You might also like
- 17 Identification and Traceability: ISO 3834-2 and ISO 3834-3 Required Documents Typical Records/reportsDocument3 pages17 Identification and Traceability: ISO 3834-2 and ISO 3834-3 Required Documents Typical Records/reportselmiraNo ratings yet
- Interpass Temperature WeldingDocument2 pagesInterpass Temperature Weldinghareesh13h100% (1)
- Welding Procedure 6GDocument5 pagesWelding Procedure 6GTrinh DungNo ratings yet
- Book - Vol.1&2 - BasicsAndQuality - 22junDocument82 pagesBook - Vol.1&2 - BasicsAndQuality - 22junlth770310No ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Weld RepairsDocument8 pagesWeld RepairsAhmedAleshiNo ratings yet
- Welding Activities ManagementDocument18 pagesWelding Activities ManagementStanley AlexNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- By RPS Welding ConsultantsDocument41 pagesBy RPS Welding ConsultantsvairavnNo ratings yet
- Daily Welding Check ListDocument14 pagesDaily Welding Check ListManoj KumarNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- Welding Procedure Specification (WPS)Document30 pagesWelding Procedure Specification (WPS)ganathaNo ratings yet
- Cracks in WeldsDocument19 pagesCracks in Weldsjesycuban100% (1)
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Field Welding of RailDocument4 pagesField Welding of Raildurandm10No ratings yet
- Material Comparison ListDocument1 pageMaterial Comparison Listdarren84No ratings yet
- Welding Procedure DocumentDocument7 pagesWelding Procedure DocumentikponmwonsaNo ratings yet
- PWPS WPS CAP 039 PQR 035Document15 pagesPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNo ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- Welder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Document12 pagesWelder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Mahmoud Alwasif100% (2)
- Welding Inspector: Weld Repairs Section 16Document20 pagesWelding Inspector: Weld Repairs Section 16manojballaNo ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- Standard Welding Procedures: by Walter J. SperkoDocument4 pagesStandard Welding Procedures: by Walter J. SperkoK ArunsiddharthNo ratings yet
- Welding Log DW-CWDocument12 pagesWelding Log DW-CWhasan shahriarNo ratings yet
- Taking Your Weld's TemperatureDocument6 pagesTaking Your Weld's Temperatureweldingheattreatment100% (1)
- Esab Shelf LifeDocument3 pagesEsab Shelf LifeMahmud MaherNo ratings yet
- Weld GaugesDocument15 pagesWeld Gaugesraobabar21100% (1)
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Astm 890Document3 pagesAstm 890bsnegi111No ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- Fillet Weld Gauges: Phased Array Technology Writing WpssDocument44 pagesFillet Weld Gauges: Phased Array Technology Writing WpssKenshin HimuraNo ratings yet
- Alstom IRDocument4 pagesAlstom IRkasi reddyNo ratings yet
- Baking and Drying Temperature of ElectrodesDocument1 pageBaking and Drying Temperature of ElectrodesshisNo ratings yet
- Selection of Welding ConsumablesDocument13 pagesSelection of Welding ConsumablesbassemaeNo ratings yet
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportDocument2 pagesAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportRanjithNo ratings yet
- Ir 5073 Ppa 005Document6 pagesIr 5073 Ppa 005ValiNo ratings yet
- Welder: Craftsmen Training Scheme (CTS) NSQF Level-4Document44 pagesWelder: Craftsmen Training Scheme (CTS) NSQF Level-4Loganathan KNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- Commonly Used Welding CodesDocument21 pagesCommonly Used Welding CodesgregkilatonNo ratings yet
- WpsDocument2 pagesWpssamer8saifNo ratings yet
- Preparation and Control of WeldingDocument3 pagesPreparation and Control of Weldingbalakumar rajaramNo ratings yet
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Document30 pagesLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Navneet Singh100% (2)
- WPS & SmawDocument12 pagesWPS & Smawnuke apriyaniNo ratings yet
