You might also like
- The Horn TheoryDocument28 pagesThe Horn TheoryRoberto Kiel100% (1)
- B&C Catalogue 2017Document128 pagesB&C Catalogue 2017Luis Bernardo Choque Sallama100% (1)
- Improving Perceived Bass and Reconstruction of High FrequenciesDocument13 pagesImproving Perceived Bass and Reconstruction of High FrequenciesgamaNo ratings yet
- Crossovers DemysifiedDocument8 pagesCrossovers DemysifiedMerry Flores UrbinaNo ratings yet
- PREPRINTNO: 951 (D-3) : Roy F. Allison Allison Acoustics Inc. Wayland, MassachusettsDocument16 pagesPREPRINTNO: 951 (D-3) : Roy F. Allison Allison Acoustics Inc. Wayland, Massachusettsdonald141No ratings yet
- FE 300 Fan Sound Sound RatingsDocument8 pagesFE 300 Fan Sound Sound RatingsAvery OppegardNo ratings yet
- Fan Sound Sound Ratings FE 300 PDFDocument8 pagesFan Sound Sound Ratings FE 300 PDFM. v.d. WielNo ratings yet
- High-Amplitude Noise Attenuation: Jiuying Guo, Dechun Lin, Veritas DGC IncDocument4 pagesHigh-Amplitude Noise Attenuation: Jiuying Guo, Dechun Lin, Veritas DGC IncramumaradaNo ratings yet
- Differentiating Between Acoustic and Flow Induced VibrationsDocument5 pagesDifferentiating Between Acoustic and Flow Induced VibrationsManikandan SubramanianNo ratings yet
- UNIT-5 Review of Probability and Random ProcessDocument21 pagesUNIT-5 Review of Probability and Random ProcessAkshat MehrotraNo ratings yet
- InsertionLoss in BandPassCavitiesDocument2 pagesInsertionLoss in BandPassCavitiesThảo Phạm QuangNo ratings yet
- Oscillator Phase Noise - NiknejadDocument61 pagesOscillator Phase Noise - NiknejadName100% (2)
- Active Noise Control of Axial Fans: Barbu Dragan, Florin TaraboantaDocument4 pagesActive Noise Control of Axial Fans: Barbu Dragan, Florin TaraboantakktayNo ratings yet
- Vibraciones Diferencias Entre Acusticas e Inducidas Por FlujoDocument7 pagesVibraciones Diferencias Entre Acusticas e Inducidas Por Flujojavier153624No ratings yet
- Review of Loudspeaker EqualizationDocument4 pagesReview of Loudspeaker EqualizationIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Building Acoustics TerminologyDocument10 pagesBuilding Acoustics TerminologyanhnguyenhaiNo ratings yet
- Requirements, Radio High-Voltage: Insulation Corona Interference For LinesDocument9 pagesRequirements, Radio High-Voltage: Insulation Corona Interference For Linesboxeli2281No ratings yet
- Sound Attenuation in Lined Rectangular Ducts With Flow and Its Application To The Reduction of Aircraft Engine NoiseDocument16 pagesSound Attenuation in Lined Rectangular Ducts With Flow and Its Application To The Reduction of Aircraft Engine Noisecarbon89No ratings yet
- 05-Appendix_5-2-5-A-Fundamentals_of_AcousticsDocument8 pages05-Appendix_5-2-5-A-Fundamentals_of_AcousticsJianbo JiangNo ratings yet
- Loudspeaker System Design with Active Delay and CrossoversDocument16 pagesLoudspeaker System Design with Active Delay and CrossoversettorreitNo ratings yet
- Dispersive Delay Lines: Matched Filters For Signal ProcessingDocument7 pagesDispersive Delay Lines: Matched Filters For Signal ProcessingMini KnowledgeNo ratings yet
