You might also like
- All Final DimensionDocument6 pagesAll Final Dimensionshailesh deshmukhNo ratings yet
- Daily Progress ReportDocument16 pagesDaily Progress ReportAkash Singh TomarNo ratings yet
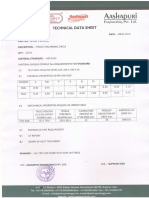
- Jyoti Engineering Works: Chemical AnalysisDocument8 pagesJyoti Engineering Works: Chemical AnalysisKristin CrawfordNo ratings yet
- Tinita Engineering testing and material reportsDocument4 pagesTinita Engineering testing and material reportsalokbdasNo ratings yet
- 300 NB HE SpectrumDocument8 pages300 NB HE SpectrumShailesh DeshmukhNo ratings yet
- Sunny EngineersDocument4 pagesSunny EngineersSivakumar ThangavelNo ratings yet
- RT Offer DT 12.09.19Document1 pageRT Offer DT 12.09.19shailesh deshmukhNo ratings yet
- Tinita Engineering Pvt. LTD.: Material Identification ReportDocument2 pagesTinita Engineering Pvt. LTD.: Material Identification ReportalokbdasNo ratings yet
- RT ChartDocument3 pagesRT Chartshailesh deshmukhNo ratings yet
- Megmani Mumbai IndexDocument1 pageMegmani Mumbai Indexshailesh deshmukhNo ratings yet
- Tinita Engineering Pvt. LTD.: Material Identification Report For PipesDocument1 pageTinita Engineering Pvt. LTD.: Material Identification Report For PipesalokbdasNo ratings yet
- Tinita: Engineering Private LimitedDocument2 pagesTinita: Engineering Private LimitedalokbdasNo ratings yet
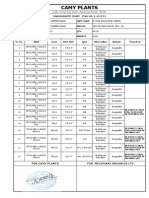
- Camy Plants packing list for 2,4 DCP collection vessel sparesDocument4 pagesCamy Plants packing list for 2,4 DCP collection vessel sparesshailesh deshmukhNo ratings yet
- Atv Projects India LTD Mathura (U.P) : I.D/OVALITY (View From Inlet End)Document2 pagesAtv Projects India LTD Mathura (U.P) : I.D/OVALITY (View From Inlet End)alokbdasNo ratings yet
- Procedure Demonstration RecordDocument5 pagesProcedure Demonstration RecordSantanu SahaNo ratings yet
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Document15 pagesFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaNo ratings yet
- Astm E2375Document2 pagesAstm E2375gregkilatonNo ratings yet
- Steel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesDocument28 pagesSteel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesImed BenNo ratings yet
- Soft Magnetic Iron Parts Fabricated by Powder Metallurgy (P/M) TechniquesDocument4 pagesSoft Magnetic Iron Parts Fabricated by Powder Metallurgy (P/M) TechniquesEduardoNo ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless PipeashokkahirwarNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- 9Lm, Go: - Tsop. ( ? "' R.. 'I'Document2 pages9Lm, Go: - Tsop. ( ? "' R.. 'I'Mithil Naik GaunkerNo ratings yet
- ST 37Document7 pagesST 37rendra.farisrNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- LS - prt.TUB.073 Residual Magnetic Inspection MethodDocument6 pagesLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKANo ratings yet
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNo ratings yet
- Atv Projects India LTD Mathura (U.P) : Rotary Kiln (Ø 4.2M)Document2 pagesAtv Projects India LTD Mathura (U.P) : Rotary Kiln (Ø 4.2M)alokbdas100% (1)
- Data Sheet Material 2.4819Document3 pagesData Sheet Material 2.4819BoberNo ratings yet
