You might also like
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Seamless Carbon Steel Pipe For Atmospheric and Lower TemperaturesDocument8 pagesSeamless Carbon Steel Pipe For Atmospheric and Lower TemperaturesAlejandro GonzálezNo ratings yet
- Welded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeDocument5 pagesWelded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeChetan PawarNo ratings yet
- Ductile Iron Gravity Sewer Pipe: Standard Specification ForDocument24 pagesDuctile Iron Gravity Sewer Pipe: Standard Specification Forist93993No ratings yet
- Pipe FabricationDocument42 pagesPipe FabricationJanani M Janani67% (6)
- Ductile Iron Culvert Pipe: Standard Specification ForDocument5 pagesDuctile Iron Culvert Pipe: Standard Specification Forist93993No ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceJosé Ramón GutierrezNo ratings yet
- Designation B 828 - 002Document11 pagesDesignation B 828 - 002Raron1No ratings yet
- Piping Mat - L SpecificationDocument56 pagesPiping Mat - L SpecificationCua TranNo ratings yet
- Astm A501 01Document3 pagesAstm A501 01baezjair2135No ratings yet
- Nonstructural Steel Framing Members: Standard Specification ForDocument6 pagesNonstructural Steel Framing Members: Standard Specification ForJesús Luis Arce GuillermoNo ratings yet
- C645 Nonstructural Steel Framing PDFDocument6 pagesC645 Nonstructural Steel Framing PDFkatubelitos100% (1)
- 6.equipment DesignDocument52 pages6.equipment DesignLeong CheaNo ratings yet
- A716-08 (2014) Standard Specification For Ductile Iron Culvert PipeDocument5 pagesA716-08 (2014) Standard Specification For Ductile Iron Culvert PipejuegyiNo ratings yet
- ASTM A 252Document7 pagesASTM A 252Widi NugrahaNo ratings yet
- Welded and Seamless Steel Pipe Piles: Standard Specification ForDocument7 pagesWelded and Seamless Steel Pipe Piles: Standard Specification ForCynthia GutierrezNo ratings yet
- Structural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsDocument19 pagesStructural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsPaulo GalvãoNo ratings yet
- Cast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsDocument8 pagesCast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsNeeraj kumarNo ratings yet
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForMartuaHaojahanSaragihSidabutarNo ratings yet
- Heavy Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsDocument8 pagesHeavy Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsFernando Da RosNo ratings yet
- A 1024 - A 1024m - 02 QtewmjqvqtewmjrnDocument6 pagesA 1024 - A 1024m - 02 Qtewmjqvqtewmjrnalucard375No ratings yet
- A134 PDFDocument4 pagesA134 PDFالGINIRAL FREE FIRENo ratings yet
- Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsDocument5 pagesMetal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission Systemsrohit kumarNo ratings yet
- Astm A716 18 2022Document3 pagesAstm A716 18 2022نايفف بن عبداللهNo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForBobNo ratings yet
- Load-Bearing (Transverse and Axial) Steel Studs, Runners (Tracks), and Bracing or Bridging For Screw Application of Gypsum Panel Products and Metal Plaster BasesDocument4 pagesLoad-Bearing (Transverse and Axial) Steel Studs, Runners (Tracks), and Bracing or Bridging For Screw Application of Gypsum Panel Products and Metal Plaster BasesJesús Luis Arce GuillermoNo ratings yet
- Astm A178 A178m-02 PDFDocument4 pagesAstm A178 A178m-02 PDFZaida Isadora Torres Vera100% (1)
- C955 09Document4 pagesC955 09jacr27No ratings yet
- A 498 - 98 Qtq5oc1sruqDocument4 pagesA 498 - 98 Qtq5oc1sruqsingaravelan narayanasamyNo ratings yet