- (1972 Michael Gerzon) Synthetic ReverberationDocument5 pages(1972 Michael Gerzon) Synthetic ReverberationLuca Capozzi0% (1)
- Understanding Transformer Noise: RegisteredDocument6 pagesUnderstanding Transformer Noise: RegisteredFaizal FezalNo ratings yet
- Paper DispersãoDocument8 pagesPaper Dispersãomarcocotta777No ratings yet
- Wavefront Sculpture Technology ReportDocument21 pagesWavefront Sculpture Technology ReportmewarulesNo ratings yet
- App A8 1 Noise and Vibration TerminologyDocument2 pagesApp A8 1 Noise and Vibration TerminologyDuzzysNo ratings yet
- Recent Advances in Standardizing Valve Noise Prediction: by J. G. MackinnonDocument11 pagesRecent Advances in Standardizing Valve Noise Prediction: by J. G. Mackinnonserge RinaudoNo ratings yet
- Attenuating noise in marine seismic data through time-frequency filteringDocument5 pagesAttenuating noise in marine seismic data through time-frequency filteringNam VQNo ratings yet
- Pub 3397Document8 pagesPub 3397Rocco FreddyNo ratings yet
- Dynamic Transmission Power Control Based On Exact Sea Surface Movement Modeling in Underwater Acoustic Sensor NetworksDocument7 pagesDynamic Transmission Power Control Based On Exact Sea Surface Movement Modeling in Underwater Acoustic Sensor NetworkshuhcenboNo ratings yet
- Acoustics 05 00063Document13 pagesAcoustics 05 00063guillaume353No ratings yet
- Application of Pulse Compression Techniques To Monostatic Doppler SodarDocument4 pagesApplication of Pulse Compression Techniques To Monostatic Doppler SodarAnonymous BrUMhCjbiBNo ratings yet
- RevSciInstrum 83 084704Document7 pagesRevSciInstrum 83 084704Data KiswaraNo ratings yet
- Noise Optimization of An Inductively Degenerated CMOS Low Noise Amplifier-Hn4Document7 pagesNoise Optimization of An Inductively Degenerated CMOS Low Noise Amplifier-Hn4julio perezNo ratings yet
- The Danger of Piping Failure DueDocument5 pagesThe Danger of Piping Failure DueTeknologi TermutakhirNo ratings yet
- Enviromental Effect On Voltage Ac Transmission Lines Audible Noise A. AI-FarajDocument6 pagesEnviromental Effect On Voltage Ac Transmission Lines Audible Noise A. AI-Farajömer InceNo ratings yet
- Nelson Pass - PhasecrxDocument6 pagesNelson Pass - PhasecrxShpladNo ratings yet
- Reduce compressor vibration and noise with new duct resonator technologyDocument4 pagesReduce compressor vibration and noise with new duct resonator technologyroberdani12No ratings yet
- Active Control of A Backward Facing Step Flow With Plasma ActuatorsDocument9 pagesActive Control of A Backward Facing Step Flow With Plasma ActuatorsGopi KrishnaNo ratings yet
- (1978) - Sharp - Predicting Methods For The Sound Transmission of Building ElementsDocument11 pages(1978) - Sharp - Predicting Methods For The Sound Transmission of Building ElementsNahuel ArmandoNo ratings yet
- Acoustics Improved AcousticsDocument15 pagesAcoustics Improved AcousticsXa MauNo ratings yet
- Propagation of Sound PDFDocument16 pagesPropagation of Sound PDFHASAN SAIFNo ratings yet
- Noise Control Manual (Masoneilan) PDFDocument24 pagesNoise Control Manual (Masoneilan) PDFtxagusNo ratings yet
- ACOUSTIC NOTESDocument21 pagesACOUSTIC NOTESchriziafreeNo ratings yet
