument24 pagesA Project Report On Summer Vocational Training in Bhilai Steel PlantRahul PandeyNo ratings yet
- Mela MineralsDocument6 pagesMela MineralsHannah GarciaNo ratings yet
- Aluminium Bronze Valve Manufacturer - Shipham ValvesDocument2 pagesAluminium Bronze Valve Manufacturer - Shipham ValvesmohamedfirozNo ratings yet
- Si Content For GalvanizingDocument7 pagesSi Content For GalvanizingmritunjayNo ratings yet
- United States Patent: Noveske (10) Patent N0.: (45) Date of PatentDocument9 pagesUnited States Patent: Noveske (10) Patent N0.: (45) Date of Patentduffy5555No ratings yet
- 1 Struktur KristalDocument65 pages1 Struktur Kristalmuhammad faturrahmanNo ratings yet
- Model Question Paper (CBCS) with effect from 2015-16Document2 pagesModel Question Paper (CBCS) with effect from 2015-16Shaikh MuzaffarNo ratings yet
- Electroplating Specification for Corrosion PreventionDocument14 pagesElectroplating Specification for Corrosion Preventionhkatzer100% (1)
- ESO 205 Nature and Properties of MaterialsDocument26 pagesESO 205 Nature and Properties of MaterialsAkshayVaidyaNo ratings yet