- Substation Design StandardsDocument43 pagesSubstation Design Standardsomar100% (1)
- AISE No7 Ladle Hooks 1991Document9 pagesAISE No7 Ladle Hooks 1991Zhifan FuNo ratings yet
- 5504Document10 pages5504hhr2412No ratings yet
- A 972 - A 972M - 00 Qtk3mi9botcytq - PDFDocument4 pagesA 972 - A 972M - 00 Qtk3mi9botcytq - PDFSaad AyubNo ratings yet
- 1 Scope of The Document: Pipeline ParametersDocument4 pages1 Scope of The Document: Pipeline Parametersazhagu duraiNo ratings yet
- Specification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesDocument6 pagesSpecification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesezequieltoniNo ratings yet
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification Forrgi178No ratings yet
- A 333 Â " A 333M Â " 04 - QTMZMY0WNADocument7 pagesA 333 Â " A 333M Â " 04 - QTMZMY0WNAhNo ratings yet
- Astm C-645Document7 pagesAstm C-645sabbirNo ratings yet
- A134 PDFDocument4 pagesA134 PDFAlberto DiazNo ratings yet
- Wrought Seamless and Welded and Drawn Cobalt Alloy Small Diameter Tubing For Surgical Implants (UNS R30003, UNS R30008, UNS R30035, UNS R30605, and UNS R31537)Document6 pagesWrought Seamless and Welded and Drawn Cobalt Alloy Small Diameter Tubing For Surgical Implants (UNS R30003, UNS R30008, UNS R30035, UNS R30605, and UNS R31537)masoudNo ratings yet
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForDocument9 pagesElectric-Resistance-Welded Steel Pipe: Standard Specification Foramit02mechNo ratings yet
- 1 Scope of The Document: Pipeline ParametersDocument5 pages1 Scope of The Document: Pipeline Parametersazhagu duraiNo ratings yet
- Welded and Seamless Steel Pipe Piles: Standard Specification ForDocument7 pagesWelded and Seamless Steel Pipe Piles: Standard Specification ForDang Thanh TuanNo ratings yet
- C 955 Â " 00 QZK1NS0WMEEDocument4 pagesC 955 Â " 00 QZK1NS0WMEESebastián RodríguezNo ratings yet
- Plain End Seamless and Electric-Resistance-Welded Steel Pipe For High-Pressure Pipe-Type Cable CircuitsDocument5 pagesPlain End Seamless and Electric-Resistance-Welded Steel Pipe For High-Pressure Pipe-Type Cable CircuitsAlejandro GonzálezNo ratings yet
- 23 31 13 DuctworkDocument4 pages23 31 13 DuctworkLangzkie NalipaNo ratings yet
- A381-96 (2012) - Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsDocument5 pagesA381-96 (2012) - Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsSRIDHAR BABU KONADANo ratings yet
- A847Document5 pagesA847Sallemi GuafrachNo ratings yet
- Microsoft Word - GS 3-10-16 - MainbodyDocument18 pagesMicrosoft Word - GS 3-10-16 - MainbodyAnishkumar KumarasamyNo ratings yet
- ASME SECTION II A SA-178 SA-178MDocument6 pagesASME SECTION II A SA-178 SA-178Mksd2No ratings yet
- A 178 Â " A 178M Â " 02 - QTE3OC9BMTC4TQDocument4 pagesA 178 Â " A 178M Â " 02 - QTE3OC9BMTC4TQhans ccNo ratings yet
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForالGINIRAL FREE FIRENo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForPaulo GalvãoNo ratings yet
- Metal-Arc-Welded Carbon or High-Strength Low-Alloy Steel Pipe For Use With High-Pressure Transmission SystemsDocument4 pagesMetal-Arc-Welded Carbon or High-Strength Low-Alloy Steel Pipe For Use With High-Pressure Transmission Systemsist93993No ratings yet
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocument10 pagesEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNo ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion Resistancewatt_hrNo ratings yet
- Astm A333 A333m 16Document4 pagesAstm A333 A333m 16mrwolveringNo ratings yet
- A 822 - 90 r00 Qtgymi9bodiyts1sruqDocument5 pagesA 822 - 90 r00 Qtgymi9bodiyts1sruqsachinguptachdNo ratings yet
- 12สำนักงานกลางชั่งตวงวัดDocument1 page12สำนักงานกลางชั่งตวงวัดpuwarin najaNo ratings yet