- Acoustic Glossary - A Definitions from A to CDocument8 pagesAcoustic Glossary - A Definitions from A to CUdayanand KarriNo ratings yet
- Subwoofers - RTLDocument6 pagesSubwoofers - RTLlmpomboNo ratings yet
- Amplifier: Figures of MeritDocument5 pagesAmplifier: Figures of MeritAj HuntNo ratings yet
- Head Joint Embouchure Hole and Filtering Effects oDocument5 pagesHead Joint Embouchure Hole and Filtering Effects oadrianoucamNo ratings yet
- Basics of Duct DesignDocument2 pagesBasics of Duct DesignApurv Goyal100% (1)
- Chapter 1: Wave Propagation: Wavelength, Frequency, and Speed of SoundDocument7 pagesChapter 1: Wave Propagation: Wavelength, Frequency, and Speed of SoundJames Nhuri BachNo ratings yet
- The Sound of Silence: Designing and Producing Silent TransformersDocument5 pagesThe Sound of Silence: Designing and Producing Silent TransformersRezaNo ratings yet
- High-Quality Audio Amplifier With Automatic Bias ControlDocument4 pagesHigh-Quality Audio Amplifier With Automatic Bias Controlandree wNo ratings yet
- Achieving A Quieter Environment With McQuay® Indoor Vertical Self-Contained Systems, Application Guide AG 31-001, McQuay International (2001)Document11 pagesAchieving A Quieter Environment With McQuay® Indoor Vertical Self-Contained Systems, Application Guide AG 31-001, McQuay International (2001)tc041081No ratings yet
- Key principles of ultrasound imaging resolutionDocument7 pagesKey principles of ultrasound imaging resolutionVyshnavi EaswaranNo ratings yet
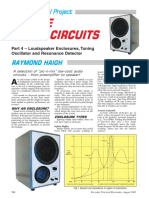
- Simple Audio Circuits Part 4 - Loudspeaker Enclosures, Tuning Oscillator and Resonance DetectorDocument4 pagesSimple Audio Circuits Part 4 - Loudspeaker Enclosures, Tuning Oscillator and Resonance DetectorRedmi 3s100% (2)
- The Elusive DBDocument3 pagesThe Elusive DBlmanrodt2020No ratings yet
- Gomes 2019Document19 pagesGomes 2019dcrazevedoNo ratings yet
- Glass and Acoustic InsulationDocument5 pagesGlass and Acoustic InsulationAnonymous vQewJPfVXa100% (1)
- JBL Audio Engineering for Sound ReinforcementFrom EverandJBL Audio Engineering for Sound ReinforcementRating: 5 out of 5 stars5/5 (2)
- ASME Guidance Articles On Repair Strategies - C. RoderyDocument35 pagesASME Guidance Articles On Repair Strategies - C. RoderyGuilherme AlencarNo ratings yet
- Break Pressure TankDocument53 pagesBreak Pressure TankParomita Mukherjee Misra100% (11)
- New Standards Updates for Fugitive Emissions ComplianceDocument16 pagesNew Standards Updates for Fugitive Emissions ComplianceJOSE MARTIN MORA RIVEROSNo ratings yet
- Consideraciones de Diseño de CalderasDocument6 pagesConsideraciones de Diseño de CalderasJOSE MARTIN MORA RIVEROSNo ratings yet
- Super Duplex Valve PDFDocument87 pagesSuper Duplex Valve PDFMohamed YousufNo ratings yet
- Pipe Wall Thickness CalculationDocument79 pagesPipe Wall Thickness CalculationRaj Bindas100% (1)
- Process Plant Piping OverviewDocument133 pagesProcess Plant Piping Overviewskdalalsin100% (8)
- 15403-Copes Vulcan MNSD-V (Sd2k) - Multi Nozzle Spray DesuperheatersDocument8 pages15403-Copes Vulcan MNSD-V (Sd2k) - Multi Nozzle Spray DesuperheatersJOSE MARTIN MORA RIVEROSNo ratings yet
