You might also like
- Fast Fashion, Fashion Brands and Sustainable ConsumptionFrom EverandFast Fashion, Fashion Brands and Sustainable ConsumptionNo ratings yet
- Chapter OneDocument29 pagesChapter OneEndashaw YohannesNo ratings yet
- History of Smart Textiles: A Comprehensive Guide To E-TextilesFrom EverandHistory of Smart Textiles: A Comprehensive Guide To E-TextilesNo ratings yet
- Bgmea University of Fashion: &technologyDocument8 pagesBgmea University of Fashion: &technologyNeFariOus ArYan AraFat AnikNo ratings yet
- Lean ManufacturingDocument37 pagesLean ManufacturingRajiv Ranjan0% (1)
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Work-Life Balance Study of DC Garments EmployeesDocument31 pagesWork-Life Balance Study of DC Garments EmployeesanilNo ratings yet
- Sustainable Innovations in Textile Chemical ProcessesFrom EverandSustainable Innovations in Textile Chemical ProcessesNo ratings yet
- Chapter 1-Introduction To Garment Manufacturing ProcessDocument29 pagesChapter 1-Introduction To Garment Manufacturing ProcessEndashaw YohannesNo ratings yet
- Project Report On Textile IndustryDocument28 pagesProject Report On Textile IndustryKiranNo ratings yet
- Sewing MachineDocument243 pagesSewing MachineRAHUL1639840% (5)
- Garment Manufacturing ProcessDocument84 pagesGarment Manufacturing ProcessMuhamed80% (5)
- 1 Intro To Fashion and Clothing Industry PDFDocument40 pages1 Intro To Fashion and Clothing Industry PDFmonica mendez de vigoNo ratings yet
- Practically observation of standard minute value of T-shirtDocument5 pagesPractically observation of standard minute value of T-shirtRakib IslamNo ratings yet
- Textile Industry Project ReportDocument26 pagesTextile Industry Project ReportRaj KumarNo ratings yet
- Textile Internship at OCM India LTD PDFDocument73 pagesTextile Internship at OCM India LTD PDFMohit kolliNo ratings yet
- Advanced Automation Boosts Textile Industry ProductivityDocument4 pagesAdvanced Automation Boosts Textile Industry ProductivityMễro ĢANo ratings yet
- Presentation To Sewing Machine Owners For Clothing ManufacturingDocument11 pagesPresentation To Sewing Machine Owners For Clothing ManufacturingNkululeko FreedomNo ratings yet
- Innovation Need of TimeDocument15 pagesInnovation Need of TimeseemaNo ratings yet
- Internship Report On Nishat Textile MillsDocument28 pagesInternship Report On Nishat Textile MillsPrasanth SelvarajNo ratings yet
- Project Work On Textile IndustryDocument36 pagesProject Work On Textile Industrybabu_910% (1)
- Project Report On Textile IndustryDocument28 pagesProject Report On Textile Industrynawaz86% (14)
- Trends in Apparel Manufacturing TechnologyDocument8 pagesTrends in Apparel Manufacturing TechnologyAmit SinghNo ratings yet
- Textile IndustryDocument50 pagesTextile IndustryKartikey RaghavNo ratings yet
- Amaravathi Spinning MillsDocument43 pagesAmaravathi Spinning MillsMani KumarNo ratings yet
- CottonDocument17 pagesCottonSakhamuri Ram's100% (1)
- Textile Internship at OCM India LTDDocument73 pagesTextile Internship at OCM India LTDHaqiqat Ali100% (4)
- AND Quality Control: Product ManagementDocument28 pagesAND Quality Control: Product Managementsurbhi sharmaNo ratings yet
- A Project Report On Textile IndustryDocument26 pagesA Project Report On Textile IndustryDARSHAN RANPARIYANo ratings yet
- Mini ProjectDocument15 pagesMini Projectsaibalajiyadav4No ratings yet
- KrishnaDocument62 pagesKrishnaAlbert MervinNo ratings yet
- Exploring The World of Flat Knit CurriculamDocument3 pagesExploring The World of Flat Knit Curriculamdebashisy2k2016No ratings yet