- 2สำนักงานกลางชั่งตวงวัดDocument1 page2สำนักงานกลางชั่งตวงวัดkatfyNo ratings yet
- 3สำนักงานกลางชั่งตวงวัดDocument1 page3สำนักงานกลางชั่งตวงวัดkatfyNo ratings yet
- ภาพนิ่ง 1Document22 pagesภาพนิ่ง 1puwarin najaNo ratings yet
- 26สำนักงานกลางชั่งตวงวัดDocument1 page26สำนักงานกลางชั่งตวงวัดpuwarin najaNo ratings yet
- Ef BF Ÿ Ÿ Ÿ Ÿ Ÿ GH &%i '0j klm'0n O"p 5 k4 5 q0p KGH &20rokl"# $ %&'" (&ÿDocument1 pageEf BF Ÿ Ÿ Ÿ Ÿ Ÿ GH &%i '0j klm'0n O"p 5 k4 5 q0p KGH &20rokl"# $ %&'" (&ÿpuwarin najaNo ratings yet
- 8สำนักงานกลางชั่งตวงวัดDocument1 page8สำนักงานกลางชั่งตวงวัดpuwarin najaNo ratings yet
- 9สำนักงานกลางชั่งตวงวัดDocument1 page9สำนักงานกลางชั่งตวงวัดpuwarin najaNo ratings yet
- Popular Literary Magazine Covers from the 19th CenturyDocument1 pagePopular Literary Magazine Covers from the 19th Centurypuwarin najaNo ratings yet
- 11สำนักงานกลางชั่งตวงวัดDocument1 page11สำนักงานกลางชั่งตวงวัดpuwarin najaNo ratings yet
- How local farmers are adapting to climate changeDocument32 pagesHow local farmers are adapting to climate changepuwarin najaNo ratings yet
- 12สำนักงานกลางชั่งตวงวัดDocument1 page12สำนักงานกลางชั่งตวงวัดpuwarin najaNo ratings yet
- G16S-0205-01 - Repair Hot Drip Galv SurfaceDocument5 pagesG16S-0205-01 - Repair Hot Drip Galv Surfacepuwarin naja100% (1)
- Kikuchi Industry (Thailand) Co., LTDDocument56 pagesKikuchi Industry (Thailand) Co., LTDpuwarin najaNo ratings yet
- G16S-0205-04 - Shop Coat Galv Surf (Duplex)Document3 pagesG16S-0205-04 - Shop Coat Galv Surf (Duplex)puwarin naja100% (1)
- Welded Pipes - API 5L Grade X65 PSL 2Document2 pagesWelded Pipes - API 5L Grade X65 PSL 2Minh TrungNo ratings yet
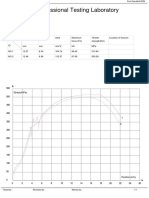
- Professional Testing Laboratory: 550 Stress (Mpa)Document1 pageProfessional Testing Laboratory: 550 Stress (Mpa)puwarin najaNo ratings yet
- G16S-0202-07 - Two Layer PaintingDocument7 pagesG16S-0202-07 - Two Layer Paintingpuwarin naja100% (1)
- Thép hàn ống xoắnDocument10 pagesThép hàn ống xoắntranvanhieuk40mbNo ratings yet
- Australian Standard: Calibration Blocks and Their Methods of Use in Ultrasonic TestingDocument7 pagesAustralian Standard: Calibration Blocks and Their Methods of Use in Ultrasonic Testingpuwarin najaNo ratings yet
- G16S-0205-03 - Hot Drip GalvDocument2 pagesG16S-0205-03 - Hot Drip Galvpuwarin najaNo ratings yet
- Safety and Construction Procedures For International Projects 600.730Document37 pagesSafety and Construction Procedures For International Projects 600.730puwarin najaNo ratings yet
- Table 7 Chemical Composition Requirements For Weld Metal: ASME BPVC - II.C-2015 SFA-5.1/SFA-5.1MDocument1 pageTable 7 Chemical Composition Requirements For Weld Metal: ASME BPVC - II.C-2015 SFA-5.1/SFA-5.1Mpuwarin najaNo ratings yet
- Api580 1Document5 pagesApi580 1RamyMoustafa100% (1)
- Geg A: Pressure Testing Process Piping and Equipment 670.219Document36 pagesGeg A: Pressure Testing Process Piping and Equipment 670.219puwarin najaNo ratings yet
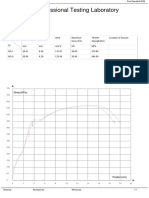
- Professional Testing Laboratory: 700 Stress (Mpa)Document1 pageProfessional Testing Laboratory: 700 Stress (Mpa)puwarin najaNo ratings yet
- Asme BPVC - Ii.c-2015 Sfa-5.9/sfa-5.9mDocument1 pageAsme BPVC - Ii.c-2015 Sfa-5.9/sfa-5.9mpuwarin najaNo ratings yet
- 660.501 A01 Standard Clean (Class SC) Inspection and Acceptance RequirementsDocument3 pages660.501 A01 Standard Clean (Class SC) Inspection and Acceptance Requirementspuwarin najaNo ratings yet
- PROCESS CLEAN (CLASS B) INSPECTION AND ACCEPTANCE REQUIREMENTSDocument4 pagesPROCESS CLEAN (CLASS B) INSPECTION AND ACCEPTANCE REQUIREMENTSpuwarin najaNo ratings yet