- WPSGMAW90 102011ExamplePDFDocument1 pageWPSGMAW90 102011ExamplePDFBhavani PrasadNo ratings yet
- Esab Buddy TIG400iDocument2 pagesEsab Buddy TIG400iJeganeswaranNo ratings yet
- Quality Control Manual: Rev. DateDocument1 pageQuality Control Manual: Rev. DatealokbdasNo ratings yet
- Material Information Sheet For Plates: Erndtebrücker EisenwerkDocument2 pagesMaterial Information Sheet For Plates: Erndtebrücker EisenwerkAhmad KamilNo ratings yet
- Arun ResumeDocument3 pagesArun ResumeMelissa MurrayNo ratings yet
- A106 Pipe Spec SheetDocument7 pagesA106 Pipe Spec SheetyanurarzaqaNo ratings yet
- O.P. Jindal Group - Leading Manufacturer of Steel and Energy ProductsDocument30 pagesO.P. Jindal Group - Leading Manufacturer of Steel and Energy ProductsRajat Chhabra0% (1)
- ASME B31.3 Interpretations No. 18: Code Reference and Subject Indexes for Piping DesignDocument338 pagesASME B31.3 Interpretations No. 18: Code Reference and Subject Indexes for Piping DesignRamdasNo ratings yet
- Sample Qap For NpcilDocument2 pagesSample Qap For NpcilSuKHjiT SiNGhNo ratings yet
- Is 5334 PDFDocument7 pagesIs 5334 PDFNav TalukdarNo ratings yet
- b2020-Tdc-Fas-004 Fasteners r3Document2 pagesb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranNo ratings yet
- Astm A744-A744m 2010Document6 pagesAstm A744-A744m 2010Júlio RosaNo ratings yet
- Ut Report Format of AtvDocument6 pagesUt Report Format of AtvalokbdasNo ratings yet
- ASTM D 319 - 95 (Reapproved 1999) Amyl Alcohol (Synthetic)Document2 pagesASTM D 319 - 95 (Reapproved 1999) Amyl Alcohol (Synthetic)alin2005No ratings yet
- Asme B31.8Document8 pagesAsme B31.8deepndeepsi100% (1)
- TDC 003 - SS Pipes - r0Document1 pageTDC 003 - SS Pipes - r0samkarthik47No ratings yet
- ThyssenDocument0 pagesThyssenAbbas RizviNo ratings yet
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocument5 pagesWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNo ratings yet
- Painting Report - C1742 & 43 PDFDocument1 pagePainting Report - C1742 & 43 PDFRyan Flores100% (1)
- 163 Dimensions of Large Male Female and Small Tongue and Groove Flange Facing Ansi b165 StandardDocument6 pages163 Dimensions of Large Male Female and Small Tongue and Groove Flange Facing Ansi b165 StandardQiuniuNo ratings yet
- Stumpp Schuele & Somappa Springs Pvt. LTD.: Internal Particulate Cleanliness Analysis ReportDocument1 pageStumpp Schuele & Somappa Springs Pvt. LTD.: Internal Particulate Cleanliness Analysis ReportRajkumar KantiwalNo ratings yet
- SSIS Visual Examination Report FormatDocument1 pageSSIS Visual Examination Report FormatSalman KhanNo ratings yet
- PWHT Job Card For p91 Butt Weld 14'' SupportDocument2 pagesPWHT Job Card For p91 Butt Weld 14'' Support9703422499No ratings yet
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 pagesApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNo ratings yet
- 25CrMo4Document1 page25CrMo4Hans GoetheNo ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- Human Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveFrom EverandHuman Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Corp-058 Tech Spec - Covered Conducor - Al 59 Acs PDFDocument34 pagesCorp-058 Tech Spec - Covered Conducor - Al 59 Acs PDFCabcon IndiaNo ratings yet
