You might also like
- 325 Air Compressor Parts ManualDocument16 pages325 Air Compressor Parts ManualSilvio Roman100% (1)
- Putzmeister Stationary PumpDocument11 pagesPutzmeister Stationary PumpAbdallah Tarek100% (1)
- ShaperDocument5 pagesShaperRAFIULALAM75% (4)
- ES 205-Mechanics of Deformable Bodies: Module 1: Introduction (Concept of Stress)Document39 pagesES 205-Mechanics of Deformable Bodies: Module 1: Introduction (Concept of Stress)Steven Claude DigamonNo ratings yet
- Metal Cutting and Machine Tools Unit - III ObjectiveDocument27 pagesMetal Cutting and Machine Tools Unit - III ObjectivePyla Ravi KumarNo ratings yet
- Unit 3Document80 pagesUnit 3bmm16957No ratings yet
- Shaper Machine DefinitionDocument16 pagesShaper Machine Definitionمحمد عادلNo ratings yet
- Machining Flat and Angled SurfacesDocument30 pagesMachining Flat and Angled SurfacesSourasish TalukderNo ratings yet
- MC-MT R16 - Unit-3Document63 pagesMC-MT R16 - Unit-3Anonymous GEHeEQlajbNo ratings yet
- Shaper Machine: Definition, Parts, Working Principle, Types, Operation, Advantages, ApplicationDocument8 pagesShaper Machine: Definition, Parts, Working Principle, Types, Operation, Advantages, ApplicationArvind DeokarNo ratings yet
- Shaping Machine Manual FinalDocument4 pagesShaping Machine Manual FinalBarun DeNo ratings yet
- Workshop ReportDocument22 pagesWorkshop ReportMian Abdullah Bashir100% (1)
- G7 Shaper MachinesDocument18 pagesG7 Shaper MachinesAchal SakyaNo ratings yet
- Shaper Machine GuideDocument8 pagesShaper Machine GuideDark AceNo ratings yet
- Shaper and Types of Shaper MachinesDocument6 pagesShaper and Types of Shaper MachinesGeraldNo ratings yet
- Activity No.7 - Shaping MachineDocument4 pagesActivity No.7 - Shaping MachineDezza MarieNo ratings yet
- Shaper Planer and SlotterDocument21 pagesShaper Planer and SlotterBharathiraja MoorthyNo ratings yet
- FFFGFDocument6 pagesFFFGFArthur ShilbyNo ratings yet
- On Shaper Machine FinalDocument6 pagesOn Shaper Machine FinalPaida Vishweswar Rao0% (1)
- On Shaper Machine FinalDocument6 pagesOn Shaper Machine FinalSuraj Mukti100% (1)
- Shaper, Slotter and PlanerDocument9 pagesShaper, Slotter and PlanerRenjith RajendraprasadNo ratings yet
- Shaper Machine: Definition, Working, Types, Operations, Specification, Advantages, Disadvantages, and ApplicationDocument13 pagesShaper Machine: Definition, Working, Types, Operations, Specification, Advantages, Disadvantages, and ApplicationDr Chhabi Ram MatawaleNo ratings yet
- Milling and Grinding Machines GuideDocument16 pagesMilling and Grinding Machines GuidealysonmicheaalaNo ratings yet
- Machine Shop: DefinitionDocument10 pagesMachine Shop: DefinitionAliNo ratings yet
- Slotting PDFDocument6 pagesSlotting PDFVignesh NayakNo ratings yet
- Shaper Planner SlotterDocument49 pagesShaper Planner SlotterDeepak RaiNo ratings yet
- Milling MachineDocument17 pagesMilling MachineAbhimanyu SinghNo ratings yet
- Shaper MachineDocument18 pagesShaper MachineSanyam JainNo ratings yet
- Shaper Machine DefinitionDocument3 pagesShaper Machine DefinitionMuhammad AbubakarNo ratings yet
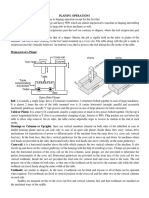
- Planing and Slotting OperationsDocument4 pagesPlaning and Slotting Operationsmanish kumarNo ratings yet
- Shaper Machine: TH THDocument20 pagesShaper Machine: TH THLokesh LokiNo ratings yet
- Subject-Mp-Ii, Dme-Ii, 4 SEMESTER, 2019-20 Subject Teacher: Mr. Chapter-02Document5 pagesSubject-Mp-Ii, Dme-Ii, 4 SEMESTER, 2019-20 Subject Teacher: Mr. Chapter-02Rimti BhowmikNo ratings yet
