You might also like
- PIC Microcontroller Projects in C: Basic to AdvancedFrom EverandPIC Microcontroller Projects in C: Basic to AdvancedRating: 5 out of 5 stars5/5 (10)
- ZIEHL-ABEGG HDSD ZAdynpro Part1Document60 pagesZIEHL-ABEGG HDSD ZAdynpro Part1Phạm MạnhNo ratings yet
- Pollution Prevention: Methodology, Technologies and PracticesFrom EverandPollution Prevention: Methodology, Technologies and PracticesNo ratings yet
- Ba880 VLR60-251 enDocument34 pagesBa880 VLR60-251 enluislisinNo ratings yet
- L-BAL-F075-GBDocument42 pagesL-BAL-F075-GBjose luisNo ratings yet
- Ba281 en PDFDocument30 pagesBa281 en PDFvictor baccaNo ratings yet
- Elmo Rletschle V-VC 202 User ManualDocument32 pagesElmo Rletschle V-VC 202 User ManualFirdhaus JaniNo ratings yet
- Suflante Huber - BA381-ENDocument30 pagesSuflante Huber - BA381-ENRotheHunterNo ratings yet
- 02 GEA MIOne Sampler Manual 2017Document98 pages02 GEA MIOne Sampler Manual 2017Rafael DupontNo ratings yet
- Global 90i - OLD Frame - 7123-9001-008Document104 pagesGlobal 90i - OLD Frame - 7123-9001-008Arcadie RacoviţăNo ratings yet
- ZIEHL ABEGG Operating Instructions ZArec4C English - 01Document68 pagesZIEHL ABEGG Operating Instructions ZArec4C English - 01Riccardo AzzopardiNo ratings yet
- B-811 Operationmanual en G Lowres 0Document54 pagesB-811 Operationmanual en G Lowres 0bleaurosenNo ratings yet
- XXX Ziehl Abegg MotorDocument88 pagesXXX Ziehl Abegg MotorMohamed SaadNo ratings yet
- BA KSP HER CNF enDocument44 pagesBA KSP HER CNF enzhyhhNo ratings yet
- asm_310Document69 pagesasm_310frajacsaNo ratings yet
- C-KLR - Operating ManualDocument30 pagesC-KLR - Operating ManualEdwin orlando MolinaNo ratings yet
- TKD2016UserGuide PDFDocument282 pagesTKD2016UserGuide PDFhhyjNo ratings yet
- Original Operating Instructions V-VtaDocument32 pagesOriginal Operating Instructions V-VtaMarcin MatułaNo ratings yet
- Snort ManualDocument283 pagesSnort ManualcarloNo ratings yet
- 121762oen 01Document71 pages121762oen 01210719872010No ratings yet
- 4.2.5 Inlab Operator Manual 4-2014Document182 pages4.2.5 Inlab Operator Manual 4-2014Enrique UgaldeNo ratings yet
- Heron IOS User-Manual-012020Document42 pagesHeron IOS User-Manual-012020Tony MathewNo ratings yet
- 610 00165 40 000 enDocument44 pages610 00165 40 000 enAmandaNo ratings yet
- TSP303Plus Operation Manual 2.2.1 enDocument76 pagesTSP303Plus Operation Manual 2.2.1 enpankajrawatextraNo ratings yet
- Pfisterer Inner Cone Plug Terminations Connex Size 2 InstructionDocument36 pagesPfisterer Inner Cone Plug Terminations Connex Size 2 Instructionadepoma100% (1)
- Manual: Fuse 1Document33 pagesManual: Fuse 1Jua perezNo ratings yet
- Vacon NX Service Manual Vacon NX Service ManualDocument72 pagesVacon NX Service Manual Vacon NX Service ManualAlexey100% (1)
- Snort 3 User ManualDocument103 pagesSnort 3 User ManualColm MaddenNo ratings yet
- Digital Flatbed Cutter PN Series Operating ManualDocument142 pagesDigital Flatbed Cutter PN Series Operating ManualjajjjNo ratings yet
- Assembly Instructions - ECblue - B (090) - IP54Document56 pagesAssembly Instructions - ECblue - B (090) - IP54Ricardo AyarzagoitiaNo ratings yet
- PfeifferHI Pace80Turbo OperatingInstructionsDocument38 pagesPfeifferHI Pace80Turbo OperatingInstructionsMiguel Angel PinoNo ratings yet
- DM210575_270715_LWP_EN_CDocument125 pagesDM210575_270715_LWP_EN_Cipasrl.guestNo ratings yet
- Centrifugation Operating Manual MiniSpin PlusDocument46 pagesCentrifugation Operating Manual MiniSpin PlusCaro ErazoNo ratings yet
- GFD MgeDocument72 pagesGFD MgeMárton HNo ratings yet