- Textile Design 6Document9 pagesTextile Design 6Rajesh DwivediNo ratings yet
- Gokaldas Company ReportDocument36 pagesGokaldas Company ReportShravani Raja100% (1)
- 2Document2 pages2Hüseyin Sezer YıldırımNo ratings yet
- 4 Chap1 Rev4Document22 pages4 Chap1 Rev4perera.randikaNo ratings yet
- Alkaram SWOT AnalysisDocument2 pagesAlkaram SWOT AnalysisAnonymous O3Ntgg9No ratings yet
- Spanish Textile IndustryDocument5 pagesSpanish Textile IndustryMauricio Celló BoludaNo ratings yet
- Knit Factory of BD - Problem & ProsfectDocument37 pagesKnit Factory of BD - Problem & ProsfectShams Uddin Prodhan100% (4)
- Production and Quality Control in The Garment Industry: Learning ObjectivesDocument19 pagesProduction and Quality Control in The Garment Industry: Learning ObjectivesVinit singhNo ratings yet
- Roll No 5, 10, 11, 20 Case StudyDocument16 pagesRoll No 5, 10, 11, 20 Case StudyPrabhat Kiran ChaulagainNo ratings yet
- Knitting Jacquard VersatilityDocument28 pagesKnitting Jacquard VersatilitySamHasan100% (1)
- Shekhar Agarwal - Keynote Address - Automation in Textiles For Global ChallengesDocument12 pagesShekhar Agarwal - Keynote Address - Automation in Textiles For Global ChallengesRoyhan Mohammad HasanNo ratings yet
- Pbs Ups MpsDocument5 pagesPbs Ups MpsDrBollapu SudarshanNo ratings yet
- Knitting IntroductionDocument30 pagesKnitting Introductiontiwari527ayushiNo ratings yet
- Answer in Industrial Sewing, Stat and Current IssuesDocument29 pagesAnswer in Industrial Sewing, Stat and Current IssuesCARYL ARANJUEZNo ratings yet
- Formal Trouser: Feasibility Report PresentationDocument38 pagesFormal Trouser: Feasibility Report PresentationpriyalNo ratings yet
- SWOTDocument35 pagesSWOTShan AtrayNo ratings yet
- Textile Industry 2Document12 pagesTextile Industry 2gopal kesarwaniNo ratings yet
- Project Report Khadi ClothesDocument12 pagesProject Report Khadi ClothesP D100% (1)
- Pakistan's Textile Industry: A Brief History and OverviewDocument20 pagesPakistan's Textile Industry: A Brief History and Overviewukasha shahzadNo ratings yet
- Advanceproduct Development AssignmentDocument10 pagesAdvanceproduct Development Assignmentbelay getahunNo ratings yet
- State-of-the-Art Knitting & Garment Project ProfileDocument8 pagesState-of-the-Art Knitting & Garment Project ProfileSandeep RaoNo ratings yet
- 4Document2 pages4Hüseyin Sezer YıldırımNo ratings yet
- Module 9 - Garment Industy Plant LayoutDocument4 pagesModule 9 - Garment Industy Plant LayoutNECIE JOY LUNARIONo ratings yet
- SWOTDocument35 pagesSWOTShan AtrayNo ratings yet
- Robotics in Garment Manufacturing SynopsisDocument4 pagesRobotics in Garment Manufacturing SynopsisReena VermaNo ratings yet
- Performance Analysis of Supply Chain Management Technique at Textile Industry in India 06Document7 pagesPerformance Analysis of Supply Chain Management Technique at Textile Industry in India 06SagarNo ratings yet
- Online Fashion Software Streamlines Clothing OrdersDocument10 pagesOnline Fashion Software Streamlines Clothing OrdersjohnNo ratings yet
- Microencapsulation: A Promising Technique To Reduce The Environmental Contamination by AntibioticsDocument86 pagesMicroencapsulation: A Promising Technique To Reduce The Environmental Contamination by Antibioticsali hasanNo ratings yet
- Development & Characterization On Novel Antimicrobial Alginate Fibers For Woundcare ApplicationsDocument3 pagesDevelopment & Characterization On Novel Antimicrobial Alginate Fibers For Woundcare Applicationsali hasanNo ratings yet
