You might also like
- Problem 12.9Document7 pagesProblem 12.9Free25% (4)
- DistillationDocument185 pagesDistillationChai Hong Loh100% (1)
- Packed Bed Distillation Column Lab ReportDocument13 pagesPacked Bed Distillation Column Lab ReportShamini Sathivel100% (6)
- Tutorial Leaching 2017Document11 pagesTutorial Leaching 2017Victor M. Jaki100% (1)
- Distillation Aspen HysysDocument66 pagesDistillation Aspen HysysCzarina MasicatNo ratings yet
- Vessel DesignDocument43 pagesVessel Designhomiez99No ratings yet
- Constant Falling Head Permeability Test Lab ReportDocument12 pagesConstant Falling Head Permeability Test Lab ReportHaziq Zuhaimi100% (3)
- Extraction Problem Solving DrillDocument2 pagesExtraction Problem Solving Drilledmark icalina40% (5)
- Single Stage Distillation: Che134P/CpmonterolaDocument40 pagesSingle Stage Distillation: Che134P/CpmonterolaConrad Monterola50% (2)
- Pipe Unit PropertiesDocument3 pagesPipe Unit Propertieskrishna_pipingNo ratings yet
- Fan Coil Units (DX-COIL With Heat Pump) : High WallDocument9 pagesFan Coil Units (DX-COIL With Heat Pump) : High WallSTANDARD EDUCATION ACADEMY M.E.P CENTERNo ratings yet
- Mass Transfer PartDocument36 pagesMass Transfer Partoctoviancletus79% (39)
- Liquid-Liquid Extraction Process OptimizationDocument27 pagesLiquid-Liquid Extraction Process OptimizationConrad Monterola100% (1)
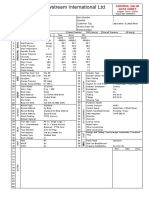
- Control Valve Data SheetDocument6 pagesControl Valve Data SheetsisesetNo ratings yet
- Liquid Liquid ExtractionDocument16 pagesLiquid Liquid ExtractionShahrizatSmailKassimNo ratings yet
- Distillation: Sample ProblemsDocument7 pagesDistillation: Sample ProblemsZeny Naranjo100% (1)
- Exp 06 - Distillation ColumnDocument11 pagesExp 06 - Distillation ColumnAli AhmadNo ratings yet
- Liquid Liquid ExtractionDocument50 pagesLiquid Liquid ExtractionArrianne Jaye Mata86% (14)
- Valve MaintenanceDocument20 pagesValve MaintenanceSaka MpfmNo ratings yet
- Chapter 3 - LeachingeditedDocument51 pagesChapter 3 - LeachingeditedSiti Nurshahira75% (4)
- Solved Problems PDFDocument6 pagesSolved Problems PDFMayank PrasadNo ratings yet
- 2b - Chapter 2 - Fluid Particle Reactions-1Document45 pages2b - Chapter 2 - Fluid Particle Reactions-1Pes Mobile100% (3)
- Separation Processes: Transport Processes and Separation Process Principles CHRISTIE JDocument27 pagesSeparation Processes: Transport Processes and Separation Process Principles CHRISTIE JDeepika Selvaraju S94% (18)
- How To Calculate The NPSH of Pump in HYSYSDocument3 pagesHow To Calculate The NPSH of Pump in HYSYSAnonymous jqevOeP7100% (3)
- Soln KG Inert KG 5 - 1: Sample Problem #1Document1 pageSoln KG Inert KG 5 - 1: Sample Problem #1DozdiNo ratings yet
- Distillation 1Document157 pagesDistillation 1Tapiwa Kaponda100% (1)
- Sample Problem #2Document2 pagesSample Problem #2Dozdi67% (3)
- Problems in Mass TransferDocument3 pagesProblems in Mass TransferAngelica Joyce BenitoNo ratings yet
- Expt. 4 - Batch SedimentationDocument6 pagesExpt. 4 - Batch SedimentationArianne BatallonesNo ratings yet