- L Bal F055D GBDocument52 pagesL Bal F055D GBCiprian BalcanNo ratings yet
- O&M Manual_Elastic Support_W6341-6342_8WL4200_enDocument32 pagesO&M Manual_Elastic Support_W6341-6342_8WL4200_enCarlos AlonsoNo ratings yet
- Pfeiffer ASM 340 Operating InstructionsDocument77 pagesPfeiffer ASM 340 Operating InstructionsPérsio Mozart PintoNo ratings yet
- Instructions For Use CONNEX Cable Connector Size 3 and 3/SDocument36 pagesInstructions For Use CONNEX Cable Connector Size 3 and 3/SJonathan FuentesNo ratings yet
- 5b96553db401f MiniSpinplus MinDocument42 pages5b96553db401f MiniSpinplus MinMuhammad IbraheemNo ratings yet
- Sigtran Openss7Document150 pagesSigtran Openss7Jesus Bazan100% (1)
- Operating Manual - MiniSpin (Plus)Document40 pagesOperating Manual - MiniSpin (Plus)Claudio Verna100% (1)
- Mi Microservices Eap 7 Reference Architecture 201606 enDocument153 pagesMi Microservices Eap 7 Reference Architecture 201606 enCarlosArturoQuirogaNo ratings yet
- User manual for SIDEXIS 4 dental imaging softwareDocument272 pagesUser manual for SIDEXIS 4 dental imaging softwareWill RyalsNo ratings yet
- E1855186 L2NT e KDocument18 pagesE1855186 L2NT e KpietroNo ratings yet
- L Bal F052D GBDocument52 pagesL Bal F052D GBolivertako11No ratings yet
- Mfixgui)Document44 pagesMfixgui)pushkalNo ratings yet
- K-355 Operationmanual en G Lowres PDFDocument38 pagesK-355 Operationmanual en G Lowres PDFMigue ZabaletaNo ratings yet
- 10183984-G1 Industrial SCBA User Manual-EnDocument62 pages10183984-G1 Industrial SCBA User Manual-Enrathindra choudharyNo ratings yet
- Multi Den CoDocument120 pagesMulti Den CoAleksejs KuļikovsNo ratings yet
- Vaadin Programming Cookbook PDFDocument144 pagesVaadin Programming Cookbook PDFAlexandre JuniorNo ratings yet
- EC Motor Data SheetDocument51 pagesEC Motor Data SheetTadala MaluwaNo ratings yet
- FMP55 Manual EngDocument36 pagesFMP55 Manual EngOSVALDONo ratings yet
- GE Healthcare CARESCAPE Monitor B450 Service Manual: Software Version 2 Hardware Version B450-01Document244 pagesGE Healthcare CARESCAPE Monitor B450 Service Manual: Software Version 2 Hardware Version B450-01Guillermo Alberto CampetellaNo ratings yet
- OperManS60 Serial enDocument352 pagesOperManS60 Serial enWaseem AkramNo ratings yet
- Remove PDFDocument246 pagesRemove PDFJhon LopezNo ratings yet
- CADD Standards Guide City PlansDocument234 pagesCADD Standards Guide City Plansbyram430No ratings yet
- Road Maintenance PDFDocument6 pagesRoad Maintenance PDFFahmie FizalNo ratings yet
- Early Prediction of The Outcome of Kickstarter CamDocument7 pagesEarly Prediction of The Outcome of Kickstarter Camugo_rossiNo ratings yet
- For Our Socialist Motherland - The Bulgarian People's Army in Team YankeeDocument5 pagesFor Our Socialist Motherland - The Bulgarian People's Army in Team Yankeeugo_rossiNo ratings yet
- NETWRIX-cyber Chief Magazine April 2021Document74 pagesNETWRIX-cyber Chief Magazine April 2021ugo_rossiNo ratings yet
- Ovel Designs of Turbine Blades For Additive Manufacturing-GT2016-56084Document8 pagesOvel Designs of Turbine Blades For Additive Manufacturing-GT2016-56084ugo_rossiNo ratings yet
- Early Prediction of The Outcome of Kickstarter CamDocument7 pagesEarly Prediction of The Outcome of Kickstarter Camugo_rossiNo ratings yet
- Ovel Designs of Turbine Blades For Additive Manufacturing-GT2016-56084Document8 pagesOvel Designs of Turbine Blades For Additive Manufacturing-GT2016-56084ugo_rossiNo ratings yet
- Web Application Development Processes ReDocument5 pagesWeb Application Development Processes Reugo_rossiNo ratings yet
