You might also like
- Weld Quality Inspection and DefectsDocument9 pagesWeld Quality Inspection and DefectsNIDHOM IQBAL RAMADHANNo ratings yet
- Weld Defects Handbook - Lack of FusionDocument1 pageWeld Defects Handbook - Lack of FusionDanilova SonjaNo ratings yet
- When A Refractory Failure Isn't - Some Anchor IssuesDocument8 pagesWhen A Refractory Failure Isn't - Some Anchor IssuesBerkan FidanNo ratings yet
- Handbook - Weld DefectsDocument1 pageHandbook - Weld Defectskaveh-bahiraeeNo ratings yet
- Welding Defect: Major CausesDocument9 pagesWelding Defect: Major CausesCarlos BustamanteNo ratings yet
- Handbook - Weld Defects 05Document1 pageHandbook - Weld Defects 05Danilova SonjaNo ratings yet
- 10 Welding Defects & RemediesDocument12 pages10 Welding Defects & RemediesvilukNo ratings yet
- Welding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal CrackingDocument9 pagesWelding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal Crackinglakshmigsr6610No ratings yet
- Visual 001Document11 pagesVisual 001kattabommanNo ratings yet
- Welds CracksDocument8 pagesWelds Cracksaltaf94No ratings yet
- 03 Welding Imperfections 29-11-03Document17 pages03 Welding Imperfections 29-11-03bizhanjNo ratings yet
- Welding DefectsDocument38 pagesWelding DefectsvvpvarunNo ratings yet
- Welding Defect: Hydrogen EmbrittlementDocument8 pagesWelding Defect: Hydrogen EmbrittlementShajin Mohammed ShamsudhinNo ratings yet
- Weld Failures A CompendiaryDocument3 pagesWeld Failures A CompendiaryTC Capulcu Mustafa MNo ratings yet
- Weld DefectsDocument45 pagesWeld Defectsanon_256154377No ratings yet
- Defects - Solidification Cracking - TWIDocument8 pagesDefects - Solidification Cracking - TWIJlkKumarNo ratings yet
- Welding Defects - 5Document61 pagesWelding Defects - 5me0906840087No ratings yet
- Weld Defect - WikeepidiaDocument5 pagesWeld Defect - Wikeepidiapuri16No ratings yet
- Pipeline Inspector 1667834732Document57 pagesPipeline Inspector 1667834732Dhani de EngineurNo ratings yet
- Lamellar TearingDocument6 pagesLamellar TearingAndreaNo ratings yet
- Weld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionDocument4 pagesWeld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionmanimaranNo ratings yet
- Welding Defects Part 4Document56 pagesWelding Defects Part 4Nanang Cesc UttaNo ratings yet
- Identifying Casting DefectsDocument4 pagesIdentifying Casting Defectsdarwin_huaNo ratings yet
- Welding Failure Causes and PreventionDocument5 pagesWelding Failure Causes and Preventionmangalraj900No ratings yet
- 03 Welding Imperfections 30-03-07 (2Document20 pages03 Welding Imperfections 30-03-07 (2geokovoorNo ratings yet
- Welding Defects Causes & SolutionsDocument30 pagesWelding Defects Causes & SolutionsAkshay Kumar100% (1)
- Types of CrackingDocument26 pagesTypes of CrackingAnonymous c3eiDyWNo ratings yet
- Visual Inspection 3.0Document69 pagesVisual Inspection 3.0Ari GandaraNo ratings yet
- Prevent CrackingDocument2 pagesPrevent CrackingRafeek ShaikhNo ratings yet
- Identifying Casting DefectsDocument5 pagesIdentifying Casting Defectsrajeevkv4No ratings yet
- Geometric shape imperfections types and causes reviewDocument18 pagesGeometric shape imperfections types and causes reviewamit4709No ratings yet
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Document1 pageHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggNo ratings yet
- Weld Failure Causes and PreventionDocument5 pagesWeld Failure Causes and PreventionMidhun K ChandraboseNo ratings yet
- Defects Reheat CrackingDocument5 pagesDefects Reheat Crackingguru_terexNo ratings yet
- Detecting and preventing lack of sidewall and inter-run fusion in weldsDocument4 pagesDetecting and preventing lack of sidewall and inter-run fusion in weldsguru_terexNo ratings yet
