You might also like
- Nissan Sentra N16 Brake Service Manual PDFDocument102 pagesNissan Sentra N16 Brake Service Manual PDFmirage0706No ratings yet
- Internship ReportDocument37 pagesInternship ReportSunil Rai100% (1)
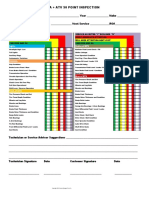
- 50 Point ATV Inspection FormDocument1 page50 Point ATV Inspection FormJuan Forte100% (1)
- Trailer EbsDocument28 pagesTrailer EbsFahmi Khaibara100% (1)
- 1999 Jeep TJ Wrangler Service Manual - 05. BrakesDocument38 pages1999 Jeep TJ Wrangler Service Manual - 05. Brakesbfranklin33100% (1)
- Automobile TechnologyDocument61 pagesAutomobile Technologythanseelnn100% (1)
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorFrom EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNo ratings yet
- Welding Machine ChecklistDocument34 pagesWelding Machine ChecklistShahid BhattiNo ratings yet
- Check Sheet PS Vessel PATRIADocument20 pagesCheck Sheet PS Vessel PATRIAstkm100% (1)
- Cat Dumper 773 E Valve Setting ToolDocument12 pagesCat Dumper 773 E Valve Setting Toolfinx786No ratings yet
- Alcohol Detection With Engine LockingDocument37 pagesAlcohol Detection With Engine LockingDinesh arNo ratings yet
- Report On Air CompressorDocument35 pagesReport On Air CompressorKrishna Kanth ChinthaNo ratings yet
- Project Report-Multi Spindle Nut RunnerDocument28 pagesProject Report-Multi Spindle Nut Runner16 Malola Krishnan100% (3)
- A Major Project Report On Design and Fabrication of Multi Nut RemoverDocument43 pagesA Major Project Report On Design and Fabrication of Multi Nut RemoverPavan Kalyan Suryavamshi100% (1)
- YBR - 125 Service ManualDocument218 pagesYBR - 125 Service ManualJeffrey Thomas NarrazoNo ratings yet
- Sabre 1Document25 pagesSabre 1Amal VikramNo ratings yet
- Sen00235-22 Wa600-6 Wheel LoaderDocument2,104 pagesSen00235-22 Wa600-6 Wheel LoaderJose A. Basanta H.No ratings yet
- Training Dairy EscortsDocument42 pagesTraining Dairy Escortsshubham mannNo ratings yet
- Renault Premium DXi 11 Service ManualDocument400 pagesRenault Premium DXi 11 Service ManualAnxo Ferreira Parada100% (2)
- SR150C Rotary Drilling Rig Service Manual-Hydraulic System (Upper Carriage)Document40 pagesSR150C Rotary Drilling Rig Service Manual-Hydraulic System (Upper Carriage)Rizal Abi100% (1)
- Summer Training File at SONA KOYO STEERING SYSTEMS LTD PDFDocument75 pagesSummer Training File at SONA KOYO STEERING SYSTEMS LTD PDFRahul SharmaNo ratings yet
- Overhauling OF Diesel Engines: Internship Presentation OnDocument22 pagesOverhauling OF Diesel Engines: Internship Presentation OnGanesh harikantraNo ratings yet
- Industrial Training Final Report (PUO) - DADDocument82 pagesIndustrial Training Final Report (PUO) - DADSharvindiran Ramaya100% (1)
- Visvesvaraya Technological University "J S ", B - 590 018: In-Plant TrainingDocument37 pagesVisvesvaraya Technological University "J S ", B - 590 018: In-Plant TrainingDinesh arNo ratings yet
- 190200102038REPORTDocument48 pages190200102038REPORTDhaval KakkadNo ratings yet
- Internship ReportDocument31 pagesInternship ReportHari KrishnaNo ratings yet
- Visvesvaraya Technological University: Internship ReportDocument32 pagesVisvesvaraya Technological University: Internship ReportAnilkumar m rNo ratings yet
- Internship Report CEATDocument51 pagesInternship Report CEATrogerNo ratings yet
- 0degree Turning CarDocument39 pages0degree Turning CarSUNNY MANOJ RAJPUTNo ratings yet
- Report Upsrtc LkoDocument24 pagesReport Upsrtc LkoShwetank RaiNo ratings yet
- DESIGN Deployable BoardDocument56 pagesDESIGN Deployable BoardharikumarNo ratings yet
- A Study On: by Tamilbalan.R Reg. No: 120901016Document63 pagesA Study On: by Tamilbalan.R Reg. No: 120901016cottiarNo ratings yet
- Training Report FINAL0000 RajatDocument50 pagesTraining Report FINAL0000 Rajatrajat sharmaNo ratings yet
- Fabrication of Automatic Sewage Cleaning System by Using DC MoterDocument9 pagesFabrication of Automatic Sewage Cleaning System by Using DC MoterNaveen KumarNo ratings yet