- The Irish Army in Team Yankee: October 2020Document4 pagesThe Irish Army in Team Yankee: October 2020ugo_rossiNo ratings yet
- Simulation Based Approaches For Systems EngineeringDocument33 pagesSimulation Based Approaches For Systems Engineeringugo_rossiNo ratings yet
- God, Country & The Emir - The Army of Kuwait in Team YankeeDocument5 pagesGod, Country & The Emir - The Army of Kuwait in Team Yankeeugo_rossiNo ratings yet
- Lead elite US troops in Team Yankee with RangersDocument4 pagesLead elite US troops in Team Yankee with Rangersugo_rossiNo ratings yet
- How To Succeed in Crowdfunding A Long-Term Study IDocument29 pagesHow To Succeed in Crowdfunding A Long-Term Study Iugo_rossiNo ratings yet
- GE9X Additive PartsDocument9 pagesGE9X Additive Partsugo_rossiNo ratings yet
- ADL R D BestPractice Finding Your Balance Portfolio Management 01Document20 pagesADL R D BestPractice Finding Your Balance Portfolio Management 01ugo_rossiNo ratings yet
- Start Competing - Space Wolves TacticsDocument64 pagesStart Competing - Space Wolves Tacticsugo_rossiNo ratings yet
- PALEtte - Roadside Shrine DetailingDocument8 pagesPALEtte - Roadside Shrine Detailingugo_rossiNo ratings yet
- GE Military Defense 8.5x11 R1Document8 pagesGE Military Defense 8.5x11 R1ugo_rossiNo ratings yet
- GE Military Defense 8.5x11 R1Document8 pagesGE Military Defense 8.5x11 R1ugo_rossiNo ratings yet
- The Irish Army in Team Yankee: October 2020Document4 pagesThe Irish Army in Team Yankee: October 2020ugo_rossiNo ratings yet
- GE Military Defense 8.5x11 R2 1Document8 pagesGE Military Defense 8.5x11 R2 1ugo_rossiNo ratings yet
- PALEtte - My Recipe For Painting StoneDocument9 pagesPALEtte - My Recipe For Painting Stoneugo_rossi100% (1)
- ADL R D BestPractice Finding Your Balance Portfolio Management 01Document20 pagesADL R D BestPractice Finding Your Balance Portfolio Management 01ugo_rossiNo ratings yet
- 3.2 How To Plan A Digital Marketing Campaign - DMIDocument5 pages3.2 How To Plan A Digital Marketing Campaign - DMIugo_rossiNo ratings yet
- Tire Pressure Monitoring (Applications of Control) : IEEE Control Systems January 2008Document5 pagesTire Pressure Monitoring (Applications of Control) : IEEE Control Systems January 2008ugo_rossiNo ratings yet
- 4.2 LinkedIn Marketing Guide For Business inDocument7 pages4.2 LinkedIn Marketing Guide For Business inugo_rossiNo ratings yet
- WIRELESS SENSOR NETWORK FOR RESOURCES TRACKING AT BUILDING CONSTRUCTION SITES-205ijirseDocument10 pagesWIRELESS SENSOR NETWORK FOR RESOURCES TRACKING AT BUILDING CONSTRUCTION SITES-205ijirseugo_rossiNo ratings yet
- Maven Dialectica NDADocument5 pagesMaven Dialectica NDAugo_rossiNo ratings yet
- Maven Dialectica NDADocument5 pagesMaven Dialectica NDAugo_rossiNo ratings yet
- EN14181 Asig Calitatii CEMSDocument45 pagesEN14181 Asig Calitatii CEMSbrctlnNo ratings yet
- 21290f PDFDocument40 pages21290f PDFАндрій БілявськийNo ratings yet
- HVAC-Indoor AC-LG-Cassette 4 Way 2x2Document4 pagesHVAC-Indoor AC-LG-Cassette 4 Way 2x2Ashar HassanNo ratings yet
- DNV-RTR Specialist Certification PDFDocument6 pagesDNV-RTR Specialist Certification PDFshafeeqm3086No ratings yet
- Native Instruments Guitar Rig TutorialsDocument12 pagesNative Instruments Guitar Rig TutorialsEmre AlaçayırNo ratings yet
- Energy Hakan Aygun MakaleDocument18 pagesEnergy Hakan Aygun MakaleIsmail EkmekciNo ratings yet
- Quot - Leak Tester BP Ridwan - PTI Cosmetics - 08apr21Document6 pagesQuot - Leak Tester BP Ridwan - PTI Cosmetics - 08apr21mario gultomNo ratings yet