- LamelerDocument5 pagesLamelerPrasetyaOne NugraHantoeNo ratings yet
- Avoidance of Discontinuities in The Joint HardoxDocument10 pagesAvoidance of Discontinuities in The Joint HardoxfsfunbNo ratings yet
- WJM Technologies: Excellence in Material JoiningDocument5 pagesWJM Technologies: Excellence in Material Joiningarjun prajapatiNo ratings yet
- Geometric shape welding imperfections causes and typesDocument12 pagesGeometric shape welding imperfections causes and typesbipete69No ratings yet
- Geometric Shape Imperfections in Welding - Causes and Acceptance StandardsDocument16 pagesGeometric Shape Imperfections in Welding - Causes and Acceptance StandardsGabriel PanaNo ratings yet
- 01 - Welding Lectures 1-6Document113 pages01 - Welding Lectures 1-6Govind GuptaNo ratings yet
- Defects/imperfections in Welds - Reheat Cracking: IdentificationDocument4 pagesDefects/imperfections in Welds - Reheat Cracking: IdentificationtuanNo ratings yet
- Weld DefectsDocument45 pagesWeld DefectsEhigiator Joseph100% (5)
- Handbook - Weld Defects 06Document1 pageHandbook - Weld Defects 06Danilova SonjaNo ratings yet
- Weld Defects and How To Avoid Them: ContinuedDocument5 pagesWeld Defects and How To Avoid Them: ContinuedFaizPuadNo ratings yet
- Weld Defects and Imperfections GuideDocument43 pagesWeld Defects and Imperfections Guideraju100% (1)
- A General Review of Geometric Shape Imperfections - Types and Causes - Part 1 - Job Knowledge 67Document5 pagesA General Review of Geometric Shape Imperfections - Types and Causes - Part 1 - Job Knowledge 67tuanNo ratings yet
- Weld Defects TWIDocument96 pagesWeld Defects TWISabir Shabbir100% (7)
- FEM_Modelling_of_Weld_Damage_in_Continuous_Cold_RoDocument11 pagesFEM_Modelling_of_Weld_Damage_in_Continuous_Cold_RoAimen AouniNo ratings yet
- What Are Wormholes and How Can They Be PreventedDocument13 pagesWhat Are Wormholes and How Can They Be PreventedElvin MenlibaiNo ratings yet
- TVL - SM 11 - w6Document4 pagesTVL - SM 11 - w6CrisTopher L CablaidaNo ratings yet
- Lack of Fusion PDFDocument6 pagesLack of Fusion PDFDhinesh GnanadhasNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- 25 Best Things To Do in StuttgartDocument42 pages25 Best Things To Do in StuttgartDanilova SonjaNo ratings yet
- Stuttgard 2019Document8 pagesStuttgard 2019Danilova SonjaNo ratings yet
- 5 whyTableAnalysis Step by StepDocument18 pages5 whyTableAnalysis Step by StepJoaquina_JoaquinaNo ratings yet
- Handbook - Weld Defects 10Document1 pageHandbook - Weld Defects 10Danilova SonjaNo ratings yet
- Handbook - Weld Defects 12Document1 pageHandbook - Weld Defects 12Danilova SonjaNo ratings yet
- Weld Defects Handbook - Causes and SolutionsDocument1 pageWeld Defects Handbook - Causes and SolutionsDanilova SonjaNo ratings yet
- Handbook - Weld Defects 1Document1 pageHandbook - Weld Defects 1Danilova SonjaNo ratings yet
- Handbook - Weld Defects 11Document1 pageHandbook - Weld Defects 11Danilova SonjaNo ratings yet
- Figure 10-2 - Example of Lack of FusionDocument1 pageFigure 10-2 - Example of Lack of FusionDanilova SonjaNo ratings yet
- Handbook - Weld Defects 07Document1 pageHandbook - Weld Defects 07Danilova SonjaNo ratings yet
- Handbook - Weld Defects 05Document1 pageHandbook - Weld Defects 05Danilova SonjaNo ratings yet
- Electron Beam Welding SafetyDocument1 pageElectron Beam Welding SafetyDanilova SonjaNo ratings yet
- Handbook - Weld Defects 06Document1 pageHandbook - Weld Defects 06Danilova SonjaNo ratings yet
- Handbook - Weld Defects 02Document1 pageHandbook - Weld Defects 02Danilova SonjaNo ratings yet
- Handbook - Weld Defects 01Document1 pageHandbook - Weld Defects 01Danilova SonjaNo ratings yet