- Separation Process Compilation of Problem SetDocument55 pagesSeparation Process Compilation of Problem Setjames100% (1)
- 221 06Document25 pages221 06Fransiscus Leo ChandraNo ratings yet
- Module 02 Solutions Thermodynamics Theory SummaryDocument19 pagesModule 02 Solutions Thermodynamics Theory SummaryVanNo ratings yet
- Gas Solubility in Aqueous SolutionDocument93 pagesGas Solubility in Aqueous SolutionArgie Adduru73% (11)
- Single stage extraction calculation and lever arm ruleDocument2 pagesSingle stage extraction calculation and lever arm ruleIsabel RinconNo ratings yet
- Heat and Mass Transfer Distillation ProblemsDocument10 pagesHeat and Mass Transfer Distillation ProblemsMJNo ratings yet
- Continuous Rectification Column Separates Binary MixtureDocument6 pagesContinuous Rectification Column Separates Binary Mixtureanita_shar29No ratings yet
- Mass Transfer PartDocument29 pagesMass Transfer Partoctoviancletus100% (5)
- Constant Underflow Leaching SolutionDocument8 pagesConstant Underflow Leaching SolutionFran LeeNo ratings yet
- Atmospheric Storage Tanks Venting Req API 2000 (6th ED 2009)Document1 pageAtmospheric Storage Tanks Venting Req API 2000 (6th ED 2009)Mohammed AttiaNo ratings yet
- Leaching Worked ProblemsDocument14 pagesLeaching Worked ProblemsSummer Wynn Dacwag67% (6)
- MUO Assignment 1 - SolutionDocument2 pagesMUO Assignment 1 - Solutionpratikxeo3No ratings yet
- Drying Worked ProblemsDocument21 pagesDrying Worked ProblemsSummer Wynn Dacwag90% (10)
- Understanding Mass TransferDocument191 pagesUnderstanding Mass Transferنزار الدهامي100% (1)
- Distillation Tutorial 1Document1 pageDistillation Tutorial 1Richardt LootsNo ratings yet
- 132.3 Flash DistillationDocument26 pages132.3 Flash DistillationKeith SmithNo ratings yet
- Equilibrium.2 ExampleDocument14 pagesEquilibrium.2 Examplekindenew50% (2)
- 10Document4 pages10Adzhani Fajrina67% (3)
- Unit Operation Iii: Vapor-Liquid Separation ProcessesDocument160 pagesUnit Operation Iii: Vapor-Liquid Separation ProcessesDeny AlsanNo ratings yet
- Distillation Problem SetDocument1 pageDistillation Problem SetEfraim Abuel100% (1)
- Aspen Plus IGCC ModelDocument19 pagesAspen Plus IGCC ModelSampath AttuluriNo ratings yet
- Assignment 2Document3 pagesAssignment 2deepika snehi100% (1)
- Sample Problems On Gas AbsorptionDocument2 pagesSample Problems On Gas AbsorptionKevin Laganao67% (3)
- Separation Process 1Document86 pagesSeparation Process 1hanisshi50% (4)
- Halibut LeachingDocument1 pageHalibut LeachingClint Regondola Mohammed25% (4)
- Distillation Problem 6Document3 pagesDistillation Problem 6Efraim AbuelNo ratings yet
- Che341 Examples BatchrDocument9 pagesChe341 Examples BatchrAybike TaşdemirNo ratings yet
- Tutorial-7 SolDocument3 pagesTutorial-7 SolAvengerNo ratings yet
- Separating gases with membranes and adsorptionDocument4 pagesSeparating gases with membranes and adsorptionHanee Farzana HizaddinNo ratings yet
