You might also like
- BOM Solar ModuleDocument8 pagesBOM Solar Modulesmshiva59No ratings yet
- Consumer Behaviour of Titan WatchesDocument57 pagesConsumer Behaviour of Titan Watchesmanu100% (1)
- APMP Certification Syllabus and Program V3.1 March 2019 PDFDocument20 pagesAPMP Certification Syllabus and Program V3.1 March 2019 PDFMuhammad ZubairNo ratings yet
- A Business Plan Submission On Smart Glass Manufacturing FirmDocument8 pagesA Business Plan Submission On Smart Glass Manufacturing FirmYashasvini 67No ratings yet
- Off-Grid Solar Power The DIY Guide for Beginners to Design and Install a Mobile Solar Power System for Cabins, Vehicles, and Tiny HousesFrom EverandOff-Grid Solar Power The DIY Guide for Beginners to Design and Install a Mobile Solar Power System for Cabins, Vehicles, and Tiny HousesNo ratings yet
- Basic Computer Quiz - MCQ on Components, Generations & HistoryDocument7 pagesBasic Computer Quiz - MCQ on Components, Generations & Historyprem sagar100% (2)
- 41-How To Calculate Air Temp in Unconditioned SpacesDocument3 pages41-How To Calculate Air Temp in Unconditioned Spacesalmig200No ratings yet
- Bennison Lightweight StructuresDocument12 pagesBennison Lightweight StructuresColin SimpsonNo ratings yet
- Seminar Report Liquid LensDocument27 pagesSeminar Report Liquid LensTanmoy Tatwadarshi50% (2)
- OptometryDocument5 pagesOptometryNeikolie KuotsuNo ratings yet
- Compact 3-5nm+ Solar Marine Lantern Installation & Service ManualDocument20 pagesCompact 3-5nm+ Solar Marine Lantern Installation & Service ManualShashi LoNo ratings yet
- Thin Film vs. Crystalline Silicon PV Modules: Products Installers Projects Tech Help About UsDocument8 pagesThin Film vs. Crystalline Silicon PV Modules: Products Installers Projects Tech Help About Usatulsontakke11No ratings yet
- Raw Materials: Penyusun LCDDocument5 pagesRaw Materials: Penyusun LCDRenee CalhounNo ratings yet
- Waaree Panels: Value PropositionDocument11 pagesWaaree Panels: Value Propositionamit1agrawalNo ratings yet
- Zhao - Recycling of Liquid Crystal DisplaysDocument7 pagesZhao - Recycling of Liquid Crystal DisplaysISSSTNetworkNo ratings yet
- Schott-Tubing Brochure Technical-Glasses EnglishDocument44 pagesSchott-Tubing Brochure Technical-Glasses Englishpsychedelic_lullaby100% (1)
- Is Solar Control PVB Film Really Effective in Laminated GlassDocument3 pagesIs Solar Control PVB Film Really Effective in Laminated GlassHan JoeNo ratings yet
- Switch AbleDocument36 pagesSwitch AbleSameer InamdarNo ratings yet
- LCD Working Principle Guide - How Liquid Crystal Displays FunctionDocument71 pagesLCD Working Principle Guide - How Liquid Crystal Displays FunctionNamma ooruNo ratings yet
- IEEE PVSC-40 Highly Abrasive Resistant AR CoatingDocument5 pagesIEEE PVSC-40 Highly Abrasive Resistant AR CoatingbrenorbrophyNo ratings yet
- Background: Electronics Are Integrated Circuits That Supply Current To "Drive" The Row and ColumnDocument6 pagesBackground: Electronics Are Integrated Circuits That Supply Current To "Drive" The Row and Columnjaythakar8887No ratings yet
- Term Paper On LCD DisplayDocument5 pagesTerm Paper On LCD Displayafmzinuvouzeny100% (1)
- InsulatorsDocument9 pagesInsulatorsmauricioNo ratings yet