- WPSPQRDocument11 pagesWPSPQR0502raviNo ratings yet
- Procurement Services: Industry & Facilities DivisionDocument10 pagesProcurement Services: Industry & Facilities Divisionkbpatel123No ratings yet
- Welding Repair ProcedureDocument4 pagesWelding Repair ProcedureRiky SumantriNo ratings yet
- Welding Consumable Handling Storage & Issue Control ProcedureDocument19 pagesWelding Consumable Handling Storage & Issue Control ProcedureFerdie OSNo ratings yet
- Material Storage Handling and Preservation ProcedureDocument24 pagesMaterial Storage Handling and Preservation ProcedureFerdie OS100% (7)
- Material ControlDocument33 pagesMaterial ControlFerdie OS100% (1)
- Hydrostatic Testing ProcedureDocument21 pagesHydrostatic Testing ProcedureFerdie OSNo ratings yet
- Post Weld Heat Treatment ProcedureDocument22 pagesPost Weld Heat Treatment ProcedureFerdie OSNo ratings yet
- NCR ProcedureDocument18 pagesNCR ProcedureFerdie OS100% (5)
- Inspection and Test Plan - PipingDocument15 pagesInspection and Test Plan - PipingFerdie OS100% (5)
- Inspection and Test Plan - StructureDocument15 pagesInspection and Test Plan - StructureFerdie OSNo ratings yet
- Inspection and Test Plan - StructureDocument10 pagesInspection and Test Plan - StructureFerdie OSNo ratings yet
- NDT ProcedureDocument17 pagesNDT ProcedureFerdie WakeUp FromAdversity100% (1)
- Non Destructive Testing (NDT) ProcedureDocument17 pagesNon Destructive Testing (NDT) ProcedureFerdie WakeUp FromAdversity100% (2)
- Insulation Resistance Testing: Advice and GuidanceDocument1 pageInsulation Resistance Testing: Advice and GuidanceFerdie OSNo ratings yet
- Itp 8Document5 pagesItp 8Arung IdNo ratings yet
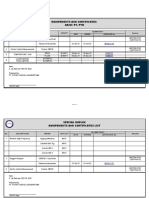
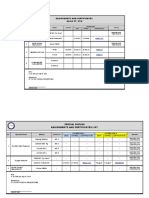
- LIST TOOLS AND EQUIPMENT QAQC Update 01 Des 2021Document6 pagesLIST TOOLS AND EQUIPMENT QAQC Update 01 Des 2021Ferdie OSNo ratings yet
- WELDING Book AWSD1.1 Rev-3ADocument35 pagesWELDING Book AWSD1.1 Rev-3AFerdie OS100% (1)
- Repair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDDocument13 pagesRepair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDFerdie OSNo ratings yet
- LIST TOOLS AND EQUIPMENT QAQC Update 07 Sep 2022Document4 pagesLIST TOOLS AND EQUIPMENT QAQC Update 07 Sep 2022Ferdie OSNo ratings yet
- ITP Repair Patching Welded 20-DH-B1-2250A TLA AREA - SENIPAH FIELDDocument8 pagesITP Repair Patching Welded 20-DH-B1-2250A TLA AREA - SENIPAH FIELDArung IdNo ratings yet
- ITP Repair Patching Welded 20-DH-B1-2250A TLA AREA - SENIPAH FIELDDocument8 pagesITP Repair Patching Welded 20-DH-B1-2250A TLA AREA - SENIPAH FIELDArung IdNo ratings yet
- Painting Trunkline SBH 14Document1 pagePainting Trunkline SBH 14Ferdie OSNo ratings yet
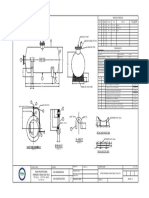
- FOAM TANK-ModelDocument1 pageFOAM TANK-ModelFerdie OSNo ratings yet
- Planning Kerja 10 Jan 2023Document1 pagePlanning Kerja 10 Jan 2023Ferdie OSNo ratings yet
- Pengajuan Wps ASMEDocument1 pagePengajuan Wps ASMEFerdie OSNo ratings yet
- Pre Test CLSR SHU OKDocument8 pagesPre Test CLSR SHU OKFerdie OSNo ratings yet
- Planning 21 Januari 2023Document1 pagePlanning 21 Januari 2023Ferdie OSNo ratings yet
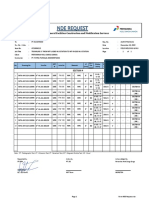
- Request NDT Trunkline 01-December-2022Document1 pageRequest NDT Trunkline 01-December-2022Ferdie OSNo ratings yet
- All CertificateDocument25 pagesAll CertificateFerdie OSNo ratings yet
- Request NDT Section 4 TGL 16-12-2022Document1 pageRequest NDT Section 4 TGL 16-12-2022Ferdie OSNo ratings yet
- WPQT PHSSDocument1 pageWPQT PHSSFerdie OSNo ratings yet
- ITP-Onshore-Pipeline PTMDocument2 pagesITP-Onshore-Pipeline PTMFerdie OSNo ratings yet
- Control PlanDocument3 pagesControl PlanFerdie OSNo ratings yet
- Request NDT Trunkline 01-December-2022Document1 pageRequest NDT Trunkline 01-December-2022Ferdie OSNo ratings yet
- Request NDT Section 2 TGL 23-11-2022Document1 pageRequest NDT Section 2 TGL 23-11-2022Ferdie OSNo ratings yet