- Report Samir Raj MeDocument77 pagesReport Samir Raj MeSamir RajNo ratings yet
- Internship Report 1Document110 pagesInternship Report 1Arun Auto2024No ratings yet
- Inplant Training Report BajaDocument42 pagesInplant Training Report BajaJeevan M JeevaNo ratings yet
- 576957industrial Training Sample Report PDFDocument33 pages576957industrial Training Sample Report PDFHarishNo ratings yet
- A Report On In-Plant Training: Vighnahar Tyre Industries, Pvt. Ltd. Sangamner MIDC, AhmednagarDocument7 pagesA Report On In-Plant Training: Vighnahar Tyre Industries, Pvt. Ltd. Sangamner MIDC, AhmednagarNighute SureshNo ratings yet
- Internship ReportDocument28 pagesInternship ReportHari KrishnaNo ratings yet
- Print TTTDocument36 pagesPrint TTTMoin ul IslamNo ratings yet
- Industrial Training ReportDocument34 pagesIndustrial Training ReportGOURAV MITTAL100% (2)
- Cover Page Shukur Latest2Document16 pagesCover Page Shukur Latest2shukur86No ratings yet
- Utc Roadways DepotDocument38 pagesUtc Roadways Depothitesh joshiNo ratings yet
- Roger MotorsDocument75 pagesRoger MotorsSofia Ponomar'ovaNo ratings yet
- 180 Degree Rotating Vehicle To Overcome The Problem of Parking SpaceDocument42 pages180 Degree Rotating Vehicle To Overcome The Problem of Parking SpaceStatus StoreNo ratings yet
- AMAN Training ReportDocument42 pagesAMAN Training ReportMayank Mrinal0% (1)
- Beeaar HyundaiDocument34 pagesBeeaar HyundaiAakash RajNo ratings yet
- Tvs Summer TraingDocument59 pagesTvs Summer TraingYogesh RajputNo ratings yet
- Integration of Carrier Pin Assembly With Oneway Clutch Mechanism in Gear Reduction Starter MotorDocument71 pagesIntegration of Carrier Pin Assembly With Oneway Clutch Mechanism in Gear Reduction Starter MotorARVIND KUMARNo ratings yet
- An Mini Project Report On: Study of Automatic Disc BrakingDocument36 pagesAn Mini Project Report On: Study of Automatic Disc BrakingNaveen luckyNo ratings yet
- Project Report ON "Rocker Bogie Car": Name of Students Enrollment NoDocument50 pagesProject Report ON "Rocker Bogie Car": Name of Students Enrollment Nomandar waghambareNo ratings yet
- Industrial Training Sample ReportDocument32 pagesIndustrial Training Sample ReportRaju V100% (1)
- Int VisDocument28 pagesInt Vissri vishnuNo ratings yet
- Imran Index 1Document11 pagesImran Index 1api-387022302No ratings yet
- Pegasus Maruti Main ContentDocument78 pagesPegasus Maruti Main ContentrmrstatusNo ratings yet
- Panchanth Auto ShubhamDocument36 pagesPanchanth Auto ShubhamJAY KACHANo ratings yet
- 3 Copy Thesis Book Binding (Full Black)Document44 pages3 Copy Thesis Book Binding (Full Black)AK ODNo ratings yet
- Seminar On 1400 HP Demu Engine: B. V. Raju Institute of TechnologyDocument29 pagesSeminar On 1400 HP Demu Engine: B. V. Raju Institute of Technologypranay reddyNo ratings yet
- BALAGANESH Internship ReportDocument41 pagesBALAGANESH Internship ReportBalaganesh50% (2)
- Provided by UMP Institutional RepositoryDocument24 pagesProvided by UMP Institutional RepositoryMarvin kakindaNo ratings yet
- PDF SMLDocument69 pagesPDF SMLRohit ThakurNo ratings yet
- SML Project FileDocument71 pagesSML Project FileNikhil TiwariNo ratings yet
- Harish AyerDocument32 pagesHarish AyerVishal MallickNo ratings yet
- DP 5 Sem 7 Team 14Document41 pagesDP 5 Sem 7 Team 14vamsi karumuriNo ratings yet
- Industrial Training Report (Sample)Document59 pagesIndustrial Training Report (Sample)garysingh187westNo ratings yet
- Nitin Starting PageDocument59 pagesNitin Starting Pagenitin sharmaNo ratings yet
- AcknowledgementDocument5 pagesAcknowledgementFelix PaynterNo ratings yet
- Final Bajaj by Mohammed Saqib TamburiDocument111 pagesFinal Bajaj by Mohammed Saqib TamburiMohammed Saqib Tamburi100% (13)
- INDUSTRIAL TRAINING ESWAR DoxDocument48 pagesINDUSTRIAL TRAINING ESWAR DoxNikhil JakkaNo ratings yet
- Paras Final 1Document117 pagesParas Final 1lokeshNo ratings yet
- Dini Tech SeminarDocument23 pagesDini Tech SeminarDinesh arNo ratings yet