- Creating Durable, Optically Transparent SH CoatingsDocument3 pagesCreating Durable, Optically Transparent SH CoatingsjorgeppppNo ratings yet
- Lens CementingDocument5 pagesLens CementingNilsonPardalNo ratings yet
- Fluid Focus LensDocument25 pagesFluid Focus LensVenkata Karthik100% (1)
- LC SmartGlass DatasheetDocument8 pagesLC SmartGlass DatasheetSetiyo PambudiNo ratings yet
- Open Source Solar Powered UVC LED Water SteriliserDocument12 pagesOpen Source Solar Powered UVC LED Water SteriliserAston WalkerNo ratings yet
- GreenSolar Manufactures Turn-key Thin Film Solar Module LinesDocument11 pagesGreenSolar Manufactures Turn-key Thin Film Solar Module LinesTac HuynhNo ratings yet
- ACW Cambridge University PieceDocument2 pagesACW Cambridge University Pieceo_keoghNo ratings yet
- 7 Most Known High Voltage Insulation MethodsDocument7 pages7 Most Known High Voltage Insulation MethodsdiegoesbuNo ratings yet
- Stressed Glass Technology For Actuators and Removable Barrier ApplicationsDocument18 pagesStressed Glass Technology For Actuators and Removable Barrier ApplicationshabtamuNo ratings yet
- Research Papers On Thin Film Solar CellsDocument4 pagesResearch Papers On Thin Film Solar Cellsusbxsqznd100% (1)
- Types of Commercial Solar Panels and Their StructuresDocument21 pagesTypes of Commercial Solar Panels and Their StructuresNels OdrajafNo ratings yet
- Questions and Answers - Photovoltaic Training Session 4Document3 pagesQuestions and Answers - Photovoltaic Training Session 4Fernando NunoNo ratings yet
- Digital Radiography PaperDocument5 pagesDigital Radiography PaperJoe Clarke100% (1)
- Glass ThesisDocument5 pagesGlass Thesisafbteyrma100% (2)
- Design of Rotating Wheel For Dip Test of Polymeric InsulatorsDocument4 pagesDesign of Rotating Wheel For Dip Test of Polymeric InsulatorsTrung Nguyễn QuangNo ratings yet
- Raytec White Paper - LED Linear's ComparedDocument13 pagesRaytec White Paper - LED Linear's ComparedFlorin MNo ratings yet
- 18bme0556 VL2020210100454 Pe003Document37 pages18bme0556 VL2020210100454 Pe003kunalNo ratings yet
- Smart GlassDocument5 pagesSmart GlassAzam SufiNo ratings yet
- RTV Pre-Coated Cap-And-Pin Toughened Glass Insulators - A Wide Experience in The Italian Overhead Transmission SystemDocument4 pagesRTV Pre-Coated Cap-And-Pin Toughened Glass Insulators - A Wide Experience in The Italian Overhead Transmission SystemDayan YasarangaNo ratings yet
- Docu 2.0Document110 pagesDocu 2.0Danica Laurrane Aviso SiscarNo ratings yet
- AmpdfDocument49 pagesAmpdfvigneshNo ratings yet
- Acrylic Resin FundamentalsDocument5 pagesAcrylic Resin FundamentalsvaducNo ratings yet
- Ucts/? Gclid Cnxxzflmhascfyd66Wod - 0oe0 Q Ers/02 - Cleaning PDFDocument8 pagesUcts/? Gclid Cnxxzflmhascfyd66Wod - 0oe0 Q Ers/02 - Cleaning PDFkahani20099731No ratings yet
- TDS Loctite 3355 PDFDocument3 pagesTDS Loctite 3355 PDFffincher4203No ratings yet
- Fluid Focus Lens PDFDocument25 pagesFluid Focus Lens PDFAjeesh T SNo ratings yet
- Atlas Coatings Durability White Paper 2015Document40 pagesAtlas Coatings Durability White Paper 2015gowtham50% (2)
- Selection of Optical Adhesives: Comparing Material PropertiesDocument19 pagesSelection of Optical Adhesives: Comparing Material PropertiesSmarajit MukherjeeNo ratings yet
