You might also like
- MPS LatestDocument20 pagesMPS LatestSiarus Sahbiat PriomNo ratings yet
- Batch ManagementDocument166 pagesBatch ManagementMalik ImtiyazNo ratings yet
- 6 - Master Production ScheduleDocument30 pages6 - Master Production ScheduleVishvajit KumbharNo ratings yet
- Material Requirement PlanningDocument42 pagesMaterial Requirement PlanningBinodini SenNo ratings yet
- Materials ManagementDocument35 pagesMaterials ManagementarNo ratings yet
- How MRP Benefits Companies with Reduced Costs and Improved EfficiencyDocument18 pagesHow MRP Benefits Companies with Reduced Costs and Improved Efficiencyamalroy1986No ratings yet
- Production Planning & Controlling: Sybba Sem 4 Chapter1Document18 pagesProduction Planning & Controlling: Sybba Sem 4 Chapter1Rahul DodiyaNo ratings yet
- MPC BlockdiagramDocument15 pagesMPC BlockdiagramKalpesh BardeNo ratings yet
- Prodn - Ops - PLNG & Control-2019Document42 pagesProdn - Ops - PLNG & Control-2019Raman KulkarniNo ratings yet
- Cpim - MPR (Sop & MPS)Document118 pagesCpim - MPR (Sop & MPS)Mohammad S. Abu SbeihNo ratings yet
- Chap 6 - Resource Planning Systems PDFDocument25 pagesChap 6 - Resource Planning Systems PDFNhi HoàiNo ratings yet
- Warehouse and InventoryDocument12 pagesWarehouse and InventoryAnooshaNo ratings yet
- 310 CH 6Document24 pages310 CH 6Ashok SharmaNo ratings yet
- Introduction To PP Sys, Lecture-7Document10 pagesIntroduction To PP Sys, Lecture-7Ahmed ButtNo ratings yet
- Material Management 2 (B)Document30 pagesMaterial Management 2 (B)Asad AliNo ratings yet
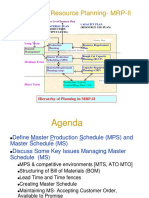
- Manufacturing Resource Planning (MRP-II) HierarchyDocument33 pagesManufacturing Resource Planning (MRP-II) HierarchyShubhrajeet PradhanNo ratings yet
- Chapter 7. Capacity Planning and Management: Homework Problems: 1,2,5,6,7,8,9Document40 pagesChapter 7. Capacity Planning and Management: Homework Problems: 1,2,5,6,7,8,9ojak keusNo ratings yet
- Pom - Materials Requirement Planning, SQC TQMDocument15 pagesPom - Materials Requirement Planning, SQC TQMMURALI KRISHNA VELAVETI Dr.No ratings yet
- Ch-4 (Part-1)Document16 pagesCh-4 (Part-1)Vasu PatelNo ratings yet
- RCCPDocument15 pagesRCCPEvidente UnoNo ratings yet
- Cap PlanningDocument5 pagesCap PlanningKhushi SalgaonkarNo ratings yet
- MPS Master Production ScheduleDocument17 pagesMPS Master Production ScheduleRuthyJNochesNo ratings yet
- MPS AND MRP FinalDocument25 pagesMPS AND MRP FinalMahakNo ratings yet
- Planning, Execution and Control Overview for Closed-Loop MPC SystemsDocument78 pagesPlanning, Execution and Control Overview for Closed-Loop MPC SystemsTerrelNo ratings yet
- Material Requirement Planning GuideDocument19 pagesMaterial Requirement Planning GuideSûrèndhár ChîYān RàsígânNo ratings yet
- Master Production ScheduleDocument2 pagesMaster Production ScheduleklintNo ratings yet
- Master Production Scheduling (MPS) & Jadwal Produksi IndukDocument36 pagesMaster Production Scheduling (MPS) & Jadwal Produksi IndukheridocNo ratings yet
- Master Prod SchedulingDocument30 pagesMaster Prod SchedulingShivangi ChouhanNo ratings yet
- MPSDocument13 pagesMPSYosua ArmandNo ratings yet
- Chapter 3 Master SchedulingDocument5 pagesChapter 3 Master SchedulingKamble AbhijitNo ratings yet
- Production PlanningDocument5 pagesProduction PlanningRam KumarNo ratings yet
- National Institute of Technology Agartala MRP-II LectureDocument4 pagesNational Institute of Technology Agartala MRP-II LectureGOURAB ROYNo ratings yet
- 7Document14 pages7Kotadia ShivamNo ratings yet
- OM Unit - IVDocument78 pagesOM Unit - IVMani MjNo ratings yet
- Master Production SchedulingDocument13 pagesMaster Production SchedulingRosidah100% (1)
- Manufacturing Planning and Control System GuideDocument23 pagesManufacturing Planning and Control System GuideSayed EltaweelNo ratings yet
- Manufacturing Planning & Control System: Major TasksDocument23 pagesManufacturing Planning & Control System: Major Taskspkj009No ratings yet