- Behringer X-TOUCH: Universal Control SurfaceDocument15 pagesBehringer X-TOUCH: Universal Control SurfaceManuel Becerra RodríguezNo ratings yet
- Motor Control Circuit Activity Ladder DiagramDocument11 pagesMotor Control Circuit Activity Ladder DiagramAJ LunaNo ratings yet
- Memory Management: Hardware ImplementationDocument11 pagesMemory Management: Hardware ImplementationAashrey JainNo ratings yet
- WIDI Jack Owner S Manual v07 Mobile View enDocument17 pagesWIDI Jack Owner S Manual v07 Mobile View enMike BuchananNo ratings yet
- GNSS Processing Report for TDTV MarkerDocument9 pagesGNSS Processing Report for TDTV MarkerJoshua Paskah NugrahaNo ratings yet
- CATV NCII-CORE 4. Install Subscriber Drop Lines and CPEDocument50 pagesCATV NCII-CORE 4. Install Subscriber Drop Lines and CPECdscdb RegistrarNo ratings yet
- Additive Manufacturing Processes and ApplicationsDocument3 pagesAdditive Manufacturing Processes and ApplicationsNishant MayekarNo ratings yet
- Technical Indicator Builder User Guide MT4Document24 pagesTechnical Indicator Builder User Guide MT4Eduardo NevesNo ratings yet
- Microcontroller To Sensor Interfacing TechniquesDocument13 pagesMicrocontroller To Sensor Interfacing TechniquesSantosh Martha100% (1)
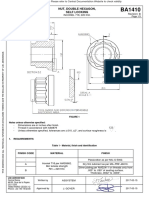
- Nut, Double Hexagon, Self Locking: Page 1/3Document3 pagesNut, Double Hexagon, Self Locking: Page 1/3Renato WatanabeNo ratings yet
- GSMA What Is SIM SwapDocument1 pageGSMA What Is SIM SwapLeon PejićNo ratings yet
- Visual Search Market Size, Status and Forecast 2019-2025Document8 pagesVisual Search Market Size, Status and Forecast 2019-2025mahi singhNo ratings yet
- Building Customer-Centric OrganizationsDocument58 pagesBuilding Customer-Centric Organizationscamitercero7830No ratings yet
- ManualDocument359 pagesManualJesús MartínezNo ratings yet
- S Siva Kishore Project - BADocument5 pagesS Siva Kishore Project - BAosuri sudheer kumarNo ratings yet
- Kandi. Sai Pavan Kumar: Career ObjectiveDocument2 pagesKandi. Sai Pavan Kumar: Career ObjectiveSai PavanNo ratings yet
- Mil Spec Backshells and Connector AccessoriesDocument269 pagesMil Spec Backshells and Connector AccessoriesNemanja SedlarevićNo ratings yet
- Spekers ProjectDocument2 pagesSpekers ProjectIsa JoyceNo ratings yet
- Bus ID No.: E-1347: Passenger InformationDocument1 pageBus ID No.: E-1347: Passenger InformationVignesh KumarNo ratings yet
- Mentorpaper 36762Document24 pagesMentorpaper 36762Sarath BondaruNo ratings yet
- Digital Citizenship AdvocacyDocument16 pagesDigital Citizenship Advocacyapi-540887676No ratings yet
- Banshee S03E04 1080p BluRay x264-MRSKDocument63 pagesBanshee S03E04 1080p BluRay x264-MRSKGeorge Alexandru RomanNo ratings yet
- 2020 Hertz Price SheetDocument28 pages2020 Hertz Price SheetMarv PascNo ratings yet
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)From EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Rating: 4.5 out of 5 stars4.5/5 (2)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Practical Electronics for Inventors, Fourth EditionFrom EverandPractical Electronics for Inventors, Fourth EditionRating: 4 out of 5 stars4/5 (3)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonFrom EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonRating: 5 out of 5 stars5/5 (2)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- The Graphene Revolution: The Weird Science of the Ultra-thinFrom EverandThe Graphene Revolution: The Weird Science of the Ultra-thinRating: 4.5 out of 5 stars4.5/5 (4)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)