You might also like
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Document14 pagesList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSNo ratings yet
- Welding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldDocument2 pagesWelding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldAbdulmecit YetisNo ratings yet
- Welding Procedure Specification (WPS) : N.A N.ADocument1 pageWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiNo ratings yet
- Wps Register Last Updated May 12Document1 pageWps Register Last Updated May 12Abdullah Al JubayerNo ratings yet
- WPS ListDocument2 pagesWPS ListAdeel OmerNo ratings yet
- eni Iraq b.v. - Zubair Oil Field Development Project Work Package Welder Qualification CertificateDocument1 pageeni Iraq b.v. - Zubair Oil Field Development Project Work Package Welder Qualification CertificateSamer BayatiNo ratings yet
- Welding Joint Control SheetDocument322 pagesWelding Joint Control SheetSalman Khan100% (1)
- Weld ProceduresDocument8 pagesWeld Proceduresshifa100% (2)
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Welder IdentificationDocument9 pagesWelder Identificationdandiar1No ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 pagesProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 pageWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Welding Map: PROJECT: Repair of Damaged Pipelines & Process Lines - MARETAP - EZZAOUIA FIELDDocument1 pageWelding Map: PROJECT: Repair of Damaged Pipelines & Process Lines - MARETAP - EZZAOUIA FIELDMajdi Jerbi100% (1)
- QW-484A (WPQ) GTAW 4MM FilletDocument2 pagesQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- Welder Test Param19!03!201211Document151 pagesWelder Test Param19!03!201211VapaVapaNo ratings yet
- WPQR SMAW EN-2 - 30mm (Under Modification)Document2 pagesWPQR SMAW EN-2 - 30mm (Under Modification)Mohamed Reda HusseinNo ratings yet
- List Applicable WPS StructureDocument7 pagesList Applicable WPS StructureFerdie OSNo ratings yet
- F07-Visual Inspection Report NEWDocument1 pageF07-Visual Inspection Report NEWmohd as shahiddin jafriNo ratings yet
- WPS Form - A - ENGDocument1 pageWPS Form - A - ENGdavidemolNo ratings yet
- WPSDocument2 pagesWPSAlam MD Sazid100% (1)
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- WPS (AsmeDocument8 pagesWPS (AsmeMohammad Elhedaby100% (6)
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- Weld Book - Flare KOD - Structure Rev ADocument169 pagesWeld Book - Flare KOD - Structure Rev ARajesh K PillaiNo ratings yet
- Glycol Reboiler Still Welding Procedure Specification (PWPSDocument2 pagesGlycol Reboiler Still Welding Procedure Specification (PWPSstdshopNo ratings yet
- WPS - Smaw - 2Document6 pagesWPS - Smaw - 2Harkesh RajputNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- Wps Aws d1.1 NEWDocument2 pagesWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- QC FORMDocument3 pagesQC FORMRicardo LourençoNo ratings yet
- Welder Qualification Test CertificateDocument1 pageWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Electrode Brand Name and Class MirfaDocument13 pagesElectrode Brand Name and Class MirfaAnonymous rYZyQQot55No ratings yet
- PQ7-GM-16Mo3-B1 - AWSD1.1 Rev 0Document12 pagesPQ7-GM-16Mo3-B1 - AWSD1.1 Rev 0rodwellbNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- WPS RegisterDocument2 pagesWPS RegisterdaveswinburneNo ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- WPQR Welding Procedure Qualification RecordsDocument3 pagesWPQR Welding Procedure Qualification Recordsramesh rajaNo ratings yet
- Wps 1010 IfrDocument28 pagesWps 1010 IfrSyed Mahmud Habibur RahmanNo ratings yet
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Document4 pagesProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- 1662 15Document117 pages1662 15RajamanikkamNo ratings yet
- JIMT Visual Inspection ReportDocument1,913 pagesJIMT Visual Inspection Reportgomathyselvi100% (1)
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- Welding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesWelding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)ngonphanhoangNo ratings yet