- Sun Vs FRP IfsDocument3 pagesSun Vs FRP IfsNigel CharlesNo ratings yet
- SiliconeHydrogels 02 00Document2 pagesSiliconeHydrogels 02 00Ppa Gpat AmitNo ratings yet
- Business PlanDocument23 pagesBusiness PlanJihen NasrNo ratings yet
- Reflective Pavement Marking GuideDocument14 pagesReflective Pavement Marking GuideDritta Anies Cahaya100% (1)
- Types of Glass Using in Building ConstructionDocument14 pagesTypes of Glass Using in Building ConstructionTaniya Sara PhilipNo ratings yet
- Dye Sensitized Solar Cell Thesis PDFDocument6 pagesDye Sensitized Solar Cell Thesis PDFgjfs5mtv100% (2)
- Shrink FilmDocument29 pagesShrink Filmhatharasinghe100% (2)
- Customer NeedsDocument4 pagesCustomer Needsapi-264092110No ratings yet
- Shredder Parts Full SizeDocument8 pagesShredder Parts Full SizeSameer InamdarNo ratings yet
- Ahmedbhai 101000 63000 Truck To and From Plating 5000 5000 Plating 10000 10000 Additional Expense 4000 4000 Profit 24000 16400 144000 98400Document1 pageAhmedbhai 101000 63000 Truck To and From Plating 5000 5000 Plating 10000 10000 Additional Expense 4000 4000 Profit 24000 16400 144000 98400Sameer InamdarNo ratings yet
- US20120169987A1 PrintDocument8 pagesUS20120169987A1 PrintSameer InamdarNo ratings yet
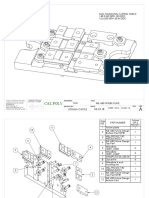
- Corel BlockDocument1 pageCorel BlockSameer InamdarNo ratings yet
- PPTDocument52 pagesPPTSameer InamdarNo ratings yet
- Medicheck CentreDocument6 pagesMedicheck CentreSameer InamdarNo ratings yet
- Switch AbleDocument36 pagesSwitch AbleSameer InamdarNo ratings yet
- Materials: Screen-Printed Fabrication of PEDOT:PSS/Silver Nanowire Composite Films For Transparent HeatersDocument10 pagesMaterials: Screen-Printed Fabrication of PEDOT:PSS/Silver Nanowire Composite Films For Transparent HeatersSameer InamdarNo ratings yet
- Switch AbleDocument36 pagesSwitch AbleSameer InamdarNo ratings yet
- US20120169987A1 PrintDocument8 pagesUS20120169987A1 PrintSameer InamdarNo ratings yet
- US20130242370A1 No PrintDocument8 pagesUS20130242370A1 No PrintSameer InamdarNo ratings yet
- How To Evaluate Smart Glass and Liquid Crystal Switchable FilmDocument6 pagesHow To Evaluate Smart Glass and Liquid Crystal Switchable FilmSameer InamdarNo ratings yet
- Soleimani-Gorgani 2018 Adv. Nat. Sci Nanosci. Nanotechnol. 9 025009Document8 pagesSoleimani-Gorgani 2018 Adv. Nat. Sci Nanosci. Nanotechnol. 9 025009Sameer InamdarNo ratings yet
- Job completion and vendor payment tracking reportDocument1 pageJob completion and vendor payment tracking reportSameer InamdarNo ratings yet
- Inaya ZoomDocument2 pagesInaya ZoomSameer InamdarNo ratings yet
- GST Difference GST Profit GST + ProfitDocument1 pageGST Difference GST Profit GST + ProfitSameer InamdarNo ratings yet
- Electrically switchable privacy glassDocument13 pagesElectrically switchable privacy glassSameer InamdarNo ratings yet
- Bill To, Details of Consignee (Shipped To)Document2 pagesBill To, Details of Consignee (Shipped To)Sameer InamdarNo ratings yet
- Original Owner S ManualDocument40 pagesOriginal Owner S ManualSameer InamdarNo ratings yet
