You might also like
- Case Study of The Runway Concrete at The Denver International AirportDocument20 pagesCase Study of The Runway Concrete at The Denver International AirportJoVeralpPakinganNo ratings yet
- 012 +FMC+Technologies+-+Arno+Vissers PDFDocument21 pages012 +FMC+Technologies+-+Arno+Vissers PDFmalikscribdNo ratings yet
- Shandong Kerui Petrochemical Equipment CO.-business AnalysisDocument1 pageShandong Kerui Petrochemical Equipment CO.-business Analysis911targaNo ratings yet
- Technical Overview and Specification Summary Ps 00232 Data PDFDocument24 pagesTechnical Overview and Specification Summary Ps 00232 Data PDFmmilovanmNo ratings yet
- 10-UBD Surface EquipmentDocument50 pages10-UBD Surface EquipmentJake JaisoneNo ratings yet
- CAD PracticeDocument65 pagesCAD PracticeAgnihothra Sarma Oruganti100% (1)
- Custom Pipe Handlers Brochure Feb 27 2013Document6 pagesCustom Pipe Handlers Brochure Feb 27 2013Alejandro Gomez100% (1)
- 01 Bolt Tightening ToolDocument30 pages01 Bolt Tightening ToolabdulfetahNo ratings yet
- Catcus Annual Report 2020 PDFDocument214 pagesCatcus Annual Report 2020 PDFMichael DasNo ratings yet
- Pump Out Plug Technical DatasheetDocument3 pagesPump Out Plug Technical DatasheetEvolution Oil ToolsNo ratings yet
- Model 500 GV CatalogDocument4 pagesModel 500 GV CatalogYuda100% (1)
- Flow MeasurementDocument11 pagesFlow MeasurementRaj Ven100% (1)
- Mj-1645-Us Expanding Gate Valve MJDocument16 pagesMj-1645-Us Expanding Gate Valve MJgm_revankar3942No ratings yet
- DSL 2018-DSL-Joulon-Drilling-Structure-Services-Brochure PDFDocument21 pagesDSL 2018-DSL-Joulon-Drilling-Structure-Services-Brochure PDFET100% (1)
- MPD Dhs 1400 RCDDocument2 pagesMPD Dhs 1400 RCDali_yy2003No ratings yet
- Hydro Trip Pressure SubsDocument5 pagesHydro Trip Pressure SubsyasirismNo ratings yet
- Hoists and Winches: The Hoist & Winch Business Unit ProfileDocument2 pagesHoists and Winches: The Hoist & Winch Business Unit ProfileMuhammad Rifqi AninditoNo ratings yet
- Separator Design: Rev Description Date Prepared by Client ApprovalDocument18 pagesSeparator Design: Rev Description Date Prepared by Client ApprovalUsɱâñ Måâñ100% (1)
- Mathcad - Gorilla VII Mud Pump CalcsDocument2 pagesMathcad - Gorilla VII Mud Pump CalcsMohamed SaeedNo ratings yet
- Pumptools - BOP CanDocument1 pagePumptools - BOP Cancasda73No ratings yet
- 4216 Mud Balance ManualDocument2 pages4216 Mud Balance ManualAli AliievNo ratings yet
- Model A Hydro TripDocument1 pageModel A Hydro TripFernando OlaveoNo ratings yet
- Structures Lab ReportDocument18 pagesStructures Lab Reportedk5035No ratings yet
- 2mm Vs 8mm Charpy Striker Edge RadiusDocument26 pages2mm Vs 8mm Charpy Striker Edge RadiusErick EaxNo ratings yet
- D391000177-MKT-001 Rev 06 WISE Catalog PDFDocument28 pagesD391000177-MKT-001 Rev 06 WISE Catalog PDFHumberto GonçalvesNo ratings yet
- 3-Phase SeparatorDocument6 pages3-Phase SeparatorToniNo ratings yet
- Chapter 10 CurvesDocument49 pagesChapter 10 CurvesAmit DostNo ratings yet
- Air Compressors 1170cfm T4Document2 pagesAir Compressors 1170cfm T4death666darkNo ratings yet