- Request NDT Section 2 TGL 23-11-2022Document1 pageRequest NDT Section 2 TGL 23-11-2022Ferdie OSNo ratings yet
- Request NDT Section 4 TGL 22-12-2022Document1 pageRequest NDT Section 4 TGL 22-12-2022Ferdie OSNo ratings yet
- Request NDT Trunkline 01-December-2022Document1 pageRequest NDT Trunkline 01-December-2022Ferdie OSNo ratings yet
- Request NDT Welder TestDocument1 pageRequest NDT Welder TestFerdie OSNo ratings yet
- Request NDT Section 4 TGL 22-12-2022Document1 pageRequest NDT Section 4 TGL 22-12-2022Ferdie OSNo ratings yet
- Request NDT Section 4 TGL 06-12-2022Document1 pageRequest NDT Section 4 TGL 06-12-2022Ferdie OSNo ratings yet
- Request NDT Trunkline 03-11-2022Document1 pageRequest NDT Trunkline 03-11-2022Ferdie OSNo ratings yet
- Request NDT Section 2 TGL 23-11-2022Document1 pageRequest NDT Section 2 TGL 23-11-2022Ferdie OSNo ratings yet
- Cap Screw-C Sunk DimensionsDocument1 pageCap Screw-C Sunk DimensionsTan Hui ChewNo ratings yet
- Radiall SMA 127-1Document60 pagesRadiall SMA 127-1sav33No ratings yet
- Welding ClassificationDocument30 pagesWelding ClassificationSamNo ratings yet
- WPS SummaryDocument33 pagesWPS SummaryMidhun K ChandraboseNo ratings yet
- T115 Vega-Zr Crankcase Cover 1Document1 pageT115 Vega-Zr Crankcase Cover 1HendriM89No ratings yet
- Takoradi PolytechnicDocument62 pagesTakoradi PolytechnicMichael Castro AbuduNo ratings yet
- Part List PUMP HM75 FHC-S C4 TRBDocument1 pagePart List PUMP HM75 FHC-S C4 TRBrisa ridma0% (1)
- Welding ppt2Document36 pagesWelding ppt2sanjibkrjanaNo ratings yet
- 513partes PDFDocument84 pages513partes PDFMARCO VERAMENDINo ratings yet
- Percusion Welding Gas Metal Arc Welding: 6. (A) (I) Explain 6. (A) (Ii) ExplainDocument5 pagesPercusion Welding Gas Metal Arc Welding: 6. (A) (I) Explain 6. (A) (Ii) ExplainElumalai PcNo ratings yet
- WC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFDocument1 pageWC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFNathanLaertePiai100% (1)
- PQR - 152Document3 pagesPQR - 152MAT-LIONNo ratings yet
- Blank TableDocument4 pagesBlank TablebugoezNo ratings yet
- TC5613 6spare PartsDocument65 pagesTC5613 6spare PartsSENTHIL NATHAN100% (1)
- Chapter 12 WeldingDocument151 pagesChapter 12 WeldingDevesh SinghNo ratings yet
- Bolt Tightening TorquesDocument3 pagesBolt Tightening Torquesatanughosh125No ratings yet
- DNV AuditDocument2 pagesDNV AuditDimitris NikouNo ratings yet
- Bài Thuyết Trình: Anh Văn Chuyên Ngành Cơ KhíDocument45 pagesBài Thuyết Trình: Anh Văn Chuyên Ngành Cơ KhíLQ BảoNo ratings yet
- Microsoft PowerPoint - WeldingDocument42 pagesMicrosoft PowerPoint - WeldingGOBLIN XXXNo ratings yet
- CPWD Dar 2012 in Ms ExcelDocument2,242 pagesCPWD Dar 2012 in Ms Excellakkireddy seshireddyNo ratings yet
- Omron Serial Cables PDFDocument26 pagesOmron Serial Cables PDFMarcel RibeiroNo ratings yet
- QCELL快速安装指南 R2.0 CH EN PDFDocument19 pagesQCELL快速安装指南 R2.0 CH EN PDFTheinHtayAungAungNo ratings yet
- Current Trends in Friction Stir Welding (FSW) and Friction Stir Spot Welding (FSSW) (PDFDrive)Document216 pagesCurrent Trends in Friction Stir Welding (FSW) and Friction Stir Spot Welding (FSSW) (PDFDrive)Marcin LosyNo ratings yet
- WC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFDocument1 pageWC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFNathanLaertePiaiNo ratings yet
- Oc 6 Metal Joining (Recovered)Document29 pagesOc 6 Metal Joining (Recovered)Janaki RamanNo ratings yet
- Wapedia - Wiki - Unified Thr..Document7 pagesWapedia - Wiki - Unified Thr..ajujkNo ratings yet
- Section 5 Welding Procedures & Welder ApprovalsDocument10 pagesSection 5 Welding Procedures & Welder ApprovalsS GoudaNo ratings yet
- PART 7 Mast SystemDocument19 pagesPART 7 Mast SystemBoumediene CHIKHAOUINo ratings yet
- Product Certificate Welding Wire-ModelDocument1 pageProduct Certificate Welding Wire-ModelRamona CrangasNo ratings yet
- WPS, PQR, WPQ (Si007)Document5 pagesWPS, PQR, WPQ (Si007)Suresh RathodNo ratings yet