- Chapter 06Document42 pagesChapter 06razi haiderNo ratings yet
- Operations Management and TQM Module Content - Week 11 Lesson: Operations Scheduling and Sequencing and Project ManagementDocument12 pagesOperations Management and TQM Module Content - Week 11 Lesson: Operations Scheduling and Sequencing and Project ManagementMikaNo ratings yet
- 10th 11th Master SchedulingDocument6 pages10th 11th Master SchedulingFatima AlemanNo ratings yet
- ch 5 mrp (2)Document20 pagesch 5 mrp (2)ahsanzia62No ratings yet
- Rough Cut Capacity - RCCP Case Study - 2014 PDFDocument14 pagesRough Cut Capacity - RCCP Case Study - 2014 PDFTebaterrorNo ratings yet
- Materials Requirement Planning (MRP) System ExplainedDocument5 pagesMaterials Requirement Planning (MRP) System ExplainedJommel GonzalesNo ratings yet
- Part IIIDocument21 pagesPart IIIGeoff HungryNo ratings yet
- Aggregate Planning, MRP Ch-3Document108 pagesAggregate Planning, MRP Ch-3Ayush SharmaNo ratings yet
- Production Planning and Control System With Just in Time and Lean Production: A ReviewDocument9 pagesProduction Planning and Control System With Just in Time and Lean Production: A ReviewGuillermo ReyesNo ratings yet
- Everis Training: SAP PP Training Chapter 3 - Overview of Production Planning December, 2007Document19 pagesEveris Training: SAP PP Training Chapter 3 - Overview of Production Planning December, 2007GilbertoNo ratings yet
- Production Planning and SchedulingDocument8 pagesProduction Planning and SchedulingRoshan RamnaniNo ratings yet
- Chapter 6 Master Production SchedulingDocument29 pagesChapter 6 Master Production SchedulingHarshad_SNo ratings yet
- Manufacturing Resource Planning (MRP Ii) : Dr. Parneeta ThakurDocument17 pagesManufacturing Resource Planning (MRP Ii) : Dr. Parneeta ThakurParneeta ThakurNo ratings yet
- Production Planning (Aggregate Planning) : Planning Level Strategic Orientation Long RangeDocument7 pagesProduction Planning (Aggregate Planning) : Planning Level Strategic Orientation Long RangemgurunathanNo ratings yet
- Master Production Scheduling EssentialsDocument14 pagesMaster Production Scheduling EssentialsosbianiNo ratings yet
- Production Planning and Inventory ControlDocument34 pagesProduction Planning and Inventory Controlmarah nimerNo ratings yet
- Production Planning and Inventory Control: Dr. Mohammed OthmanDocument34 pagesProduction Planning and Inventory Control: Dr. Mohammed OthmanYasser IsteitiehNo ratings yet
- Unit II: Production Planning and Control: Department of Mechanical Engineering, JSSATEN. 1Document42 pagesUnit II: Production Planning and Control: Department of Mechanical Engineering, JSSATEN. 1yash guotaNo ratings yet
- Master Production Schedule TechniqueDocument16 pagesMaster Production Schedule TechniqueSathiya Moorthy100% (1)
- Synchronous Manufacturing-A Radical Analysis Tool For An Industrial EngineerDocument6 pagesSynchronous Manufacturing-A Radical Analysis Tool For An Industrial EngineerABDUL SHAFI MNo ratings yet
- Important supply chain concepts handbookDocument65 pagesImportant supply chain concepts handbookAnkit KumarNo ratings yet
- Operations Planning and Scheduling SystemDocument5 pagesOperations Planning and Scheduling SystemAnn BautistaNo ratings yet
- Final Master Production ScheduleDocument9 pagesFinal Master Production ScheduleNishant AhujaNo ratings yet
- Process AnalysisDocument47 pagesProcess AnalysisRoland KouameNo ratings yet
- Process AnalysisDocument47 pagesProcess AnalysisRoland KouameNo ratings yet
- SequencingDocument95 pagesSequencingumangwarNo ratings yet
- PM ch2Document14 pagesPM ch2Roland KouameNo ratings yet
- PM ch7Document60 pagesPM ch7kamathputsNo ratings yet
- PM ch7Document60 pagesPM ch7kamathputsNo ratings yet
- Problem SolvingDocument13 pagesProblem SolvingRoland KouameNo ratings yet
- Aggregate PlanningDocument57 pagesAggregate Planningamitr_scribdNo ratings yet
- PM ch2Document14 pagesPM ch2Roland KouameNo ratings yet
- SequencingDocument95 pagesSequencingumangwarNo ratings yet