- Curriculum For MS Textile Management ProgrammeDocument10 pagesCurriculum For MS Textile Management Programmeali hasanNo ratings yet
- Chitosan Microencapsulation of Various Essential Oils To Enhance The Functional Properties of Cotton FabricDocument9 pagesChitosan Microencapsulation of Various Essential Oils To Enhance The Functional Properties of Cotton Fabricali hasanNo ratings yet
- MS Program: Proposal ForDocument32 pagesMS Program: Proposal Forali hasanNo ratings yet
- 10 28978-Nesciences 691689-975971Document7 pages10 28978-Nesciences 691689-975971ali hasanNo ratings yet
- The Application of PACF in Stab Resistance Body ArDocument9 pagesThe Application of PACF in Stab Resistance Body Arali hasanNo ratings yet
- Ph.D. in Apparel Design Proposal for CornellDocument30 pagesPh.D. in Apparel Design Proposal for Cornellali hasanNo ratings yet
- Sciencedirect SciencedirectDocument8 pagesSciencedirect Sciencedirectali hasanNo ratings yet
- Implementation of Modern Garment Planning Tools Techniques in Garment Industry of BangladeshDocument14 pagesImplementation of Modern Garment Planning Tools Techniques in Garment Industry of BangladeshsujithNo ratings yet
- Implementation of Modern Garment Planning Tools Techniques in Garment Industry of BangladeshDocument14 pagesImplementation of Modern Garment Planning Tools Techniques in Garment Industry of BangladeshsujithNo ratings yet
- Sir 03Document3 pagesSir 03ali hasanNo ratings yet
- Marwaha Ashok 197508 Ms 112072Document63 pagesMarwaha Ashok 197508 Ms 112072ali hasanNo ratings yet
- Wcms 122419Document13 pagesWcms 122419ali hasanNo ratings yet
- Marwaha Ashok 197508 Ms 112072Document63 pagesMarwaha Ashok 197508 Ms 112072ali hasanNo ratings yet
- Computers in Industry 1996 Journal VersionDocument19 pagesComputers in Industry 1996 Journal VersionvivekNo ratings yet
- 2nd Lab ReportDocument13 pages2nd Lab Reportali hasan100% (1)
- Dyeing Jute Yarn With Basic DyeDocument2 pagesDyeing Jute Yarn With Basic Dyeali hasanNo ratings yet
- Advancements in Fibre and Yarn Manufacturing Industry 05Document17 pagesAdvancements in Fibre and Yarn Manufacturing Industry 05ali hasanNo ratings yet
- Sir 04Document2 pagesSir 04ali hasanNo ratings yet
- Sir 05Document2 pagesSir 05ali hasanNo ratings yet
- Practical 01Document4 pagesPractical 01ali hasanNo ratings yet
- 2nd Lab ReportDocument13 pages2nd Lab Reportali hasan100% (1)
- Flats (Revolving Flats) : Karde - Verwendete ProfileDocument6 pagesFlats (Revolving Flats) : Karde - Verwendete Profileali hasanNo ratings yet
- Secondary Education Development Program (SEDP)Document14 pagesSecondary Education Development Program (SEDP)Ian Lusay Ofendoreyes88% (8)
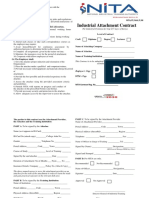
- Industrial Attachment ContractDocument2 pagesIndustrial Attachment ContractBrn Murgor100% (1)
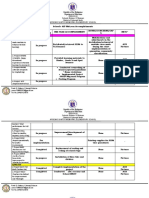
- Activity Completion Report - V.I. Day 5Document5 pagesActivity Completion Report - V.I. Day 5ROGELIO LADIERONo ratings yet
- Raghav Malhotra: ProfileDocument3 pagesRaghav Malhotra: Profileapi-283893959No ratings yet
- Models of SupervisionDocument4 pagesModels of SupervisionRaquel M. MendozaNo ratings yet
- Motivation and Learning Strategies For College SuccessDocument361 pagesMotivation and Learning Strategies For College SuccessYTarantino100% (6)
- Depreciation Chart 11-12 (FY)Document4 pagesDepreciation Chart 11-12 (FY)specky123100% (1)
- Arsenio Santos Memorial Elementary SchoolDocument5 pagesArsenio Santos Memorial Elementary SchoolCel Rellores SalazarNo ratings yet
