You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- 08 - Sheet Metal WorkDocument53 pages08 - Sheet Metal Workyttikyssim100% (23)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Complete Metalsmith StudentDocument21 pagesComplete Metalsmith StudentJoyasLoni100% (7)
- Day Session Paper 8 The Sandwich Plate SystemDocument31 pagesDay Session Paper 8 The Sandwich Plate SystemSorin Ripa100% (2)
- 3rd Quarter Examination Science 8Document6 pages3rd Quarter Examination Science 8Lani Bernardo CuadraNo ratings yet
- Environmental Benefits of Secondary Copper From Primary Copper Based On Life Cycle Assessment in China PDFDocument10 pagesEnvironmental Benefits of Secondary Copper From Primary Copper Based On Life Cycle Assessment in China PDFJean Carlos Ruiz ZapataNo ratings yet
- Spark Test - Materials EngineeringDocument7 pagesSpark Test - Materials EngineeringFloramhel Joy HicongNo ratings yet
- Corrosion, Prevention and ControlDocument60 pagesCorrosion, Prevention and ControlCherry Obias100% (1)
- Type of CorrosionDocument12 pagesType of CorrosionNur Afiqah100% (2)
- Manufactured Substances in IndustryDocument16 pagesManufactured Substances in IndustryAhda Sabila Yusuf100% (1)
- Chapter 2 SolutionsDocument9 pagesChapter 2 SolutionsFrendick LegaspiNo ratings yet
- Legaspi HW3Document40 pagesLegaspi HW3Frendick LegaspiNo ratings yet
- Chalter 8 SolnsDocument11 pagesChalter 8 SolnsFrendick LegaspiNo ratings yet
- Lecture 1 Introduction To Engineering Economy PDFDocument32 pagesLecture 1 Introduction To Engineering Economy PDFFrendick LegaspiNo ratings yet
- Legaspi Hw1 Part2 (Linear)Document4 pagesLegaspi Hw1 Part2 (Linear)Frendick LegaspiNo ratings yet
- ADVANCEMENTS AND DEVELOPMENTS IN SEMICONDUCTORS-WPS OfficeDocument4 pagesADVANCEMENTS AND DEVELOPMENTS IN SEMICONDUCTORS-WPS OfficeFrendick LegaspiNo ratings yet
- Advanced Enginering Mathematics For Chemical EnginDocument8 pagesAdvanced Enginering Mathematics For Chemical EnginFrendick LegaspiNo ratings yet
- LEGASPI-HW1-Part2 (Nonlinear)Document2 pagesLEGASPI-HW1-Part2 (Nonlinear)Frendick LegaspiNo ratings yet
- Corrosion and Degradation of SemiconductorsDocument8 pagesCorrosion and Degradation of SemiconductorsFrendick LegaspiNo ratings yet
- Legaspi HW3Document40 pagesLegaspi HW3Frendick LegaspiNo ratings yet
- Legaspi Hw1 Part2 (Linear)Document4 pagesLegaspi Hw1 Part2 (Linear)Frendick LegaspiNo ratings yet
- LEGASPI-HW1-Part2 (Nonlinear)Document2 pagesLEGASPI-HW1-Part2 (Nonlinear)Frendick LegaspiNo ratings yet
- Legaspi-Pe14 Final ExamDocument1 pageLegaspi-Pe14 Final ExamFrendick LegaspiNo ratings yet
- ADVANCEMENTS AND DEVELOPMENTS IN SEMICONDUCTORS-WPS OfficeDocument4 pagesADVANCEMENTS AND DEVELOPMENTS IN SEMICONDUCTORS-WPS OfficeFrendick LegaspiNo ratings yet
- CalorimetryDocument40 pagesCalorimetryFrendick LegaspiNo ratings yet
- ADVANCEMENTS AND DEVELOPMENTS IN SEMICONDUCTORS-WPS OfficeDocument4 pagesADVANCEMENTS AND DEVELOPMENTS IN SEMICONDUCTORS-WPS OfficeFrendick LegaspiNo ratings yet
- Second Law PPT 2Document24 pagesSecond Law PPT 2Frendick LegaspiNo ratings yet
- ADVANCEMENTS AND DEVELOPMENTS IN SEMICONDUCTORS-WPS OfficeDocument4 pagesADVANCEMENTS AND DEVELOPMENTS IN SEMICONDUCTORS-WPS OfficeFrendick LegaspiNo ratings yet
- Corrosion and Degradation of SemiconductorsDocument8 pagesCorrosion and Degradation of SemiconductorsFrendick LegaspiNo ratings yet