- Centrifugal PumpsDocument42 pagesCentrifugal PumpsMalaku HaileNo ratings yet
- HP Mud Gas SeparatorDocument2 pagesHP Mud Gas SeparatorKapwell LimitedNo ratings yet
- C-500 Cont Duty CD04-02-400Document2 pagesC-500 Cont Duty CD04-02-400CESAR MORANo ratings yet
- Hydraulics Sniper ReportDocument8 pagesHydraulics Sniper ReportKhumo Ezekiel MoraNo ratings yet
- Grove g4n Gate Valve BrochureDocument24 pagesGrove g4n Gate Valve BrochureFrancis Almia100% (1)
- Break Even AnalysisDocument19 pagesBreak Even AnalysisNaveen KrishnaNo ratings yet
- Drill ViewDocument2 pagesDrill ViewJohn Rong100% (1)
- Design of Hoppers Using Spreadsheet: Journal of Agricultural Engineering Research January 2010Document7 pagesDesign of Hoppers Using Spreadsheet: Journal of Agricultural Engineering Research January 2010ankur2061No ratings yet
- Stieber Clutch Bearings CatalogueDocument96 pagesStieber Clutch Bearings CatalogueCardoso MalacaoNo ratings yet
- احمد مؤمن ابراهيمDocument6 pagesاحمد مؤمن ابراهيمAhmed MoamenNo ratings yet
- Helical Compressing Spring Calculation PDFDocument4 pagesHelical Compressing Spring Calculation PDFViktor KovtunNo ratings yet
- Break Even Analysis SlidesDocument15 pagesBreak Even Analysis SlidesVimal KanthNo ratings yet
- Proportional Pressure Relief Valve R4V DENISONDocument15 pagesProportional Pressure Relief Valve R4V DENISONBerenice Bautista BelmontesNo ratings yet
- CCC Shaftless Conveyors R2Document15 pagesCCC Shaftless Conveyors R2gocherkeNo ratings yet
- Strainer Type 305Document5 pagesStrainer Type 305alexiel1806No ratings yet
- Product Bulletin No.: TDS-02-14 Release Top Drive Drilling SystemDocument2 pagesProduct Bulletin No.: TDS-02-14 Release Top Drive Drilling SystemcarlosorizabaNo ratings yet
- DHSV TestDocument7 pagesDHSV TestRonald Lucas Silva Lefundes OliveiraNo ratings yet
- Design Hammer MillsDocument12 pagesDesign Hammer MillsSaqib ChandNo ratings yet
- Hall YarboroughDocument8 pagesHall YarboroughLawrence MbahNo ratings yet
- Viking: Product ManualDocument26 pagesViking: Product ManualMailson Apaza KatataNo ratings yet
- Recommendation For Elimination of Lead Filling in Target FlangesDocument10 pagesRecommendation For Elimination of Lead Filling in Target FlangesYoung Su KoNo ratings yet
- Pitch Circle Chordal Distance CalculationDocument1 pagePitch Circle Chordal Distance CalculationHimanshu Sekhar GhadeiNo ratings yet
- Korvet JSC ESP Wellhead Oct-2006Document3 pagesKorvet JSC ESP Wellhead Oct-2006pavel chernov100% (2)
- THEKEY MVP (Testnet) Technical ReportDocument16 pagesTHEKEY MVP (Testnet) Technical ReportJitNo ratings yet
- Fill Only The Yellow Cells !: Pump Rate Pump RateDocument3 pagesFill Only The Yellow Cells !: Pump Rate Pump RateCristian BarbuceanuNo ratings yet
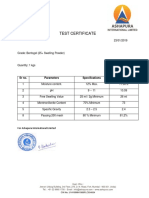
- Test Certificate: SR No. Parameters Specifications ResultsDocument1 pageTest Certificate: SR No. Parameters Specifications ResultsKaustubh PalNo ratings yet
- Camesa TechBulletin-022Document1 pageCamesa TechBulletin-022FauzanNo ratings yet