- EXP-2 Verification of Rayleigh Equation For Batch DistillationDocument3 pagesEXP-2 Verification of Rayleigh Equation For Batch DistillationSiddharth Mohapatra100% (2)
- Mass Transfer Part 14 PDFDocument34 pagesMass Transfer Part 14 PDFToni ChandraNo ratings yet
- TutrealDocument2 pagesTutrealsaint deanNo ratings yet
- MTO AssignmentDocument4 pagesMTO AssignmentBishal LamichhaneNo ratings yet
- Assignment Problems Batch I (R.No. 102117001 To 102117011)Document7 pagesAssignment Problems Batch I (R.No. 102117001 To 102117011)Nishanth ChandranNo ratings yet
- Continuous Distillation Practice 1Document35 pagesContinuous Distillation Practice 1Najmul Puda PappadamNo ratings yet
- Tutorial-Chapter 2 (June - Oct 2013)Document5 pagesTutorial-Chapter 2 (June - Oct 2013)paulineanakmawatNo ratings yet
- 2023 SPU260S Tutorial 3 QuestionsDocument6 pages2023 SPU260S Tutorial 3 QuestionsMABUKE NDINAINWI INNOCENTIANo ratings yet
- Distillation HWDocument1 pageDistillation HWKhin OoNo ratings yet
- Separation of Benzene and Toluene Using McCabe-Thiele MethodDocument1 pageSeparation of Benzene and Toluene Using McCabe-Thiele Methodibtihal esamNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- 23 5 Halfrange Fourier SeriesDocument7 pages23 5 Halfrange Fourier SeriesMonotobo X MakinaNo ratings yet
- MASS TRANSFER ECP 224 DRYINGDocument50 pagesMASS TRANSFER ECP 224 DRYINGTapiwa KapondaNo ratings yet
- Mass Transfer Ecp 224: Unit 4: LeachingDocument53 pagesMass Transfer Ecp 224: Unit 4: LeachingTapiwa KapondaNo ratings yet
- Exercide 1 DistillationDocument1 pageExercide 1 DistillationTapiwa KapondaNo ratings yet
- 23 3 Even N Odd FuncnsDocument10 pages23 3 Even N Odd Funcnsfatcode27No ratings yet
- 1 3 Simplificatn N FactorisatnDocument15 pages1 3 Simplificatn N Factorisatntarek moahmoud khalifaNo ratings yet
- 23 7 Applicatn Fourier SeriesDocument6 pages23 7 Applicatn Fourier SeriesCharan ChariNo ratings yet
- 20 6 Transfer FunctionsDocument9 pages20 6 Transfer Functionstarek mahmoudNo ratings yet
- 23 2 RPRSNT Periodc Funcn Fourr SeriesDocument21 pages23 2 RPRSNT Periodc Funcn Fourr SeriesbtocbNo ratings yet
- 30 5 Itrtv Mthds Systms EqnsDocument19 pages30 5 Itrtv Mthds Systms EqnsTapiwa KapondaNo ratings yet
- 23 1 Periodic FunctionsDocument8 pages23 1 Periodic FunctionsDibas TripathiNo ratings yet
- 30 3 Lu DecmpDocument13 pages30 3 Lu DecmpdamiesiksNo ratings yet
- 26 4 BSC CMPLX IntDocument10 pages26 4 BSC CMPLX IntKay Chan SothearaNo ratings yet
- Of Approximation Numerical Methods: Learning OutcomesDocument27 pagesOf Approximation Numerical Methods: Learning OutcomesTapiwa KapondaNo ratings yet
- 31 2 Num IntDocument30 pages31 2 Num IntTapiwa KapondaNo ratings yet
- Fourier Transforms: Learning OutcomesDocument13 pagesFourier Transforms: Learning OutcomesBeam MoonNo ratings yet
- 26 6 Snglrts N Resdus PDFDocument9 pages26 6 Snglrts N Resdus PDFSubham YadavNo ratings yet
- 24 3 Special Fourier Trnsform PairsDocument11 pages24 3 Special Fourier Trnsform PairsGanesh RadharamNo ratings yet
