You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- EIA 1st UnitDocument26 pagesEIA 1st UnitBack BenchersNo ratings yet
- Unit V Case Studies: EIA Case Study of Thermal Power PlantDocument25 pagesUnit V Case Studies: EIA Case Study of Thermal Power PlantBack BenchersNo ratings yet
- Eia Unit Iii - EmpDocument14 pagesEia Unit Iii - EmpBack BenchersNo ratings yet
- EIA Unit - 4Document16 pagesEIA Unit - 4Back BenchersNo ratings yet
- Unit-Ii Eia Methodologies Process and Framework of EIADocument6 pagesUnit-Ii Eia Methodologies Process and Framework of EIABack Benchers100% (1)
- Solar Based RefrigeratorDocument15 pagesSolar Based RefrigeratorBack BenchersNo ratings yet
- Common Problems Solved by Design EngineerDocument38 pagesCommon Problems Solved by Design EngineerBack BenchersNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Parts Catalogue of Foton: (TC2A504-034K)Document132 pagesParts Catalogue of Foton: (TC2A504-034K)МаксимNo ratings yet
- Sales 20: Years Advertising Expense (Millions) X Sales (Thousands) yDocument8 pagesSales 20: Years Advertising Expense (Millions) X Sales (Thousands) ybangNo ratings yet
- Cecilia-Puff-Tee-Final-OUSM-Designs-12 MESES A TALLA 8Document19 pagesCecilia-Puff-Tee-Final-OUSM-Designs-12 MESES A TALLA 8Jose SanchezNo ratings yet
- GCSE AstronomyDocument30 pagesGCSE Astronomyharris123mc100% (1)
- Circle The Best Answer A, B, C, D or EDocument4 pagesCircle The Best Answer A, B, C, D or Ewilder jackNo ratings yet
- Mahindra & MahindraDocument13 pagesMahindra & MahindraAbhishek DharmadhikariNo ratings yet
- Updated G10 Class Routine Effective From 12 January 2023Document1 pageUpdated G10 Class Routine Effective From 12 January 2023NiloyNo ratings yet
- Fig. 4 Phasor Diagram of P.TDocument31 pagesFig. 4 Phasor Diagram of P.Tdon aNo ratings yet
- PEH Q3 Long QuizDocument1 pagePEH Q3 Long QuizBenedict LumagueNo ratings yet
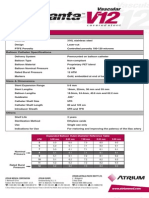
- Advanta V12 Data SheetDocument2 pagesAdvanta V12 Data SheetJuliana MiyagiNo ratings yet
- Assignment 1Document3 pagesAssignment 1farhang_tNo ratings yet
- Dual Op Amp and Voltage Reference Ap4310/ADocument12 pagesDual Op Amp and Voltage Reference Ap4310/AМихаил ЯненкоNo ratings yet
- Impact of Retrofitting Existing Combined Heat and Power Plant With Polygeneration of Biomethane PDFDocument16 pagesImpact of Retrofitting Existing Combined Heat and Power Plant With Polygeneration of Biomethane PDFAwais Salman0% (1)
- Ali Erdemir: Professional ExperienceDocument3 pagesAli Erdemir: Professional ExperienceDunkMeNo ratings yet
- VBAC MCQsDocument3 pagesVBAC MCQsHanaNo ratings yet
- Naming Hydrocarbons Worksheet1 Key 12 26 08 PDFDocument2 pagesNaming Hydrocarbons Worksheet1 Key 12 26 08 PDFMarilyn Castro Laquindanum100% (1)
- The Passion For Cacti and Other Succulents: June 2017Document140 pagesThe Passion For Cacti and Other Succulents: June 2017golf2010No ratings yet
- Better - Homes.and - Gardens.usa - TruePDF December.2018Document136 pagesBetter - Homes.and - Gardens.usa - TruePDF December.2018MadaMadutsaNo ratings yet
- Grade - 2 Subject - Mathematics Unit - Geometry Topic - Geometrical Shapes School - Army School Roorkee Prepared by Mrs. RanjanaDocument25 pagesGrade - 2 Subject - Mathematics Unit - Geometry Topic - Geometrical Shapes School - Army School Roorkee Prepared by Mrs. RanjanaPenke Mejado BelenNo ratings yet
- Native Data Sheet Asme b73.1Document4 pagesNative Data Sheet Asme b73.1Akhmad Faruq Alhikami100% (1)
- OurCatholicFaith PowerPoint Chapter1Document21 pagesOurCatholicFaith PowerPoint Chapter1VinNo ratings yet
- EPCC Hydrocarbon Downstream L&T 09.01.2014Document49 pagesEPCC Hydrocarbon Downstream L&T 09.01.2014shyaminannnaNo ratings yet
- G.S 5Document2 pagesG.S 5Jamsher BalochNo ratings yet
- Cathodic Protection Catalog - New 8Document1 pageCathodic Protection Catalog - New 8dhineshNo ratings yet
- Nivel VV-VW Board User Guide enDocument5 pagesNivel VV-VW Board User Guide enHarveyWishtartNo ratings yet
- Cross Talk Details and RoutingDocument29 pagesCross Talk Details and RoutingRohith RajNo ratings yet
- TNM History Updated June2017Document2 pagesTNM History Updated June2017Lucas AndreoNo ratings yet
- Honeycomb Kevlar 49 (Hexcel)Document3 pagesHoneycomb Kevlar 49 (Hexcel)Julia GarciaNo ratings yet
- Electricity NotesDocument35 pagesElectricity Notesapi-277818647No ratings yet
- Socialized HousingDocument48 pagesSocialized HousingJessieReiVicedoNo ratings yet