- Shaper Planner Slotter: Reciprocating MachinesDocument75 pagesShaper Planner Slotter: Reciprocating MachinesLibin AbrahamNo ratings yet
- Milling Machine (Group 7)Document52 pagesMilling Machine (Group 7)Faisal Maqsood100% (1)
- Exp No 9 ShaperDocument5 pagesExp No 9 ShaperM IRFANNo ratings yet
- Shaper Machine Working Types Specs Pros Cons Apps PDFDocument17 pagesShaper Machine Working Types Specs Pros Cons Apps PDFYou CuberNo ratings yet
- Ipe Lab Report 4Document11 pagesIpe Lab Report 4Sourav Sutradhar0% (1)
- Shaper MachineDocument81 pagesShaper Machinesam clastineNo ratings yet
- Reciprocating Type Machine ToolsDocument18 pagesReciprocating Type Machine ToolsSpartan 117No ratings yet
- Unit 3Document42 pagesUnit 3Viraja AmbatapudiNo ratings yet
- MilingDocument18 pagesMilingKasar nagib 2002No ratings yet
- University Institute of Engineering and Technology KurukshetraDocument30 pagesUniversity Institute of Engineering and Technology KurukshetraTusharth HandaNo ratings yet
- ShaperDocument15 pagesShaperRinku SainiNo ratings yet
- Unit III Milling Machine and Slotter 4SEM MP GCOE S N GANDHAREDocument20 pagesUnit III Milling Machine and Slotter 4SEM MP GCOE S N GANDHARE40 siddhesh petkarNo ratings yet
- Milling Machine GuideDocument16 pagesMilling Machine GuideDerrick Maatla MoadiNo ratings yet
- Task One - Design Modification & Fabrication of Tailstock For Horizontal Milling Machine - New Edit - 01-02-2018Document10 pagesTask One - Design Modification & Fabrication of Tailstock For Horizontal Milling Machine - New Edit - 01-02-2018Owebor KesieNo ratings yet
- Machine Shop: DefinitionDocument10 pagesMachine Shop: DefinitionAli RazaNo ratings yet
- Milling MachineDocument20 pagesMilling MachineMohd Radzi Kaki Limo100% (1)
- Shaper and MillingDocument47 pagesShaper and MillingKausar MahmodNo ratings yet
- Automobile Manufacturing Technology 02 04 2020Document4 pagesAutomobile Manufacturing Technology 02 04 2020Muthu KumaranNo ratings yet
- Milling Machine: Parts and WorkingDocument4 pagesMilling Machine: Parts and WorkingMahira FerozNo ratings yet
- Personal Protective EquipmentDocument7 pagesPersonal Protective EquipmentJump ManNo ratings yet
- What is milling process and its typesDocument4 pagesWhat is milling process and its typesJohn Marc E. TameraNo ratings yet
- New Microsoft Office Word DocumentDocument4 pagesNew Microsoft Office Word DocumentkalaimaniNo ratings yet
- Name: Hamza Mahmoud Salah ID: 20162750 Supervisor: DR - Nazieh Hasan /eng. Ahmad AL-dalo Class: Workshop 2Document13 pagesName: Hamza Mahmoud Salah ID: 20162750 Supervisor: DR - Nazieh Hasan /eng. Ahmad AL-dalo Class: Workshop 2Hamza MahmoudNo ratings yet
- Shaper Planner SlotterDocument49 pagesShaper Planner SlottershahidNo ratings yet
- Universal Milling MachineDocument6 pagesUniversal Milling MachineAhtisham AmjadNo ratings yet
- Shaper Machine SeminrDocument20 pagesShaper Machine SeminrSoumya Banerjee80% (5)
- Milling Machine Definition Parts Types Operations WithDocument19 pagesMilling Machine Definition Parts Types Operations WithMunem ShahriarNo ratings yet
- Shaper MachineDocument23 pagesShaper MachineRayz C.ONo ratings yet
- Milling Operation PDFDocument16 pagesMilling Operation PDFRaheemNo ratings yet
