You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Man S Bible 50 Essential Tips For Success With Your Mind Body and WomenDocument155 pagesThe Man S Bible 50 Essential Tips For Success With Your Mind Body and WomenDonStemple100% (4)
- 17-QA-QC ManualDocument34 pages17-QA-QC ManualAbdul Gaffar100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
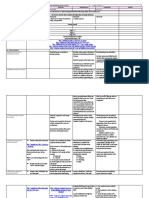
- Daily Lesson Log Personal Dev TDocument34 pagesDaily Lesson Log Personal Dev TRicky Canico ArotNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Boost Listening 1 Teacher S Edition PDFDocument96 pagesBoost Listening 1 Teacher S Edition PDFHuy Lê QuangNo ratings yet
- DENSO Diagnostic TipsDocument1 pageDENSO Diagnostic TipsVerona MamaiaNo ratings yet
- ENVR1401 - Lab 12 - Solid Waste Wastewater Exercise - 2021 PDFDocument8 pagesENVR1401 - Lab 12 - Solid Waste Wastewater Exercise - 2021 PDFCasey AngellNo ratings yet
- Govt. S.K.S.J. Technological Institute, BangaloreDocument2 pagesGovt. S.K.S.J. Technological Institute, BangaloreTanzeem AhmedNo ratings yet
- Govt. S.K.S.J. Technological Institute, BangaloreDocument2 pagesGovt. S.K.S.J. Technological Institute, BangaloreTanzeem AhmedNo ratings yet
- 15cvl57 8Document1 page15cvl57 8Tanzeem AhmedNo ratings yet
- VTU-27-12-2018 12:40:16pm: TG - TG - TG - TG - TG - TG - TG - TG - TGDocument2 pagesVTU-27-12-2018 12:40:16pm: TG - TG - TG - TG - TG - TG - TG - TG - TGTanzeem AhmedNo ratings yet
- 10cv73 NotesDocument32 pages10cv73 NotesTanzeem AhmedNo ratings yet
- Coconut Shell Building Blocks: Propject Proposal Ref. No.: 39S - Be - 0241Document3 pagesCoconut Shell Building Blocks: Propject Proposal Ref. No.: 39S - Be - 0241Tanzeem AhmedNo ratings yet
- Affidavit Format FOR ART LEVEL 1 CLINIC RegistrationDocument2 pagesAffidavit Format FOR ART LEVEL 1 CLINIC Registrationward fiveNo ratings yet
- DIABETES MELLITUS BensonDocument14 pagesDIABETES MELLITUS BensonNixon KeyaNo ratings yet
- Jepretan Layar 2022-11-30 Pada 11.29.09Document1 pageJepretan Layar 2022-11-30 Pada 11.29.09Muhamad yasinNo ratings yet
- Parle G ReportDocument7 pagesParle G ReportnikhilNo ratings yet
- Sugarcane JuiceDocument21 pagesSugarcane JuiceOk HqNo ratings yet
- Comparison of Microsurgical and Conventional Open Flap DebridementDocument9 pagesComparison of Microsurgical and Conventional Open Flap DebridementNoemi LukacsNo ratings yet
- En CafDocument1 pageEn Caffareedee0% (1)
- @9negros Occidental Vs BezoreDocument3 pages@9negros Occidental Vs BezoreSimeon SuanNo ratings yet
- A-Level: Psychology 7182/1Document20 pagesA-Level: Psychology 7182/1Queen Bee (Tt)No ratings yet
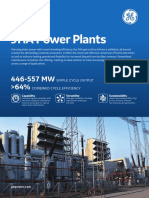
- 9ha Power PlantsDocument2 pages9ha Power PlantsGaurav DuttaNo ratings yet
- Mechanical Interview Questions and Answers - Fluid MechanicsDocument2 pagesMechanical Interview Questions and Answers - Fluid MechanicsannukiitNo ratings yet
- CFM Tutorial 5Document26 pagesCFM Tutorial 5Nithin Yadav0% (1)
- Epigenetics & HomoeopathyDocument17 pagesEpigenetics & HomoeopathyBishal100% (1)
- Cable Selection Table For CapacitorDocument1 pageCable Selection Table For CapacitorShashiSharmaNo ratings yet
- Paramagnetic Article PDFDocument5 pagesParamagnetic Article PDFJonathan SinclairNo ratings yet
- Data Sheet HFE-7000 Prod SpecDocument6 pagesData Sheet HFE-7000 Prod Specsshaffer_9No ratings yet
- 7 Solidification, Casting Defects.Document5 pages7 Solidification, Casting Defects.Ahmad AbdNo ratings yet
- Datasheet Lm311Document10 pagesDatasheet Lm311Ed FreemanNo ratings yet
- Mechanical Pumps: N. HilleretDocument12 pagesMechanical Pumps: N. HilleretAmrik SinghNo ratings yet
- Epididymo OrchitisDocument18 pagesEpididymo OrchitisRifqi AlridjalNo ratings yet
- Trombly - Pump Status PDFDocument8 pagesTrombly - Pump Status PDFilhamNo ratings yet
- Flaxseed Paper PublishedDocument4 pagesFlaxseed Paper PublishedValentina GarzonNo ratings yet
- Amsoil Synthetic CVT Fluid (CVT)Document2 pagesAmsoil Synthetic CVT Fluid (CVT)amsoildealerNo ratings yet
- LUBRICANTCOOLANT Answer With ReflectionDocument5 pagesLUBRICANTCOOLANT Answer With ReflectionCharles Vincent PaniamoganNo ratings yet