- Triveni GearsDocument8 pagesTriveni Gearsnilesh121219No ratings yet
- Rejection Against Wo No-358Document1 pageRejection Against Wo No-358Nirmit GandhiNo ratings yet
- BlockDocument1 pageBlockNirmit GandhiNo ratings yet
- MBS-001, Rotor Shaft Specification - SemifinishedDocument4 pagesMBS-001, Rotor Shaft Specification - SemifinishedNirmit GandhiNo ratings yet
- EN-8 806 Dia X 602 ID X 86 L 1 Forged, Proof Machine & Normalised 17000Document1 pageEN-8 806 Dia X 602 ID X 86 L 1 Forged, Proof Machine & Normalised 17000Nirmit GandhiNo ratings yet
- Material Datasheet C45: 1. SteelmakingDocument1 pageMaterial Datasheet C45: 1. SteelmakingSETHUBALAN B 15BAU033No ratings yet
- Pankaj Kukadkar: Mechanical EngineerDocument4 pagesPankaj Kukadkar: Mechanical EngineerNirmit GandhiNo ratings yet
- HRDocument1 pageHRNirmit GandhiNo ratings yet
- Astm A668 PDFDocument8 pagesAstm A668 PDFMade Agus Budiartha67% (3)
- Jis G4105Document2 pagesJis G4105walitedisonNo ratings yet
- Inhouse FacilityDocument3 pagesInhouse FacilityNirmit GandhiNo ratings yet
- JIS G4105 1979 Chromium Molybdenum Steels1Document2 pagesJIS G4105 1979 Chromium Molybdenum Steels1Nirmit GandhiNo ratings yet
- DFM Foods SMIFSDocument36 pagesDFM Foods SMIFSNirmit GandhiNo ratings yet
- A105 - 02 PDFDocument5 pagesA105 - 02 PDFNirmit GandhiNo ratings yet
- STRDocument1 pageSTRNirmit GandhiNo ratings yet
- Final Audit Report A V Steel SA1Document31 pagesFinal Audit Report A V Steel SA1Nirmit Gandhi100% (1)
- AVS REVISED QUOTE 160520Document1 pageAVS REVISED QUOTE 160520Nirmit GandhiNo ratings yet
- PRD FinalDocument1 pagePRD FinalNirmit GandhiNo ratings yet
- List of Outsourced Agencies and Activities PDFDocument1 pageList of Outsourced Agencies and Activities PDFNirmit GandhiNo ratings yet
- AV Steel Amended Po CGLDocument24 pagesAV Steel Amended Po CGLNirmit GandhiNo ratings yet
- A 115 Z 318Document5 pagesA 115 Z 318Yuquilema ByronNo ratings yet
- ISO Certified Heavy Steel Forging ManufacturerDocument4 pagesISO Certified Heavy Steel Forging ManufacturerNirmit GandhiNo ratings yet
- CNC Machining Technical Data Sheet for Aluminum Alloy Proof Machining CircleDocument1 pageCNC Machining Technical Data Sheet for Aluminum Alloy Proof Machining CircleNirmit GandhiNo ratings yet
- TENSILEDocument1 pageTENSILENirmit GandhiNo ratings yet
- Bali QuoteDocument6 pagesBali QuoteNirmit GandhiNo ratings yet
- Avsf Po 9111821948 DT 25.05.2018Document4 pagesAvsf Po 9111821948 DT 25.05.2018Nirmit GandhiNo ratings yet
- Avsf Po 9111821948 DT 25.05.2018Document4 pagesAvsf Po 9111821948 DT 25.05.2018Nirmit GandhiNo ratings yet
- Industrial Steam Turbines enDocument8 pagesIndustrial Steam Turbines enNirmit GandhiNo ratings yet
- A105 - 02 PDFDocument5 pagesA105 - 02 PDFNirmit GandhiNo ratings yet
- ISO Certified Heavy Steel Forging ManufacturerDocument4 pagesISO Certified Heavy Steel Forging ManufacturerNirmit GandhiNo ratings yet
- Watkins 21002-2-Pressure FlatteningDocument8 pagesWatkins 21002-2-Pressure FlatteningLaura Salas CebrianNo ratings yet
- N型有機薄膜電晶體材料之開發Document45 pagesN型有機薄膜電晶體材料之開發Rachmawati D. AyustinnNo ratings yet
- Fitting PresentationDocument15 pagesFitting PresentationDicky Fernando BagwellNo ratings yet