- Nature and Scope of Salary Taxation in IndiaDocument36 pagesNature and Scope of Salary Taxation in IndiamaheshNo ratings yet
- Assignment 1 Harris Tahir 70033218Document2 pagesAssignment 1 Harris Tahir 70033218Harris Tahir100% (1)
- Can We Use Twitter For Educational Activities?Document11 pagesCan We Use Twitter For Educational Activities?Gabriela Grosseck100% (35)
- Republic of The Philippines: (SK of Barangay, City/Municipality, Province)Document2 pagesRepublic of The Philippines: (SK of Barangay, City/Municipality, Province)Nestie BryalNo ratings yet
- Media Planning and StrategyDocument27 pagesMedia Planning and StrategyAbhishek Pratap Singh100% (2)
- The Schematic Structure of Computer Science Research ArticlesDocument11 pagesThe Schematic Structure of Computer Science Research ArticlesAlfin KarimahNo ratings yet
- Home Theater Magazine March 2006Document123 pagesHome Theater Magazine March 2006linhbeoNo ratings yet
- Peterborough City and County Results From 2019 KPREAA Elementary Track and Field MeetDocument92 pagesPeterborough City and County Results From 2019 KPREAA Elementary Track and Field MeetPeterborough ExaminerNo ratings yet
- CHAPTER 10:16 National Heroes Act: PreliminaryDocument10 pagesCHAPTER 10:16 National Heroes Act: Preliminarytoga22No ratings yet
- Risk Assessment and Response MatrixDocument2 pagesRisk Assessment and Response MatrixSushant BhattaraiNo ratings yet
- International Law LLB First Part NotesDocument20 pagesInternational Law LLB First Part NotesRAJAT DUBEYNo ratings yet
- West Side Story Study Guide PDFDocument21 pagesWest Side Story Study Guide PDFSharon Ann100% (2)
- LESSON PLAN - Task 1 SCES3052Document5 pagesLESSON PLAN - Task 1 SCES3052SN2-0620 Theeban Rau A/L ChanthiranNo ratings yet
- Ver1.admission Policies of Cagayan State UniversityDocument20 pagesVer1.admission Policies of Cagayan State UniversityAshley DayagNo ratings yet
- Introduction to History: Defining the PastDocument26 pagesIntroduction to History: Defining the PastYael EzraNo ratings yet
- Strategic Management Plan for Zara's Global ExpansionDocument26 pagesStrategic Management Plan for Zara's Global ExpansionDaniela DranganagiuNo ratings yet
- Santiago v. COMELEC Case DigestDocument5 pagesSantiago v. COMELEC Case Digestrachel cayangaoNo ratings yet
- Methods For Teaching PDFDocument114 pagesMethods For Teaching PDFPutra Bhungsu100% (2)
- Answer Reading GENERALDocument7 pagesAnswer Reading GENERALPrakash PatelNo ratings yet
- Project Pre-Initiation and InitiationDocument9 pagesProject Pre-Initiation and InitiationAnh Tuấn NguyễnNo ratings yet
- SGLGB Municipal Assessment Team CreationDocument1 pageSGLGB Municipal Assessment Team CreationAna Gianelli Villanueva100% (1)
- Differentiated Lesson PlanDocument18 pagesDifferentiated Lesson PlanAnne Mooney100% (1)
- Steal the Show: From Speeches to Job Interviews to Deal-Closing Pitches, How to Guarantee a Standing Ovation for All the Performances in Your LifeFrom EverandSteal the Show: From Speeches to Job Interviews to Deal-Closing Pitches, How to Guarantee a Standing Ovation for All the Performances in Your LifeRating: 4.5 out of 5 stars4.5/5 (39)
- Start.: Punch Fear in the Face, Escape Average, and Do Work That MattersFrom EverandStart.: Punch Fear in the Face, Escape Average, and Do Work That MattersRating: 4.5 out of 5 stars4.5/5 (56)
- The 30 Day MBA: Your Fast Track Guide to Business SuccessFrom EverandThe 30 Day MBA: Your Fast Track Guide to Business SuccessRating: 4.5 out of 5 stars4.5/5 (19)