- PSC Ergodyne Range 2021Document45 pagesPSC Ergodyne Range 2021Project Sales CorpNo ratings yet
- Double U BOP: TC1001 © 2002 Cooper Cameron, Cameron DivisionDocument4 pagesDouble U BOP: TC1001 © 2002 Cooper Cameron, Cameron DivisiontamoorwazireNo ratings yet
- NCS SpotFrac StraddleDocument9 pagesNCS SpotFrac StraddleMauro LozanoNo ratings yet
- CHE241 - Lab Report Solteq Flow Over Wei PDFDocument22 pagesCHE241 - Lab Report Solteq Flow Over Wei PDFHaziq Haikal100% (1)
- Courbon Method: Assumptions and LimitationsDocument2 pagesCourbon Method: Assumptions and LimitationsAditya Singh Chauhan100% (2)
- Action Plan: Financial StatementsDocument4 pagesAction Plan: Financial StatementsSanam PuriNo ratings yet
- Refrigeration & Heat PumpDocument36 pagesRefrigeration & Heat PumpMd. Ahsanur RahmanNo ratings yet
- Refrigeration & Heat PumpDocument36 pagesRefrigeration & Heat PumpMd. Ahsanur RahmanNo ratings yet
- Property Tables and Charts (Si Units)Document50 pagesProperty Tables and Charts (Si Units)Q_TNo ratings yet
- Trial Balance Adjustments Income Statement Account Title Dr. Cr. Dr. Cr. Dr. Cr. Dr. Cr. Adjusted Trial BalanceDocument2 pagesTrial Balance Adjustments Income Statement Account Title Dr. Cr. Dr. Cr. Dr. Cr. Dr. Cr. Adjusted Trial BalanceFaysal AhmedNo ratings yet
- Combustion: Luminous Gas Flame Flame Front Luminous Non-LuminousDocument18 pagesCombustion: Luminous Gas Flame Flame Front Luminous Non-LuminousMd. Ahsanur RahmanNo ratings yet
- Combustion - A Chemical Reaction in Which An Oxidant: Luminous Gas Flame Flame Front Luminous Non-LuminousDocument18 pagesCombustion - A Chemical Reaction in Which An Oxidant: Luminous Gas Flame Flame Front Luminous Non-LuminousFaysal AhmedNo ratings yet
- Chapter 4Document96 pagesChapter 4Faysal AhmedNo ratings yet
- Acceptence SamplingDocument24 pagesAcceptence SamplingFaysal AhmedNo ratings yet
- Lab Manual: Metrology and Industrial InspectionDocument29 pagesLab Manual: Metrology and Industrial InspectionFaysal AhmedNo ratings yet
- Expt 2Document6 pagesExpt 2Thangadurai Senthil Ram PrabhuNo ratings yet
- Styline CollectionDocument3 pagesStyline CollectionFaysal AhmedNo ratings yet
- Styline CollectionDocument3 pagesStyline CollectionFaysal AhmedNo ratings yet
- Internship Report On HR Practices of Styline CollectionDocument41 pagesInternship Report On HR Practices of Styline CollectionFaysal AhmedNo ratings yet
- Thermodynamics For Engineers 1st Edition Kroos Solutions ManualDocument25 pagesThermodynamics For Engineers 1st Edition Kroos Solutions ManualRhondaFisherjity100% (54)
- PHD Thesis: Ing. Petru BoloşDocument33 pagesPHD Thesis: Ing. Petru BoloşSenatorul Melcilor100% (1)
- 3.2.5.applying The Normal Curve Concepts in Problem Solving PDFDocument3 pages3.2.5.applying The Normal Curve Concepts in Problem Solving PDFJhasmin Jane LagamayoNo ratings yet
- 101 Positive Comments For Assesment 1Document7 pages101 Positive Comments For Assesment 1ranjit biswasNo ratings yet
- Essay My Favourite FoodDocument6 pagesEssay My Favourite Foodafabfasaf100% (2)