- The Flow Noise Characteristics of A Control Valve - OK OK OK TEORIADocument7 pagesThe Flow Noise Characteristics of A Control Valve - OK OK OK TEORIAJOSE MARTIN MORA RIVEROSNo ratings yet
- Brochure Noise Attenuation Technologies For Control Valves en 127214Document16 pagesBrochure Noise Attenuation Technologies For Control Valves en 127214JOSE MARTIN MORA RIVEROSNo ratings yet
- JIS Standard For Boiler Water - 1 PDFDocument80 pagesJIS Standard For Boiler Water - 1 PDFCornelius Toni Kuswandi100% (1)
- Predicting Valve Noise with IEC StandardDocument4 pagesPredicting Valve Noise with IEC StandardJOSE MARTIN MORA RIVEROSNo ratings yet
- Noise Emissions of Control ValvesDocument2 pagesNoise Emissions of Control ValvesJOSE MARTIN MORA RIVEROSNo ratings yet
- The Silent Treatment: Fisher Solutions To Noise ProblemsDocument16 pagesThe Silent Treatment: Fisher Solutions To Noise ProblemsJOSE MARTIN MORA RIVEROSNo ratings yet
- TT - Severe Service Trim Brochure - Update OK OK OK CALCULOSDocument20 pagesTT - Severe Service Trim Brochure - Update OK OK OK CALCULOSJOSE MARTIN MORA RIVEROSNo ratings yet
- Ag 4915158Document4 pagesAg 4915158Kishore SinghNo ratings yet
- 1081ch6 14 PDFDocument21 pages1081ch6 14 PDFNguyễn Thống NhấtNo ratings yet
- Control Valve Noise - FlowServeDocument16 pagesControl Valve Noise - FlowServeEstuardo Javier Gan RodríguezNo ratings yet
- NoiseMan PDFDocument30 pagesNoiseMan PDFshan07011984No ratings yet
- Welker Jet® Control ValveDocument30 pagesWelker Jet® Control ValveJOSE MARTIN MORA RIVEROSNo ratings yet
- Predicting Valve Noise with IEC StandardDocument4 pagesPredicting Valve Noise with IEC StandardJOSE MARTIN MORA RIVEROSNo ratings yet
- Pipe NoiseDocument10 pagesPipe NoiseRoshin99No ratings yet
- SRV NoiseDocument7 pagesSRV NoisebbmokshNo ratings yet
- Welker In-Line Diffuser: Welker ... When Excellence Counts!Document2 pagesWelker In-Line Diffuser: Welker ... When Excellence Counts!JOSE MARTIN MORA RIVEROSNo ratings yet
- Typical F Valve Style Modifier Values Catalog 12: (From IEC534) Page 1-1 June 2014Document352 pagesTypical F Valve Style Modifier Values Catalog 12: (From IEC534) Page 1-1 June 2014CarlosIkedaNo ratings yet
- Control Valve Noise Control Manual - DresserDocument24 pagesControl Valve Noise Control Manual - DresserTrevor KanodeNo ratings yet
- IEC - 60534 - 8 - 4 - 2015 - The Impact of Lee 534-8-3Document11 pagesIEC - 60534 - 8 - 4 - 2015 - The Impact of Lee 534-8-3JOSE MARTIN MORA RIVEROSNo ratings yet
- Ag 4915158Document4 pagesAg 4915158Kishore SinghNo ratings yet
- Sizing & Selection: Control Valve Noise PredictionDocument5 pagesSizing & Selection: Control Valve Noise PredictionsnamprogNo ratings yet
- India: 1UBK7-470E1Document67 pagesIndia: 1UBK7-470E1harish kumar100% (1)
- Sub Net Questions With AnsDocument5 pagesSub Net Questions With AnsSavior Wai Hung WongNo ratings yet
- Sem NotesDocument39 pagesSem NotesN NandiniNo ratings yet
- Mitch Fryling and Linda Hayes - Motivation in Behavior Analysis A Critique PDFDocument9 pagesMitch Fryling and Linda Hayes - Motivation in Behavior Analysis A Critique PDFIrving Pérez Méndez0% (1)