- From Paycheck to Purpose: The Clear Path to Doing Work You LoveFrom EverandFrom Paycheck to Purpose: The Clear Path to Doing Work You LoveRating: 4.5 out of 5 stars4.5/5 (39)
- Designing Your Life by Bill Burnett, Dave Evans - Book Summary: How to Build a Well-Lived, Joyful LifeFrom EverandDesigning Your Life by Bill Burnett, Dave Evans - Book Summary: How to Build a Well-Lived, Joyful LifeRating: 4.5 out of 5 stars4.5/5 (62)
- The 7 Habits of Highly Effective People: The Infographics EditionFrom EverandThe 7 Habits of Highly Effective People: The Infographics EditionRating: 4 out of 5 stars4/5 (2475)
- Summary: 12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure Entrepreneur by Ryan Daniel Moran: Key Takeaways, Summary & AnalysisFrom EverandSummary: 12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure Entrepreneur by Ryan Daniel Moran: Key Takeaways, Summary & AnalysisRating: 5 out of 5 stars5/5 (2)
- Work Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkFrom EverandWork Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkRating: 4.5 out of 5 stars4.5/5 (12)
- The First 90 Days: Proven Strategies for Getting Up to Speed Faster and SmarterFrom EverandThe First 90 Days: Proven Strategies for Getting Up to Speed Faster and SmarterRating: 4.5 out of 5 stars4.5/5 (122)
- The Confidence Code: The Science and Art of Self-Assurance--What Women Should KnowFrom EverandThe Confidence Code: The Science and Art of Self-Assurance--What Women Should KnowRating: 4.5 out of 5 stars4.5/5 (175)
- Happy at Work: How to Create a Happy, Engaging Workplace for Today's (and Tomorrow's!) WorkforceFrom EverandHappy at Work: How to Create a Happy, Engaging Workplace for Today's (and Tomorrow's!) WorkforceNo ratings yet
- The Proximity Principle: The Proven Strategy That Will Lead to the Career You LoveFrom EverandThe Proximity Principle: The Proven Strategy That Will Lead to the Career You LoveRating: 4.5 out of 5 stars4.5/5 (93)
- The Power of Body Language: An Ex-FBI Agent's System for Speed-Reading PeopleFrom EverandThe Power of Body Language: An Ex-FBI Agent's System for Speed-Reading PeopleRating: 5 out of 5 stars5/5 (9)
- 12 Habits Of Valuable Employees: Your Roadmap to an Amazing CareerFrom Everand12 Habits Of Valuable Employees: Your Roadmap to an Amazing CareerNo ratings yet
- The Dictionary of Body Language: A Field Guide to Human BehaviorFrom EverandThe Dictionary of Body Language: A Field Guide to Human BehaviorRating: 4.5 out of 5 stars4.5/5 (95)
- Real Artists Don't Starve: Timeless Strategies for Thriving in the New Creative AgeFrom EverandReal Artists Don't Starve: Timeless Strategies for Thriving in the New Creative AgeRating: 4.5 out of 5 stars4.5/5 (197)
- The 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsFrom EverandThe 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsRating: 4.5 out of 5 stars4.5/5 (90)
- The Search for Self-Respect: Psycho-CyberneticsFrom EverandThe Search for Self-Respect: Psycho-CyberneticsRating: 4.5 out of 5 stars4.5/5 (10)
- The 2-Hour Job Search: Using Technology to Get the Right Job FasterFrom EverandThe 2-Hour Job Search: Using Technology to Get the Right Job FasterRating: 4 out of 5 stars4/5 (23)
- Company Of One: Why Staying Small Is the Next Big Thing for BusinessFrom EverandCompany Of One: Why Staying Small Is the Next Big Thing for BusinessRating: 3.5 out of 5 stars3.5/5 (14)
- Quitter: Closing the Gap Between Your Day Job and Your Dream JobFrom EverandQuitter: Closing the Gap Between Your Day Job and Your Dream JobRating: 4.5 out of 5 stars4.5/5 (31)