- Pipelines, Cathodic Protection Systems 670.840 : Rocess Ystems Ngineering Fabrication and Erection SpecificationDocument9 pagesPipelines, Cathodic Protection Systems 670.840 : Rocess Ystems Ngineering Fabrication and Erection Specificationpuwarin najaNo ratings yet
- Leser Transmittal (EN)Document1 pageLeser Transmittal (EN)Mohamed RaafatNo ratings yet
- Bar Bending Schedule of Box CulvertDocument8 pagesBar Bending Schedule of Box CulvertMiguel LuqueNo ratings yet
- Lux calculation sheetDocument3 pagesLux calculation sheetKrishna PATELNo ratings yet
- Nichias Gasket Tombo1995Document3 pagesNichias Gasket Tombo1995Richard SmithNo ratings yet
- ASTM C 932 - Stanadard Specification For Surface Applied Bonding Compound For Exterioir Plastering PDFDocument8 pagesASTM C 932 - Stanadard Specification For Surface Applied Bonding Compound For Exterioir Plastering PDFibrahimNo ratings yet
- Shotcrete Nozzleman Certification Qualification in North AmericaDocument9 pagesShotcrete Nozzleman Certification Qualification in North AmericaThanh T. NguyenNo ratings yet
- Conversion Chart Fraction Decimal MillimeterDocument3 pagesConversion Chart Fraction Decimal MillimeterPedja BekicNo ratings yet
- Lifting Works Positioning Method StatementDocument18 pagesLifting Works Positioning Method StatementDarren LiewNo ratings yet
- Three Storey Commercial BuildingDocument2 pagesThree Storey Commercial Buildingrichard romasantaNo ratings yet
- Quantity Surveying Profession in Indonesian Construction IndustryDocument69 pagesQuantity Surveying Profession in Indonesian Construction IndustryMuhammad FakhriNo ratings yet
- TTMC W2030eDocument8 pagesTTMC W2030eThongNguyenNo ratings yet
- AISC 13ed - LRFD Bolted Moment Connections Post r4Document614 pagesAISC 13ed - LRFD Bolted Moment Connections Post r4kfischer13No ratings yet
- American Wide Flange BeamsDocument4 pagesAmerican Wide Flange BeamsMang KulasNo ratings yet
- Checklist For Wet SprayingDocument4 pagesChecklist For Wet SprayingWiwa Hernandez DonosoNo ratings yet
- Incremental HousingDocument13 pagesIncremental HousingnirmalaNo ratings yet
- 450╦«┴·═╖╦╡├≈╩Θ003ok engDocument27 pages450╦«┴·═╖╦╡├≈╩Θ003ok engGabriel IbarraNo ratings yet
- Design GuideDocument30 pagesDesign Guiderapidindustries100% (6)
- COST ESTIMATE FOR CROSS DRAINAGEDocument12 pagesCOST ESTIMATE FOR CROSS DRAINAGEManish PatelNo ratings yet
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTDocument19 pagesB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahNo ratings yet
- CP150 SMDocument50 pagesCP150 SMjacklyn ade putra100% (1)
- TIA/EIA Gin PolesDocument38 pagesTIA/EIA Gin PolesmissifussNo ratings yet
- Welding: 5.2.1. Reinforcement and BackingDocument16 pagesWelding: 5.2.1. Reinforcement and BackingakankwasaNo ratings yet
- Daily Progress Report Geology/Geotechnical Section: Tarbela Hydropower Project. Extention-5Document7 pagesDaily Progress Report Geology/Geotechnical Section: Tarbela Hydropower Project. Extention-5Saim WaqarNo ratings yet
- Material Management by Using SAP in Real Estate Construction SectorDocument6 pagesMaterial Management by Using SAP in Real Estate Construction Sectorcodertutorial comNo ratings yet
- Peb Kbsil Rev 1Document57 pagesPeb Kbsil Rev 1prabhakarsunku100% (2)
- Carrier Twinning InstructionsDocument38 pagesCarrier Twinning InstructionsMarsha FewNo ratings yet
- CONNECTION: DETAIL-D9 - Bolted Moment End PlateDocument4 pagesCONNECTION: DETAIL-D9 - Bolted Moment End PlateAkhil VNNo ratings yet
- CR 0701 CH 10Document13 pagesCR 0701 CH 10Rıfat BingülNo ratings yet
- Inventario DCDocument10 pagesInventario DCIsabelNo ratings yet
- Pole RssDocument2 pagesPole Rssgenial72No ratings yet