- 24 2 Properties Fourier Trnsform PDFDocument13 pages24 2 Properties Fourier Trnsform PDFsandeepNo ratings yet
- Fluidized Bed ReactorDocument23 pagesFluidized Bed ReactorHelberth Lopes50% (2)
- Boiling Heat Transfer - Annurev - Fluid.30.1Document37 pagesBoiling Heat Transfer - Annurev - Fluid.30.1agnotts09No ratings yet
- Reactors Can Be Selected Depending Upon Following FactorsDocument5 pagesReactors Can Be Selected Depending Upon Following FactorsGulfam RazaNo ratings yet
- Non-Uniform Flow: 4.1.1. GeneralDocument20 pagesNon-Uniform Flow: 4.1.1. Generaljose03No ratings yet
- M. Tech. HPE S-13Document41 pagesM. Tech. HPE S-13Sree Harsha VardhanaNo ratings yet
- IIR Educational Course Refrigeration Fundamentals: Prof. A. Pilatte Faculté Polytechnique de Mons - BelgiumDocument197 pagesIIR Educational Course Refrigeration Fundamentals: Prof. A. Pilatte Faculté Polytechnique de Mons - BelgiumnasierrasNo ratings yet
- Design of Liquefaction Process of Biogas Using Aspen HYSYS SimulationDocument6 pagesDesign of Liquefaction Process of Biogas Using Aspen HYSYS SimulationMiftahFakhriansyahNo ratings yet
- Two Hours Per Week: Theory of PlasticityDocument2 pagesTwo Hours Per Week: Theory of PlasticityFadhil AJNo ratings yet
- My Time TableDocument1 pageMy Time Tablejaypatel590No ratings yet
- Chapter 5 Fluid Flow P2Document27 pagesChapter 5 Fluid Flow P2NURIN JAZLIENA BINTI HAZIZAN / UPMNo ratings yet
- Fluid Machinery Module 4 - Continuation of Centrifugal PumpsDocument3 pagesFluid Machinery Module 4 - Continuation of Centrifugal PumpsMark Renbel ParanNo ratings yet
- Air and WaterDocument28 pagesAir and WaterShaista HajiraNo ratings yet
- Model B: Thermostatic Control ValvesDocument13 pagesModel B: Thermostatic Control ValvesRei_budNo ratings yet
- Fundamentals of PerformanceDocument2 pagesFundamentals of PerformanceAnonymous ANo ratings yet
- Guidelines for Establishing Allowable Loads of Tube-to-Tubesheet JointsDocument8 pagesGuidelines for Establishing Allowable Loads of Tube-to-Tubesheet JointsADRIANNo ratings yet
- Scrubbing of HCL Gas From Synthesis Gas in A Multistage Dual-Flow Sieve Plate Wet Scrubber by Alkaline SolutionDocument7 pagesScrubbing of HCL Gas From Synthesis Gas in A Multistage Dual-Flow Sieve Plate Wet Scrubber by Alkaline SolutionHotib PerwiraNo ratings yet
- Air Handling Units Air Handling Units: Technical Catalogue Technical CatalogueDocument34 pagesAir Handling Units Air Handling Units: Technical Catalogue Technical CatalogueTemuri AsanidzNo ratings yet
- MH16 Series ROOFTOP AC Manual REV 2013Document19 pagesMH16 Series ROOFTOP AC Manual REV 2013caleb perezNo ratings yet
- TR03-011A LXE10E-1 Parts ManualDocument52 pagesTR03-011A LXE10E-1 Parts ManualSofyane BerhamatNo ratings yet
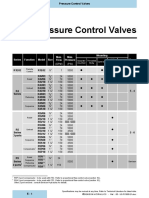
- Pressure Control Valves SpecificationsDocument3 pagesPressure Control Valves Specificationsshahrol effendy rodziNo ratings yet
- Condensate SystemDocument1 pageCondensate SystemAkhilesh VijayaKumarNo ratings yet