- LAB REPORT #4 COURSE SUMMARYDocument5 pagesLAB REPORT #4 COURSE SUMMARYGodwayneNo ratings yet
- Acoustic GuideDocument80 pagesAcoustic GuideSergio Cabrera HernándezNo ratings yet
- 1-2512 SERIES Butterfly Control ValvesDocument12 pages1-2512 SERIES Butterfly Control ValvesGiovanni PetrizzoNo ratings yet
- School Supply List 1920Document2 pagesSchool Supply List 1920Maddy NunesNo ratings yet
- Ionic Modification Turns Commercial Rubber Into A Self-HealingDocument8 pagesIonic Modification Turns Commercial Rubber Into A Self-HealingМаныч Хороший ГодNo ratings yet
- Royal Petro Energy: Bridging The GapDocument1 pageRoyal Petro Energy: Bridging The GapgenebabaNo ratings yet
- PAT SectorsDocument4 pagesPAT SectorsprasannaNo ratings yet
- ASTM C 109 C109M-16aDocument10 pagesASTM C 109 C109M-16aMohammed AliNo ratings yet
- Stainless Steel DifferenceDocument4 pagesStainless Steel DifferenceGiri DharanNo ratings yet
- Hotmix and mechanical methods for 1km roadDocument3 pagesHotmix and mechanical methods for 1km roadPrashant VermaNo ratings yet
- Textile Vision - Fayyaz Industry Support CellDocument596 pagesTextile Vision - Fayyaz Industry Support CellTaimur Shan100% (1)
- Nitric Acid: Created By:-Aman Arya 10 A Class Roll No:-3Document8 pagesNitric Acid: Created By:-Aman Arya 10 A Class Roll No:-3Aman AryaNo ratings yet
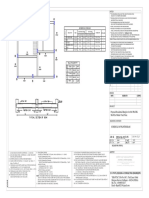
- Structural Beam Drawing Notes and ScheduleDocument1 pageStructural Beam Drawing Notes and ScheduleDHIRAJNo ratings yet
- Kmno4 and K2cr2o7 PDFDocument6 pagesKmno4 and K2cr2o7 PDFBrown BoyNo ratings yet
- Remediation Lesson in SMAW NC IIDocument49 pagesRemediation Lesson in SMAW NC IIemmabentonioNo ratings yet
- Astm C-704Document11 pagesAstm C-704Isidro Molina0% (1)
- CheckPointReport 12052021 Checked SampleDocument112 pagesCheckPointReport 12052021 Checked SampleNarendra ShandilyaNo ratings yet
- Properties and Characterization of A Clay Raw Material From Miličinica (Serbia) For Use in The Ceramic IndustryDocument13 pagesProperties and Characterization of A Clay Raw Material From Miličinica (Serbia) For Use in The Ceramic IndustryFOUTOUNo ratings yet
- Anclajes en MamposteriaDocument27 pagesAnclajes en MamposteriaMauricio MuñozNo ratings yet
- Astm D 785 (1) PDFDocument5 pagesAstm D 785 (1) PDFRND KencanaNo ratings yet
- Welding Defects To DIN 8524Document31 pagesWelding Defects To DIN 8524Leduc HanhNo ratings yet
- Material Science and Engineering Midterm NotesDocument15 pagesMaterial Science and Engineering Midterm Notesyiye rubyNo ratings yet
- HMT ScissorShoe LoresDocument2 pagesHMT ScissorShoe LoresmjvillerozNo ratings yet
- General 6Document4 pagesGeneral 6Solomon AttaNo ratings yet
- HVAC Welding and SolderingDocument14 pagesHVAC Welding and Solderingdeangel1701No ratings yet
- Amendment No. 1 March 2015 TO Is 7098 (Part 2) : 2011 Specification For Crosslinked Polyethylene Insulated Thermoplastic Sheathed CablesDocument3 pagesAmendment No. 1 March 2015 TO Is 7098 (Part 2) : 2011 Specification For Crosslinked Polyethylene Insulated Thermoplastic Sheathed CablesVatsalNo ratings yet
- Periodic Table Notes 1 PDFDocument9 pagesPeriodic Table Notes 1 PDFWajahat AliNo ratings yet