- Statistics 1Document149 pagesStatistics 1Zaid AhmedNo ratings yet
- 1AC - Reagan MWDocument35 pages1AC - Reagan MWOrange JamNo ratings yet
- My Side of The Mountain PDFDocument61 pagesMy Side of The Mountain PDF12333% (3)
- MR Right - Case Study Test - Summer 2018Document7 pagesMR Right - Case Study Test - Summer 2018jadenNo ratings yet
- Saroj Dulal - Pest Management Practices by Commercial Farmers in Kakani Rural MuncipalityDocument123 pagesSaroj Dulal - Pest Management Practices by Commercial Farmers in Kakani Rural MuncipalitySaroj DulalNo ratings yet
- Introduction To Industrial Laser Materials Processing (Rofin-Rinar Laser) (Z-Lib - Org) - 1Document143 pagesIntroduction To Industrial Laser Materials Processing (Rofin-Rinar Laser) (Z-Lib - Org) - 1bayou71usaNo ratings yet
- Module 2Document28 pagesModule 2Vaishnavi CNo ratings yet
- Aliquat-336 As A Novel Collector For Quartz FlotationDocument8 pagesAliquat-336 As A Novel Collector For Quartz FlotationMaicol PérezNo ratings yet
- Debate PaperDocument8 pagesDebate PaperLove MaribaoNo ratings yet
- Magic Arrays - Multichannel Microphone Array Design Applied To Microphone Arrays Generating Interformat CompatabilityDocument19 pagesMagic Arrays - Multichannel Microphone Array Design Applied To Microphone Arrays Generating Interformat CompatabilitymewarulesNo ratings yet
- Gemuruh Jiwa: Far Away From HomeDocument1 pageGemuruh Jiwa: Far Away From HomeIvy TingNo ratings yet
- Mes 038Document9 pagesMes 038MimiNo ratings yet
- Assement of Data Integrity Risk Areas in Microbiology LabDocument2 pagesAssement of Data Integrity Risk Areas in Microbiology Labfaisal abbasNo ratings yet
- PSE PG Structure ModifedDocument61 pagesPSE PG Structure ModifedAnkit YadavNo ratings yet
- Crime Scene Power PointDocument31 pagesCrime Scene Power PointAya ChouaibNo ratings yet
- Fao 196Document22 pagesFao 196Arthur MericoNo ratings yet
- Once Per Year (RPM Vision Planner) : How To Schedule Your RPM Plan UpdatesDocument1 pageOnce Per Year (RPM Vision Planner) : How To Schedule Your RPM Plan Updatestrav bae0% (1)
- Adams ST - Pierre Post Qualitative InquiryDocument7 pagesAdams ST - Pierre Post Qualitative InquiryJOOST VANMAELENo ratings yet
- Year 9 Mathematics Term 2 Exam PaperDocument20 pagesYear 9 Mathematics Term 2 Exam PaperAyemyanandar KyiNo ratings yet
- Maharishi Sadasiva Isham-AscensionDocument125 pagesMaharishi Sadasiva Isham-AscensionCristian Catalina100% (2)
- 3 (Diffusivity of Gases)Document52 pages3 (Diffusivity of Gases)Nasir ShamsNo ratings yet
- Weatherford OEPS BrochureDocument5 pagesWeatherford OEPS BrochureZharick RojasNo ratings yet
- Experiment 03: Measurement of Absolute Viscosity of Fluid by A Saybolt ViscometerDocument4 pagesExperiment 03: Measurement of Absolute Viscosity of Fluid by A Saybolt Viscometer17044 AZMAIN IKTIDER AKASHNo ratings yet
- Causes and Detection of Damages - Avinashtaru7129 - OfficialDocument13 pagesCauses and Detection of Damages - Avinashtaru7129 - Officialpratik sawantNo ratings yet
- Euro CPKDocument20 pagesEuro CPKnovarhai100% (1)