- Problem SolvingDocument13 pagesProblem SolvingRoland KouameNo ratings yet
- Continuous Improvement in SCMDocument4 pagesContinuous Improvement in SCMRoland KouameNo ratings yet
- Aggregate PlanningDocument57 pagesAggregate Planningamitr_scribdNo ratings yet
- PM ch2Document14 pagesPM ch2Roland KouameNo ratings yet
- Problem SolvingDocument13 pagesProblem SolvingRoland KouameNo ratings yet
- The Production ParadigmDocument15 pagesThe Production ParadigmRoland KouameNo ratings yet
- Infotech JS2 Eclass Computer VirusDocument2 pagesInfotech JS2 Eclass Computer VirusMaria ElizabethNo ratings yet
- 0076 0265 - Thy Baby Food LicenceDocument2 pages0076 0265 - Thy Baby Food LicenceSreedharanPNNo ratings yet
- The Concept of Mutuum Legal Provisions and CasesDocument129 pagesThe Concept of Mutuum Legal Provisions and CasesGerard TinampayNo ratings yet
- Veritas Databerg ReportDocument10 pagesVeritas Databerg Reportboulou750No ratings yet
- Norman Brandinger-HA With OpenSIPSDocument41 pagesNorman Brandinger-HA With OpenSIPSdragelecNo ratings yet
- HRC Couplings: Technical Changes Reserved, Some Items May Not Be Available From Stock. PTI Europa A/S - Pti - EuDocument1 pageHRC Couplings: Technical Changes Reserved, Some Items May Not Be Available From Stock. PTI Europa A/S - Pti - EuVijay BhureNo ratings yet
- Maharishi Dayanand University, Rohtak Haryana: Project Report OnDocument62 pagesMaharishi Dayanand University, Rohtak Haryana: Project Report OnHitesh Yaduvanshi100% (1)
- Marketing Assessment Goes ViralDocument8 pagesMarketing Assessment Goes ViralFarsia Binte AlamNo ratings yet
- MP Lab04 - LCD PDFDocument11 pagesMP Lab04 - LCD PDFSobia ShakeelNo ratings yet
- Well BlowdownDocument47 pagesWell BlowdownMask BlackNo ratings yet
- HR Workflows in TOPdeskDocument2 pagesHR Workflows in TOPdeskTOPdesk0% (1)
- STP-135-130 TB PDFDocument2 pagesSTP-135-130 TB PDFasif iqbalNo ratings yet
- Tower Crane Safety Devices RequirementsDocument2 pagesTower Crane Safety Devices RequirementsJustin ChongNo ratings yet
- 2 Quarter Examination in Tle 8 (Electrical Installation and Maintenance)Document3 pages2 Quarter Examination in Tle 8 (Electrical Installation and Maintenance)jameswisdom javier100% (4)
- Mocha Pro UserGuideDocument441 pagesMocha Pro UserGuideHamidreza DeldadehNo ratings yet
- Gsrtc. 2 - 1 - 24Document1 pageGsrtc. 2 - 1 - 24Mitanshu BhavsarNo ratings yet
- Understanding Community Information Needs ResearchDocument18 pagesUnderstanding Community Information Needs Researcherice.researchNo ratings yet
- LRFD Section 3.76 Concrete Pile Cap DesignDocument21 pagesLRFD Section 3.76 Concrete Pile Cap DesignNurali MamenNo ratings yet
- Graph Theory in Data StructureDocument43 pagesGraph Theory in Data StructureSaddam Hussain100% (4)
- Unmatched Power. Unmatched Creative Freedom.: Nvidia Quadro P6000Document1 pageUnmatched Power. Unmatched Creative Freedom.: Nvidia Quadro P6000Família FranciscoNo ratings yet
- Resume - Savannah RodriguezDocument1 pageResume - Savannah Rodriguezapi-634086166No ratings yet
- Schools Division Office of BenguetDocument1 pageSchools Division Office of BenguetAna ConseNo ratings yet
- Direct and Inverse ProportionDocument4 pagesDirect and Inverse Proportionjoannng76No ratings yet
- Advantages and Disadvantages of NanotechnologyDocument31 pagesAdvantages and Disadvantages of NanotechnologyMaribel Tan-Losloso Nayad100% (4)
- Perspective View: This SiteDocument1 pagePerspective View: This SiteRose Lind TubogNo ratings yet
- Metro BrochureDocument27 pagesMetro BrochureKhaled Saif Al-hakimiNo ratings yet
- A Simple Digital Power-Factor CorrectionDocument11 pagesA Simple Digital Power-Factor CorrectionVinoth KumarNo ratings yet
- CBR A Drug DevelopDocument2 pagesCBR A Drug DevelopAlfieNo ratings yet
- Extinguishing The Fire Occupational Stress-Coping Mechanisms of High School TeachersDocument10 pagesExtinguishing The Fire Occupational Stress-Coping Mechanisms of High School TeachersJournal of Interdisciplinary PerspectivesNo ratings yet