- Welder Visual Inspection ReportsDocument24 pagesWelder Visual Inspection ReportsKyNo ratings yet
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- MSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryDocument1 pageMSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryMohd SaffririzalNo ratings yet
- The Madina Group W.L.L Welding Procedure Approval RecordDocument15 pagesThe Madina Group W.L.L Welding Procedure Approval RecordMAT-LION100% (2)
- PWPS WPS CAP 039 PQR 035Document15 pagesPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Request for Welding Procedure ApprovalDocument10 pagesRequest for Welding Procedure ApprovalAlam MD SazidNo ratings yet
- Wps Model 2 PDFDocument17 pagesWps Model 2 PDFbeyNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationGodwin A.udo-akanNo ratings yet
- Procurement Services: Industry & Facilities DivisionDocument6 pagesProcurement Services: Industry & Facilities DivisionVikas Mani TripathiNo ratings yet
- Welder Qualification Register SENBAL UPDATE (FCAW, SMAW & STRUCTURE) 261122Document4 pagesWelder Qualification Register SENBAL UPDATE (FCAW, SMAW & STRUCTURE) 261122R.A. AbriantoNo ratings yet
- LIST TOOLS AND EQUIPMENT QAQC Update 01 Des 2021Document6 pagesLIST TOOLS AND EQUIPMENT QAQC Update 01 Des 2021Ferdie OSNo ratings yet
- WELDING Book AWSD1.1 Rev-3ADocument35 pagesWELDING Book AWSD1.1 Rev-3AFerdie OS100% (1)
- ITP Repair Patching Welded 20-DH-B1-2250A TLA AREA - SENIPAH FIELDDocument8 pagesITP Repair Patching Welded 20-DH-B1-2250A TLA AREA - SENIPAH FIELDArung IdNo ratings yet
- Insulation Resistance Testing: Advice and GuidanceDocument1 pageInsulation Resistance Testing: Advice and GuidanceFerdie OSNo ratings yet
- ITP Repair Patching Welded 20-DH-B1-2250A TLA AREA - SENIPAH FIELDDocument8 pagesITP Repair Patching Welded 20-DH-B1-2250A TLA AREA - SENIPAH FIELDArung IdNo ratings yet
- Itp 8Document5 pagesItp 8Arung IdNo ratings yet
- Painting Trunkline SBH 14Document1 pagePainting Trunkline SBH 14Ferdie OSNo ratings yet
- Planning Kerja 10 Jan 2023Document1 pagePlanning Kerja 10 Jan 2023Ferdie OSNo ratings yet
- Repair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDDocument13 pagesRepair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDFerdie OSNo ratings yet
- ITP-Onshore-Pipeline PTMDocument2 pagesITP-Onshore-Pipeline PTMFerdie OSNo ratings yet
- Pengajuan Wps ASMEDocument1 pagePengajuan Wps ASMEFerdie OSNo ratings yet
- LIST TOOLS AND EQUIPMENT QAQC Update 07 Sep 2022Document4 pagesLIST TOOLS AND EQUIPMENT QAQC Update 07 Sep 2022Ferdie OSNo ratings yet
- All CertificateDocument25 pagesAll CertificateFerdie OSNo ratings yet
- FOAM TANK-ModelDocument1 pageFOAM TANK-ModelFerdie OSNo ratings yet
- SEO-Optimized Document TitleDocument8 pagesSEO-Optimized Document TitleFerdie OSNo ratings yet
- WPQT PHSSDocument1 pageWPQT PHSSFerdie OSNo ratings yet
- Planning 21 Januari 2023Document1 pagePlanning 21 Januari 2023Ferdie OSNo ratings yet
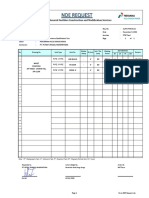
- Request NDT Section 2 TGL 23-11-2022Document1 pageRequest NDT Section 2 TGL 23-11-2022Ferdie OSNo ratings yet
- Request NDT Trunkline 01-December-2022Document1 pageRequest NDT Trunkline 01-December-2022Ferdie OSNo ratings yet
- Request NDT Section 2 TGL 23-11-2022Document1 pageRequest NDT Section 2 TGL 23-11-2022Ferdie OSNo ratings yet
- Request NDT Section 4 TGL 16-12-2022Document1 pageRequest NDT Section 4 TGL 16-12-2022Ferdie OSNo ratings yet
- Request NDT Section 4 TGL 06-12-2022Document1 pageRequest NDT Section 4 TGL 06-12-2022Ferdie OSNo ratings yet
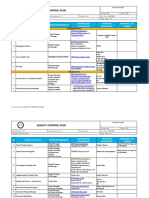
- Quality Control Plan for XX SystemDocument3 pagesQuality Control Plan for XX SystemFerdie OSNo ratings yet
- Request NDT Trunkline 01-December-2022Document1 pageRequest NDT Trunkline 01-December-2022Ferdie OSNo ratings yet
- Request NDT Trunkline 01-December-2022Document1 pageRequest NDT Trunkline 01-December-2022Ferdie OSNo ratings yet