- A Review of High School Economics Textbooks: February 2003Document27 pagesA Review of High School Economics Textbooks: February 2003Adam NowickiNo ratings yet
- Fixture Design ProjectDocument4 pagesFixture Design ProjectJosh CastleNo ratings yet
- Rectangle StabbingDocument49 pagesRectangle StabbingApurba DasNo ratings yet
- LEEA-030.2c2 Certificate of Thorough Examination (Multiple Items) (Overseas) (Dev)Document1 pageLEEA-030.2c2 Certificate of Thorough Examination (Multiple Items) (Overseas) (Dev)GaniyuNo ratings yet
- DriveDebug User ManualDocument80 pagesDriveDebug User ManualFan CharlesNo ratings yet
- Ultra Structure of Plant Cell 1Document18 pagesUltra Structure of Plant Cell 1Kumaran JothiramNo ratings yet
- 2746 PakMaster 75XL Plus (O)Document48 pages2746 PakMaster 75XL Plus (O)Samuel ManducaNo ratings yet
- 4 Types and Methods of Speech DeliveryDocument2 pages4 Types and Methods of Speech DeliveryKylie EralinoNo ratings yet
- Test Bank For Pediatric Nursing The Critical Components of Nursing Care 2nd Edition Kathryn Rudd Diane KociskoDocument36 pagesTest Bank For Pediatric Nursing The Critical Components of Nursing Care 2nd Edition Kathryn Rudd Diane Kociskolaurencelittlehdcj100% (26)
- Steve Jobs MarketingDocument1 pageSteve Jobs MarketingAnurag DoshiNo ratings yet
- Far Eastern University Institute of Tourism and Hotel Management Tourism Management Program 1 Semester A.Y. 2019 - 2020Document46 pagesFar Eastern University Institute of Tourism and Hotel Management Tourism Management Program 1 Semester A.Y. 2019 - 2020Mico BolorNo ratings yet
- Few Words About Digital Protection RelayDocument5 pagesFew Words About Digital Protection RelayVasudev AgrawalNo ratings yet
- #5130 Long Dress With Short Sleeves InstructionDocument2 pages#5130 Long Dress With Short Sleeves Instructionmr kdramaNo ratings yet
- Training Report PRASADDocument32 pagesTraining Report PRASADshekharazad_suman85% (13)
- Trailers Parts - Rocket Trailers - Suspension & FastenersDocument24 pagesTrailers Parts - Rocket Trailers - Suspension & FastenersRocket TrailersNo ratings yet
- Service Manual for Daewoo Mini Component Sound SystemsDocument46 pagesService Manual for Daewoo Mini Component Sound SystemsDaifred GutiérrezNo ratings yet
- Handwashing and Infection ControlDocument23 pagesHandwashing and Infection ControlLiane BartolomeNo ratings yet
- Basic of Seismic RefractionDocument43 pagesBasic of Seismic Refractionfitriah wulandariNo ratings yet
- PRM Vol1 SystemsDocument1,050 pagesPRM Vol1 SystemsPepe BondiaNo ratings yet
- Grammar Notes-February2017 - by Aslinda RahmanDocument41 pagesGrammar Notes-February2017 - by Aslinda RahmanNadia Anuar100% (1)
- Electrical Experimenter 1915-08Document1 pageElectrical Experimenter 1915-08GNo ratings yet
- Abbadvant 800 XaDocument9 pagesAbbadvant 800 XaAlexNo ratings yet
- Aptamers in HIV Research Diagnosis and TherapyDocument11 pagesAptamers in HIV Research Diagnosis and TherapymikiNo ratings yet
- Art PDFDocument10 pagesArt PDFbobNo ratings yet
- Root Cause Analysis: Identifying Factors Behind Patient Safety IncidentsDocument5 pagesRoot Cause Analysis: Identifying Factors Behind Patient Safety IncidentsPrabhas_Das7No ratings yet
- NWQSR - BodyDocument56 pagesNWQSR - BodyRonnie EncarnacionNo ratings yet