- Shaper MachineDocument12 pagesShaper MachineMuhammad Fahad Khan 51-FET/BSCMET/F19No ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Tourist Places To Visit in Kailashahar-NativePlanet TeluguDocument4 pagesTourist Places To Visit in Kailashahar-NativePlanet TeluguSai RamNo ratings yet
- Hampi HanumanDocument4 pagesHampi HanumanSai RamNo ratings yet
- Multi Tasking (Non-Technical) Staff Examination 2019Document27 pagesMulti Tasking (Non-Technical) Staff Examination 2019Sai RamNo ratings yet
- Famous Temples in IndiaDocument3 pagesFamous Temples in IndiaSai RamNo ratings yet
- Hanuman TamilnaduDocument1 pageHanuman TamilnaduSai RamNo ratings yet
- Sai Provisional CertificateDocument1 pageSai Provisional CertificateSai RamNo ratings yet
- Famous Temples in IndiaDocument3 pagesFamous Temples in IndiaSai RamNo ratings yet
- Multi Tasking (Non-Technical) Staff Examination 2019Document27 pagesMulti Tasking (Non-Technical) Staff Examination 2019Sai RamNo ratings yet
- Staff Selection Commission (Southern Region)Document1 pageStaff Selection Commission (Southern Region)Sai RamNo ratings yet
- Multi Tasking Exam Questions on English Language and ComprehensionDocument27 pagesMulti Tasking Exam Questions on English Language and ComprehensionSai RamNo ratings yet
- Qly Higher Secondary 17052019 PDFDocument44 pagesQly Higher Secondary 17052019 PDFAbhinav PANDEYNo ratings yet
- Result: Examination, 2019: Detailed Mark SheetDocument1 pageResult: Examination, 2019: Detailed Mark SheetSai RamNo ratings yet
- ర ఖ ఆం ధ ప ప త ం Financial Assistance to Self Owned Auto,Taxi,Maxi Cab DriversDocument1 pageర ఖ ఆం ధ ప ప త ం Financial Assistance to Self Owned Auto,Taxi,Maxi Cab DriversSai RamNo ratings yet
- Multi Tasking Exam Questions from Narmada River PassageDocument27 pagesMulti Tasking Exam Questions from Narmada River PassageSai RamNo ratings yet
- Opp - Nac Kalyana Mandapam, Gurunanak Road, Vijayanagar Colony, VIJAYAWADA-520007Document2 pagesOpp - Nac Kalyana Mandapam, Gurunanak Road, Vijayanagar Colony, VIJAYAWADA-520007Sai RamNo ratings yet
- Tcs Background Check Form: Basic DetailsDocument4 pagesTcs Background Check Form: Basic DetailsSai RamNo ratings yet
- Multi Tasking (Non-Technical) Staff Examination 2019Document27 pagesMulti Tasking (Non-Technical) Staff Examination 2019Sai RamNo ratings yet
- SSC CHSL 2018 RegistrationDocument2 pagesSSC CHSL 2018 RegistrationNamita KumariNo ratings yet
- Opp - Nac Kalyana Mandapam, Gurunanak Road, Vijayanagar Colony, VIJAYAWADA-520007Document2 pagesOpp - Nac Kalyana Mandapam, Gurunanak Road, Vijayanagar Colony, VIJAYAWADA-520007Sai RamNo ratings yet
- DraftPrint (1) BharathiDocument3 pagesDraftPrint (1) BharathiSai RamNo ratings yet
- Admit Card 3Document2 pagesAdmit Card 3Sai RamNo ratings yet
- Pavan Post Gds ApplicationDocument1 pagePavan Post Gds ApplicationSai RamNo ratings yet
- GDS Online Application for Gramin Dak Sevak PostDocument3 pagesGDS Online Application for Gramin Dak Sevak PostSai RamNo ratings yet
- Raju AppDocument1 pageRaju AppSai RamNo ratings yet
- Registration Number: Railway Recruitment Board - Online Registration ChennaiDocument2 pagesRegistration Number: Railway Recruitment Board - Online Registration ChennaiSai RamNo ratings yet
- GDS Online Engagement Application: Personal DetailsDocument3 pagesGDS Online Engagement Application: Personal DetailsSai RamNo ratings yet
- Online admit card for AP multi-tasking staff examDocument2 pagesOnline admit card for AP multi-tasking staff examSai RamNo ratings yet
- Application Details - Railway Recruitment Board PavanDocument3 pagesApplication Details - Railway Recruitment Board PavanSai RamNo ratings yet