- Request NDT Welder TestDocument1 pageRequest NDT Welder TestFerdie OSNo ratings yet
- Request NDT Trunkline 03-11-2022Document1 pageRequest NDT Trunkline 03-11-2022Ferdie OSNo ratings yet
- Request NDT Section 4 TGL 22-12-2022Document1 pageRequest NDT Section 4 TGL 22-12-2022Ferdie OSNo ratings yet
- Request NDT Section 4 TGL 22-12-2022Document1 pageRequest NDT Section 4 TGL 22-12-2022Ferdie OSNo ratings yet
- Request NDT Section 2 TGL 23-11-2022Document1 pageRequest NDT Section 2 TGL 23-11-2022Ferdie OSNo ratings yet
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- SWEPDocument11 pagesSWEPRizzleNo ratings yet
- Pih0101-20240220 (PT PLN Nusantara Power)Document1 pagePih0101-20240220 (PT PLN Nusantara Power)fandyNo ratings yet
- WC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFDocument1 pageWC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFNathanLaertePiaiNo ratings yet
- Weld Symbols PDFDocument2 pagesWeld Symbols PDFSwagat MohapatraNo ratings yet
- Welding Handbook - Welding Processes-Arc and Gas Welding and Cutting, Brazing, and SolderingDocument600 pagesWelding Handbook - Welding Processes-Arc and Gas Welding and Cutting, Brazing, and SolderingAnonymous QHMuqEMBmNo ratings yet
- Production Technology Question BankDocument4 pagesProduction Technology Question BankShaik ShariffNo ratings yet
- O193472M - MIL 22a 24aDocument32 pagesO193472M - MIL 22a 24aHernan Peña Tecind InparweldNo ratings yet
- UWI 161 TP FlyerDocument2 pagesUWI 161 TP FlyerChris TeohNo ratings yet
- Documento CatDocument133 pagesDocumento Catchechar10No ratings yet
- Submerged Arc WeldingDocument14 pagesSubmerged Arc WeldingRajan BhadoriyaNo ratings yet
- Indian Standard: Specification FOR Metal Chairs For Office PurposesDocument10 pagesIndian Standard: Specification FOR Metal Chairs For Office PurposesPramukh Test houseNo ratings yet
- Guidelines to Prevent Environmental Cracking of Carbon Steel WeldmentsDocument1 pageGuidelines to Prevent Environmental Cracking of Carbon Steel Weldmentsmohamad3010No ratings yet
- Chứng chỉ SAWDocument21 pagesChứng chỉ SAWNguyen Thanh TrungNo ratings yet
- Exp 2Document5 pagesExp 2alexchong93No ratings yet
- Domex 420 MCDocument2 pagesDomex 420 MCHugo RodriguezNo ratings yet
- Chapter 12 WeldingDocument151 pagesChapter 12 WeldingDevesh SinghNo ratings yet
- List of SHS Subjects With Subject GroupsDocument14 pagesList of SHS Subjects With Subject GroupsTintin ArcalasNo ratings yet
- 60 M.bow String Girder-10411-RDocument1 page60 M.bow String Girder-10411-Rkesharinaresh80% (5)
- WeldingDocument151 pagesWeldingwoodlandsoup7No ratings yet
- Ch-19 Gas Welding, Gas Cutting & Arc WeldingDocument30 pagesCh-19 Gas Welding, Gas Cutting & Arc WeldingJAYANT KUMARNo ratings yet
- S# JCC No Welder No Name International Code Welding Process F-No AWS Class Position/ Progression Smaw-24 MM Max Diameter Range Wps NoDocument2 pagesS# JCC No Welder No Name International Code Welding Process F-No AWS Class Position/ Progression Smaw-24 MM Max Diameter Range Wps NoDheeraj E MohananNo ratings yet
- Non-alloy heat resisting steel data sheetDocument4 pagesNon-alloy heat resisting steel data sheetraduonoNo ratings yet
- SMAW Basics For School PDFDocument109 pagesSMAW Basics For School PDFRenz Jerald MontealtoNo ratings yet
- Welding GuideDocument48 pagesWelding Guideedu_canete100% (2)
- Welding Lectures 5-7 PDFDocument83 pagesWelding Lectures 5-7 PDFSwaraj PrakashNo ratings yet
- SP0793-0000-1M05-005 - Standard Specification For Welding Rev0 Marzo 2022Document19 pagesSP0793-0000-1M05-005 - Standard Specification For Welding Rev0 Marzo 2022Nestor De Jesus Pico TorresNo ratings yet
- Goodheart Wilcox books+Welding-Dissimilar-MetalsDocument4 pagesGoodheart Wilcox books+Welding-Dissimilar-MetalsAnonymous nw5AXJqjd50% (2)
- VBMetalMechanics PDFDocument24 pagesVBMetalMechanics PDFBozóPéterNo ratings yet
- Shielded Metal Arc Welding Summative TestDocument4 pagesShielded Metal Arc Welding Summative TestFelix MilanNo ratings yet