- Analysis of Wood Bending PropertiesDocument11 pagesAnalysis of Wood Bending Propertiesprasanna020391100% (1)
- ReLu Heuristics For Avoiding Local Bad MinimaDocument10 pagesReLu Heuristics For Avoiding Local Bad MinimaShanmuganathan V (RC2113003011029)100% (1)
- Snowden Documents Demand 14 0714 PDFDocument4 pagesSnowden Documents Demand 14 0714 PDFSander BelouNo ratings yet
- Paper ESEE2017 CLJLand MLDocument12 pagesPaper ESEE2017 CLJLand MLMatheus CardimNo ratings yet
- CHAPTER 9 Microsoft Excel 2016 Back ExerciseDocument3 pagesCHAPTER 9 Microsoft Excel 2016 Back ExerciseGargi SinghNo ratings yet
- Volcanoes, Earthquakes, and Mountain Ranges: What's inDocument3 pagesVolcanoes, Earthquakes, and Mountain Ranges: What's inRuby Jean LagunayNo ratings yet
- Articol S.brînza, V.stati Pag.96Document154 pagesArticol S.brînza, V.stati Pag.96crina1996No ratings yet
- OSHCo Study I MalaysiaDocument7 pagesOSHCo Study I MalaysiafairusNo ratings yet
- 16656561931665656193FinancialModellingProfessional 1 (1) CompressedDocument17 pages16656561931665656193FinancialModellingProfessional 1 (1) CompressedDharmik UndaviyaNo ratings yet
- Theoretical Foundation in Nursing: LESSON 8Document4 pagesTheoretical Foundation in Nursing: LESSON 8Gabriel SorianoNo ratings yet
- Standards and Their ClassificationsDocument3 pagesStandards and Their ClassificationsJoecelle AbleginaNo ratings yet
- Trends in Maternal Mortality: Executive SummaryDocument16 pagesTrends in Maternal Mortality: Executive SummarykansaNo ratings yet
- Dominos Winning StrategiesDocument185 pagesDominos Winning StrategiesY Ammar IsmailNo ratings yet
- Hydrology Notes 4 PDFDocument12 pagesHydrology Notes 4 PDFSudin PradhanNo ratings yet
- TSC RFP With Core - Page 130 PDFDocument130 pagesTSC RFP With Core - Page 130 PDFalbraa80100% (1)
- DE Monthly Assessment - IDocument5 pagesDE Monthly Assessment - IJay KakadiyaNo ratings yet
- CLASS 10 CH-1 ECO DEVELOPMENT Question AnswersDocument8 pagesCLASS 10 CH-1 ECO DEVELOPMENT Question AnswersDoonites DelhiNo ratings yet
- SP-1127 - Layout of Plant Equipment and FacilitiesDocument11 pagesSP-1127 - Layout of Plant Equipment and FacilitiesParag Lalit SoniNo ratings yet
- Superheterodyne ReceiverDocument22 pagesSuperheterodyne ReceiverdeepanilsaxenaNo ratings yet
- Manual Completo Sinovo SD600Document221 pagesManual Completo Sinovo SD600Felipe de PaulaNo ratings yet
- Operation Manual for XMT-808 Digital Temperature ControllerDocument23 pagesOperation Manual for XMT-808 Digital Temperature Controllerjonathan_calixto_4100% (1)
- Lecture Notes Natural LawDocument52 pagesLecture Notes Natural LawVina EstherNo ratings yet
- SummaryDocument3 pagesSummaryОля ВласійчукNo ratings yet
- SMD - Metal-Sheet Decking DesignDocument10 pagesSMD - Metal-Sheet Decking DesignAchilles YipNo ratings yet
- Responses to Empiricism and Structuralism in Social SciencesDocument13 pagesResponses to Empiricism and Structuralism in Social Sciencesphils_skoreaNo ratings yet
- David Kassan DemoDocument3 pagesDavid Kassan DemokingkincoolNo ratings yet