- CalorimetryDocument40 pagesCalorimetryFrendick LegaspiNo ratings yet
- Single Phase Parallel AC CircuitsDocument15 pagesSingle Phase Parallel AC CircuitsFrendick LegaspiNo ratings yet
- Module in Electrical Properties of MaterialsDocument22 pagesModule in Electrical Properties of MaterialsFrendick LegaspiNo ratings yet
- Module in Magnetic Properties of MaterialsDocument14 pagesModule in Magnetic Properties of MaterialsFrendick LegaspiNo ratings yet
- Electrical Measuring InstrumentsDocument18 pagesElectrical Measuring InstrumentsFrendick LegaspiNo ratings yet
- DC Machines: Prepared by Engr. A.C.Patricio, MSTDocument19 pagesDC Machines: Prepared by Engr. A.C.Patricio, MSTFrendick LegaspiNo ratings yet
- Batteriesandtypes 171219052814Document42 pagesBatteriesandtypes 171219052814mridul_devkota8356No ratings yet
- Series and Parallel CircuitsDocument36 pagesSeries and Parallel CircuitsFrendick LegaspiNo ratings yet
- BEE SyllabusDocument1 pageBEE SyllabusFrendick LegaspiNo ratings yet
- Single-Phase Series Ac Circuits: Prepared by Engr. Arlene C. Patricio, MSTDocument46 pagesSingle-Phase Series Ac Circuits: Prepared by Engr. Arlene C. Patricio, MSTFrendick LegaspiNo ratings yet
- On IndigoDocument3 pagesOn IndigoTony BlackNo ratings yet
- Cobalt in GlassDocument11 pagesCobalt in GlassNUR HIDAYAHNo ratings yet
- Sujith RDocument2 pagesSujith RTarun KumarNo ratings yet
- Aalco Catalogue PDFDocument72 pagesAalco Catalogue PDFdisasterdazNo ratings yet
- Lecture Notes of Engineering MaterialsDocument7 pagesLecture Notes of Engineering Materialsahsan888100% (1)
- CHEM141 #271 Post Lab QsDocument7 pagesCHEM141 #271 Post Lab Qschalden25No ratings yet
- 17 Building RulesDocument49 pages17 Building RulesLife Is OkayNo ratings yet
- Lesson 5: Where QuestionsDocument8 pagesLesson 5: Where Questionshelna FadilahNo ratings yet
- CEIADocument4 pagesCEIALê HoàngNo ratings yet
- Rapid Fire NewDocument85 pagesRapid Fire NewvarunsanghiNo ratings yet
- Design and Analysis of Propeller BladeDocument6 pagesDesign and Analysis of Propeller Bladechethan mahadevNo ratings yet
- ICP First Semester Test ReviewDocument10 pagesICP First Semester Test ReviewKyra HuntNo ratings yet
- Chemistry Folio Form 4 2013Document17 pagesChemistry Folio Form 4 2013Megat AshmannNo ratings yet
- 3 - Intermetallic Compounds of Ni and Ga As Catalysts For The Synthesis of MethanolDocument12 pages3 - Intermetallic Compounds of Ni and Ga As Catalysts For The Synthesis of Methanoltunganh1110No ratings yet
- Answers To Science Focus 3 Coursebook QuestionsDocument61 pagesAnswers To Science Focus 3 Coursebook QuestionsrobouNo ratings yet
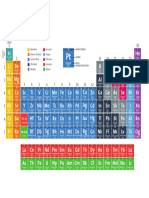
- Acs Periodic Table Poster - DownloadDocument1 pageAcs Periodic Table Poster - DownloadBenedick CruzNo ratings yet
- Worksheet of Chemical BondingDocument4 pagesWorksheet of Chemical BondingsabeehaNo ratings yet
- How China Is Winning The Race For Africa's Lithium - Financial TimesDocument12 pagesHow China Is Winning The Race For Africa's Lithium - Financial TimesAleksandar SpasojevicNo ratings yet
- 0620 s15 QP 13Document16 pages0620 s15 QP 13karan79No ratings yet
- Food Safety - Magnetic SeparatorsDocument2 pagesFood Safety - Magnetic SeparatorsRenNo ratings yet
- DN Magplus Sla Series - Cat Got Khong Pha NuocDocument2 pagesDN Magplus Sla Series - Cat Got Khong Pha NuocduyvuNo ratings yet