You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Grinding Wheels, Honing Stones and Turning BitsDocument6 pagesGrinding Wheels, Honing Stones and Turning BitsSamer SalibaNo ratings yet
- Unofficial TranscriptDocument3 pagesUnofficial Transcriptapi-516350014No ratings yet
- MIG-Most ImportantGraphDocument1 pageMIG-Most ImportantGraphHemant ChouhanNo ratings yet
- Aoa Office of The Prateek The Royal Cliff: (Crossing Republik, Ghaziabad, U.P.)Document1 pageAoa Office of The Prateek The Royal Cliff: (Crossing Republik, Ghaziabad, U.P.)Hemant ChouhanNo ratings yet
- Blast Leg IEDDocument16 pagesBlast Leg IEDHemant ChouhanNo ratings yet
- Santos2020 PDFDocument11 pagesSantos2020 PDFHemant ChouhanNo ratings yet
- UV C Disinfection ProposalDocument5 pagesUV C Disinfection ProposalHemant ChouhanNo ratings yet
- Covid-19 Uv V20200312 PDFDocument5 pagesCovid-19 Uv V20200312 PDFHemant ChouhanNo ratings yet
- Oil Change Intervals: Make Model Year Fuel TypeDocument2 pagesOil Change Intervals: Make Model Year Fuel Typeviktor chervonenkoNo ratings yet
- Catalogue en 31-01-2018Document125 pagesCatalogue en 31-01-2018LaurentiuNo ratings yet
- Essential Management SkillsDocument45 pagesEssential Management SkillsChavez RamonNo ratings yet
- Salary Formula: Gross Salary Received and The Net Salary ReceivedDocument9 pagesSalary Formula: Gross Salary Received and The Net Salary ReceivedFarhang PrintingNo ratings yet
- Open University' Project Automatic Controls 1 TR-GCM-08 1Document66 pagesOpen University' Project Automatic Controls 1 TR-GCM-08 1hamid vahedil larijaniNo ratings yet
- Cheat Sheet: Installation & Configuration TroubleshootingDocument1 pageCheat Sheet: Installation & Configuration TroubleshootingherotestNo ratings yet
- Kannad 406 Installation ManualDocument68 pagesKannad 406 Installation ManualherrisutrisnaNo ratings yet
- Axis DPClosure Form NSDLDocument2 pagesAxis DPClosure Form NSDLraviNo ratings yet
- LMR - 600-Uf Ultraflex Communications Coax: TimesDocument4 pagesLMR - 600-Uf Ultraflex Communications Coax: TimesVladNo ratings yet
- Temp 58071878244870300Document4 pagesTemp 58071878244870300zasaummennauffo-6423No ratings yet
- #Ict - Market - Structure? - Introduction - Thread - by - Amtrades - Jun 21, 22 - From - RattibhaDocument29 pages#Ict - Market - Structure? - Introduction - Thread - by - Amtrades - Jun 21, 22 - From - RattibhaKevin Kang'auNo ratings yet
- Orange ConfitDocument4 pagesOrange ConfitAnishNo ratings yet
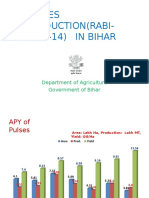
- Pulses Production (Rabi-2013-14) IN BIHAR: Department of Agriculture Government of BiharDocument13 pagesPulses Production (Rabi-2013-14) IN BIHAR: Department of Agriculture Government of BiharviewpawanNo ratings yet
- MM 5th National Moot Court Competition 2022 UpdatedDocument15 pagesMM 5th National Moot Court Competition 2022 UpdatedsssNo ratings yet
- David Trandel July 29, 2019, Letter To Winnetka Village Attorney Peter FriedmanDocument4 pagesDavid Trandel July 29, 2019, Letter To Winnetka Village Attorney Peter FriedmanJonah MeadowsNo ratings yet
- Invoice 1Document1 pageInvoice 1ajgrcommunity302 SirohiNo ratings yet
- Guideline in Courier Services Industry SafetyDocument77 pagesGuideline in Courier Services Industry SafetyKamil ArifinNo ratings yet
- Best Ride On Floor Scrubbers by Sweepers Australia PDFDocument4 pagesBest Ride On Floor Scrubbers by Sweepers Australia PDFCharlie CollettNo ratings yet
- Vivekananda School of Law and Legal Studies: Guidelines For DissertationDocument10 pagesVivekananda School of Law and Legal Studies: Guidelines For DissertationUKNo ratings yet
- Attitudes and Behaviour of School Students Towards Global Warming - A Cross Sectional Observational StudyDocument5 pagesAttitudes and Behaviour of School Students Towards Global Warming - A Cross Sectional Observational StudyIOSRjournalNo ratings yet
- Tech Trends ReportDocument248 pagesTech Trends ReportDevadasRajaramNo ratings yet
- Holekamp Sherman - 1989Document9 pagesHolekamp Sherman - 1989Miranda OrtizNo ratings yet
- Migration Solutions: Panelview™ Component Graphic Terminals To Panelview 800 Graphic TerminalsDocument4 pagesMigration Solutions: Panelview™ Component Graphic Terminals To Panelview 800 Graphic TerminalsRidho AnjikoNo ratings yet
- Beauty Sale February 2024 Avon BrochureDocument8 pagesBeauty Sale February 2024 Avon BrochureSusannahNo ratings yet
- For-LGUs-Guidelines-in-Accomplishing-POPCEN-CBMS-Forms-5-6-and-7_20240504-1Document110 pagesFor-LGUs-Guidelines-in-Accomplishing-POPCEN-CBMS-Forms-5-6-and-7_20240504-1Barangay Calaocan100% (1)
- Erco Guide 3 Indoor Lighting enDocument75 pagesErco Guide 3 Indoor Lighting enGilberto A. YlaganNo ratings yet
- Evaluation and Program Planning: David J. Peyton, Michael ScicchitanoDocument7 pagesEvaluation and Program Planning: David J. Peyton, Michael Scicchitanoannak guerreroNo ratings yet
- 1018am - 72.EPRA JOURNALS 10728Document7 pages1018am - 72.EPRA JOURNALS 10728shamelesss.0724No ratings yet