- Abhishek BR Sensotronic Brake ControlDocument14 pagesAbhishek BR Sensotronic Brake ControlDinesh arNo ratings yet
- A Brief Study On Plastic Injection Molding ProcessDocument42 pagesA Brief Study On Plastic Injection Molding ProcessDinesh arNo ratings yet
- Dinesh A R: Contact ObjectiveDocument2 pagesDinesh A R: Contact ObjectiveDinesh arNo ratings yet
- Design Lab RecordDocument68 pagesDesign Lab RecordDinesh arNo ratings yet
- Fazlur Rehaman ShariffDocument35 pagesFazlur Rehaman ShariffDinesh arNo ratings yet
- Visvesvaraya Technological University"Jnanasangama"Belgaum-590018Document33 pagesVisvesvaraya Technological University"Jnanasangama"Belgaum-590018Dinesh arNo ratings yet
- CH 15Document5 pagesCH 15VISHAL NAMDEV PATILNo ratings yet
- INJECTION Moulding Plastic ItemsDocument7 pagesINJECTION Moulding Plastic ItemsDinesh arNo ratings yet
- Visvesvaraya Technological University"Jnanasangama"Belgaum-590018Document33 pagesVisvesvaraya Technological University"Jnanasangama"Belgaum-590018Dinesh arNo ratings yet
- A-619 136699 PDFDocument25 pagesA-619 136699 PDFAMIT PRAJAPATINo ratings yet
- INJECTION Moulding Plastic ItemsDocument7 pagesINJECTION Moulding Plastic ItemsDinesh arNo ratings yet
- CH 15Document5 pagesCH 15VISHAL NAMDEV PATILNo ratings yet
- Abstract:: Fabrication of Pneumatic Sheet Metal CutterDocument26 pagesAbstract:: Fabrication of Pneumatic Sheet Metal CutterDinesh arNo ratings yet
- Alcohol Detection Alert and Car Engine Blocking SystemDocument42 pagesAlcohol Detection Alert and Car Engine Blocking SystemDinesh arNo ratings yet
- S210 1FK2 Op Instr 092019 en-US PDFDocument666 pagesS210 1FK2 Op Instr 092019 en-US PDFAndrey KapustaNo ratings yet
- BrakingDocument35 pagesBrakingAniket SankpalNo ratings yet
- Modeling and Simulation of An Energy Management System For Plug-In Hybrid Electric VehiclesDocument6 pagesModeling and Simulation of An Energy Management System For Plug-In Hybrid Electric VehiclesAndreea StefanaNo ratings yet
- 2016 FMEA TemplateDocument9 pages2016 FMEA TemplateBruno CoutoNo ratings yet
- Liberty 50 4t UputstvoDocument64 pagesLiberty 50 4t UputstvoZoltán Szalai100% (1)
- Automobile PDFDocument58 pagesAutomobile PDFjaycee68No ratings yet
- Effect of Ambient Air Temperature On Specific Fuel Consumption of Naturally Aspirated Diesel EngineDocument7 pagesEffect of Ambient Air Temperature On Specific Fuel Consumption of Naturally Aspirated Diesel EngineJournal of Science and EngineeringNo ratings yet
- Direction On AssemblyDocument82 pagesDirection On Assemblybaaska TsetseNo ratings yet
- VESPA S 150 Ie 4T 2V E3 Taiwan 2011 Spare Parts CatalogueDocument61 pagesVESPA S 150 Ie 4T 2V E3 Taiwan 2011 Spare Parts CataloguecobreluNo ratings yet
- Excavatoare A314-A316Document36 pagesExcavatoare A314-A316DanielNo ratings yet
- EH750-3 Hitachi Euclid Rigid Hauler Hydraulic Training 2nd PartDocument15 pagesEH750-3 Hitachi Euclid Rigid Hauler Hydraulic Training 2nd Partthan zaw win100% (1)
- Bournemouth Tram Crash 1908Document10 pagesBournemouth Tram Crash 1908droshkyNo ratings yet
- DFMEA of A Bicycle: Sno. Item / Function Requirements Potential Failure Mode Potential Effect of FailureDocument8 pagesDFMEA of A Bicycle: Sno. Item / Function Requirements Potential Failure Mode Potential Effect of FailureThomas TamangNo ratings yet
- Technical Data: Specifications & CapacitiesDocument40 pagesTechnical Data: Specifications & CapacitiesErickin VargasNo ratings yet
- 825H Soil Compactor Hydraulic SystemDocument2 pages825H Soil Compactor Hydraulic SystemTom SouzaNo ratings yet
- Table 15 - ADocument26 pagesTable 15 - AKetul ShahNo ratings yet
- Tennant 1550 Parts ManualDocument528 pagesTennant 1550 Parts ManualUmar ShamsudinNo ratings yet
- The Federation of Motor Sports Clubs of India: 2 Wheeler FMSCI Homologation FormDocument12 pagesThe Federation of Motor Sports Clubs of India: 2 Wheeler FMSCI Homologation Formrudey18100% (1)
- Read To LearnDocument5 pagesRead To LearnosamaNo ratings yet