- Standard For Protection of Austenitic Stainless Steel and Nickel Alloy MaterialsDocument4 pagesStandard For Protection of Austenitic Stainless Steel and Nickel Alloy Materialsharry100% (1)
- Tubacex: Your global technological partner for powergen pipes and tubesDocument20 pagesTubacex: Your global technological partner for powergen pipes and tubesvalli rajuNo ratings yet
- 01-Pet Eng Design - PTE - 470 - IntroductionDocument30 pages01-Pet Eng Design - PTE - 470 - IntroductionHassan KhalifeNo ratings yet
- Astm B 464-2010Document3 pagesAstm B 464-2010reza acbariNo ratings yet
- Grillete - MCLEAN ASH-55Document1 pageGrillete - MCLEAN ASH-55RogerNo ratings yet
- SEC VIII D1 B PT UF - Part UF Requirements For Pressure Vessels Fabricated by ForgingDocument6 pagesSEC VIII D1 B PT UF - Part UF Requirements For Pressure Vessels Fabricated by ForgingJoel SantaellaNo ratings yet
- Welding 3&4 REV21Document40 pagesWelding 3&4 REV21Muhd Shabeeb ANo ratings yet
- Karakteristik Kawat LasDocument36 pagesKarakteristik Kawat LasKen RanggaNo ratings yet
- STEEL GRADE COMPARISON FACT SHEETDocument1 pageSTEEL GRADE COMPARISON FACT SHEETCandra YuniartoNo ratings yet
- NOR - Steel Sucker Rods and Pony Rods - V2Document8 pagesNOR - Steel Sucker Rods and Pony Rods - V2Cosersum Int C ANo ratings yet
- WOMBAT-2.2TA - K27-ST150 (1) PioneerDocument8 pagesWOMBAT-2.2TA - K27-ST150 (1) Pioneer57jfx7y86xNo ratings yet
- PEMBUATAN SERTA PENGUJIAN KEKERASAN DAN KOMPOSISI KIMIA PRODUK CINDERAMATA BERLOGO SOLIDARITY M FOREVER DENGAN METODE PENGECORAN LOGAM MENGGUNAKAN BAHAN ALUMUNIUM 6063Document46 pagesPEMBUATAN SERTA PENGUJIAN KEKERASAN DAN KOMPOSISI KIMIA PRODUK CINDERAMATA BERLOGO SOLIDARITY M FOREVER DENGAN METODE PENGECORAN LOGAM MENGGUNAKAN BAHAN ALUMUNIUM 6063Ridwan NugrahaNo ratings yet
- DENR Administrative Order No-2017-10Document2 pagesDENR Administrative Order No-2017-10Manila Today100% (1)
- SA-517 Grades for Pressure Vessel SteelDocument2 pagesSA-517 Grades for Pressure Vessel SteelsepackltdaNo ratings yet
- Rail Wheel FactorDocument11 pagesRail Wheel Factorkiran mNo ratings yet
- The Evolution of Chamfer Cutting: Cover StoryDocument2 pagesThe Evolution of Chamfer Cutting: Cover StorythisisjineshNo ratings yet
- GripperSlings WEBDocument8 pagesGripperSlings WEBbman0051401No ratings yet
- Learn Manufacturing Processes by Building a G-ClampDocument6 pagesLearn Manufacturing Processes by Building a G-ClampPei Shan Choong100% (2)
- Handtools Measuring Device PDFDocument26 pagesHandtools Measuring Device PDFGus Dur0% (1)
- ASME BPVC - II.A-2017 SA-182/SA-182M: Table 2Document1 pageASME BPVC - II.A-2017 SA-182/SA-182M: Table 2rajeshNo ratings yet
- F 670 - 02 - Rjy3maDocument3 pagesF 670 - 02 - Rjy3maSting TejadaNo ratings yet
- Is 814 2004 PDFDocument34 pagesIs 814 2004 PDFSantosh Kumar60% (5)
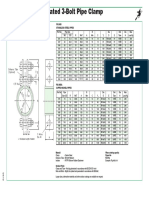
- C&P WITCHLINER Insulated 3-Bolt Pipe ClampDocument1 pageC&P WITCHLINER Insulated 3-Bolt Pipe ClampAchraf BoudayaNo ratings yet
- ASTM A240-A240M-05aDocument12 pagesASTM A240-A240M-05aNadhiraNo ratings yet
- Information Sheet 1.2-2docxDocument5 pagesInformation Sheet 1.2-2docxMarc GelacioNo ratings yet
- BRINELL HARDNESS TEST FinalizedDocument1 pageBRINELL HARDNESS TEST FinalizedMohsin QaziNo ratings yet
- ASTM A449 Tech InfoDocument2 pagesASTM A449 Tech InfoBoz Van DuynNo ratings yet
- Thread Types - James Glen PDFDocument7 pagesThread Types - James Glen PDFVikranth ReddyNo ratings yet
- ASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDocument17 pagesASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtMalaz Abdul JalilNo ratings yet
- FG-Spiral Classifier Operating ManualDocument5 pagesFG-Spiral Classifier Operating ManualRogelio Israel LedesmaNo ratings yet