- Application Details - Railway Recruitment BoardDocument3 pagesApplication Details - Railway Recruitment BoardSai RamNo ratings yet
- Application Details - Railway Recruitment Board PavanDocument3 pagesApplication Details - Railway Recruitment Board PavanSai RamNo ratings yet
- Evimetal - 2018 - English General Catalog PDFDocument132 pagesEvimetal - 2018 - English General Catalog PDFIsm TurNo ratings yet
- All Movitel Sim Uses DetailsDocument11 pagesAll Movitel Sim Uses DetailsSravanPolepalliNo ratings yet
- Wheel Brake AssemblyDocument1 pageWheel Brake AssemblyflorenceNo ratings yet
- 4.1.single Pole Structure Details of 25kva Transformer CenterDocument1 page4.1.single Pole Structure Details of 25kva Transformer CentersanjuNo ratings yet
- 13 Afco - BV01 SeriesDocument5 pages13 Afco - BV01 Seriesafie pio pioNo ratings yet
- 50Hz Concealed Duct Unit SpecsDocument3 pages50Hz Concealed Duct Unit SpecsPrimero Valencia LuisNo ratings yet
- Tronzadora de Metal Dewalt) 687641-EDocument4 pagesTronzadora de Metal Dewalt) 687641-EManuel HernandezNo ratings yet
- Chapter 10 Simple Machines Study Guide KeyDocument6 pagesChapter 10 Simple Machines Study Guide KeyOlalekan OyekunleNo ratings yet
- PLC Problems PDFDocument5 pagesPLC Problems PDFNyan Linn HtunNo ratings yet
- Activity No.8 - Planer MachineDocument4 pagesActivity No.8 - Planer MachineDezza MarieNo ratings yet
- Structural design analysis of residential buildingDocument32 pagesStructural design analysis of residential buildingJayson PagalNo ratings yet
- SM 7Document702 pagesSM 7mohhizbarNo ratings yet
- Tiefenbach Directional Control Valves for Safe Hydraulic Circuit SwitchingDocument4 pagesTiefenbach Directional Control Valves for Safe Hydraulic Circuit SwitchingCarlos Bruno MatosNo ratings yet
- Ativa Shredder ManualDocument5 pagesAtiva Shredder ManualcellsaeNo ratings yet
- Layout Inspection Report: I.Performance Inspection ParametersDocument3 pagesLayout Inspection Report: I.Performance Inspection ParametersPearlsgodNo ratings yet
- Plant Visits and Seminar MEGAWIDEDocument5 pagesPlant Visits and Seminar MEGAWIDEEngr SantosNo ratings yet
- Ecs478 Chapter 2-TorsionDocument5 pagesEcs478 Chapter 2-TorsionMohdrafeNo ratings yet
- SpecialtyDocument16 pagesSpecialtyarduanaNo ratings yet
- Fluid Mechanics MCQ Questions & Answers - Chemical Engineering Page-8 Section-2Document1 pageFluid Mechanics MCQ Questions & Answers - Chemical Engineering Page-8 Section-2macky 2No ratings yet
- Online Ass.Document2 pagesOnline Ass.Tesfamichael FufaNo ratings yet
- Amerex Ansul Badger Ul Catalogo Por PartesDocument37 pagesAmerex Ansul Badger Ul Catalogo Por PartesPuma De La Torre ExtintoresNo ratings yet
- Sl. Quantity Measured / Instrument Range/Frequency Calibration Measurement Capability ( ) RemarksDocument26 pagesSl. Quantity Measured / Instrument Range/Frequency Calibration Measurement Capability ( ) RemarksBALAJINo ratings yet
- Dab PumpsDocument3 pagesDab PumpsBanupriya BalasubramanianNo ratings yet
- A350 Cabin Crew Type Specific DataDocument552 pagesA350 Cabin Crew Type Specific DatalovrennNo ratings yet
- Table of Specification: Caraga State UniversityDocument2 pagesTable of Specification: Caraga State UniversityJsy LangNo ratings yet
- MT0053Document38 pagesMT0053GERALD SIMON100% (1)
- HDPE Pile Wheel SpacersDocument12 pagesHDPE Pile Wheel SpacersGhayas JawedNo ratings yet