You might also like
- ITP Format - Excel GEP 1120Document22 pagesITP Format - Excel GEP 1120raghuvarma100% (1)
- Jis G3141 PDFDocument28 pagesJis G3141 PDFjorgesalgNo ratings yet
- Pump DrawingDocument1 pagePump DrawingOcta RioNo ratings yet
- Welding and Heat Treatment Requirements For Equipment and PipingDocument34 pagesWelding and Heat Treatment Requirements For Equipment and Pipingonur gunesNo ratings yet
- Assembly A54 - ASSEMBLYDocument1 pageAssembly A54 - ASSEMBLYNikolas Dallas (dallakoss)No ratings yet
- J007-KAT-SD-WP-1021 - Rev 0 - Wall Panel at Master Bedroom (22.07.21)Document1 pageJ007-KAT-SD-WP-1021 - Rev 0 - Wall Panel at Master Bedroom (22.07.21)DeneshNo ratings yet
- Production 712906: Installation Outline Drawing, Fl500Document2 pagesProduction 712906: Installation Outline Drawing, Fl500gerardo.serco19No ratings yet
- Vessel Drum Sew DWGDocument2 pagesVessel Drum Sew DWGSANGEETHANo ratings yet
- Clarifier Tank Layout - 250 CMH PDFDocument1 pageClarifier Tank Layout - 250 CMH PDFepe civil1No ratings yet
- ZCC9800-20200907 CompressedDocument32 pagesZCC9800-20200907 CompressedPhúc Linh Nguyễn100% (1)
- Westermo DD MRD 315Document1 pageWestermo DD MRD 315ninjai_thelittleninjaNo ratings yet
- 0120 CSS Subsea Diver Installed ConnectorsDocument2 pages0120 CSS Subsea Diver Installed ConnectorsThamer KhatibNo ratings yet
- FORM MASTER DATA MATERIAL 13 Mar 20 EMRDocument2 pagesFORM MASTER DATA MATERIAL 13 Mar 20 EMRM Iqbal AdmanNo ratings yet
- 01 - General Tracker-2Document22 pages01 - General Tracker-2MAGED ELSADIGNo ratings yet
- Canadian Solar CS1H 320 330wDocument2 pagesCanadian Solar CS1H 320 330wrobertoNo ratings yet
- 20 Ton Mechanical Hull WRSHDocument2 pages20 Ton Mechanical Hull WRSHthomsonNo ratings yet
- Ped9 70.033-01Document1 pagePed9 70.033-01radul2009No ratings yet
- E250-SF, S250-SF: Ratings and SpecificationsDocument2 pagesE250-SF, S250-SF: Ratings and Specificationskuan sim angNo ratings yet
- SD.20 Structural Concrete Standards Anchor Bolt DetailsDocument1 pageSD.20 Structural Concrete Standards Anchor Bolt DetailsajmainNo ratings yet
- Catalogo JKM230M-60Document2 pagesCatalogo JKM230M-60Hêrnæn TæpîäNo ratings yet
- Conventional Breathers: Technical GuideDocument10 pagesConventional Breathers: Technical GuidePhạm Trung HiếuNo ratings yet
- Pressure Test Package: Project Contractor Sub-ContractorDocument53 pagesPressure Test Package: Project Contractor Sub-ContractorABAID ULLAHNo ratings yet
- La213x.ca100v-111 R01-CLGDocument1 pageLa213x.ca100v-111 R01-CLGRicardo TurinNo ratings yet
- J-DMS: Uncontrolled When PrintedDocument1 pageJ-DMS: Uncontrolled When PrintedRanish P. KurianNo ratings yet
- Industrial Mobile Broadband Router (3G) : EN 61000-6-2 EN 61000-6-4 EN 61000-6-3 R&TteDocument3 pagesIndustrial Mobile Broadband Router (3G) : EN 61000-6-2 EN 61000-6-4 EN 61000-6-3 R&TteSilvio Romero CaladoNo ratings yet
- XE CẨU BÁNH XÍCH 800T ZCC9800W(Cummins &...p;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp; Benz)Document22 pagesXE CẨU BÁNH XÍCH 800T ZCC9800W(Cummins &...p;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp;amp; Benz)Phúc Linh NguyễnNo ratings yet
- 800 ZCC9800W Catalogue Cummins BenzDocument22 pages800 ZCC9800W Catalogue Cummins BenzPhúc Linh NguyễnNo ratings yet
- D038 Evs Co000 1092 - 00Document1 pageD038 Evs Co000 1092 - 00Mussarat BabasahebNo ratings yet
- Golar GimiTemperature Junction BoxDocument1 pageGolar GimiTemperature Junction Boxauto etrustNo ratings yet
- CS3W-395 Panel SolarDocument2 pagesCS3W-395 Panel SolarGabriel GonzalezNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase 1) : 9686-8430-14-713-4001-001 - B1. DWG Cad File NameDocument1 pageRas Markaz Crude Oil Park Project (Phase 1) : 9686-8430-14-713-4001-001 - B1. DWG Cad File NameANIL PLAMOOTTILNo ratings yet
- 33 11 00-2 Polywrap Corrosion Protective Film PDFDocument8 pages33 11 00-2 Polywrap Corrosion Protective Film PDFDusngi MoNo ratings yet
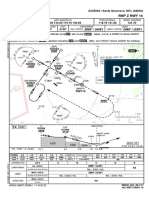
- Sbgo - Iac RNP Z Rwy14 - Iac - 20220811Document1 pageSbgo - Iac RNP Z Rwy14 - Iac - 20220811Luiz SantosNo ratings yet
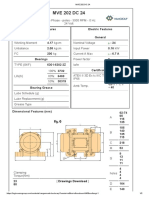
- MVE 202 DC 24: Drawings DownloadDocument2 pagesMVE 202 DC 24: Drawings DownloadAmol SarinNo ratings yet
- Inspection and Test Plan: LV Power CableDocument1 pageInspection and Test Plan: LV Power CableRami KsidaNo ratings yet
- Manual ENDocument52 pagesManual ENJoão RigorNo ratings yet
- Accesorios Ecofittom enDocument2 pagesAccesorios Ecofittom enВладан МиладиновићNo ratings yet
- 5005 - PR - XX - L2 - 417 Rev-C Server Panel Layout Drawing-F25C-01Document18 pages5005 - PR - XX - L2 - 417 Rev-C Server Panel Layout Drawing-F25C-01deepak799sgNo ratings yet
- G-102-01 (790DBBC) Al-Shahaniya: AR-SF-103-02Document1 pageG-102-01 (790DBBC) Al-Shahaniya: AR-SF-103-02AslamNo ratings yet
- Breaker SchemeDocument31 pagesBreaker Schemebinode100% (1)
- Canadian Solar Datasheet Hiku Cs3w P High EfficiencyDocument2 pagesCanadian Solar Datasheet Hiku Cs3w P High EfficiencybenicioNo ratings yet
- Tank Datasheet - CS-8000KL - RADocument1 pageTank Datasheet - CS-8000KL - RASumantrra ChattopadhyayNo ratings yet
- Training-1: 01 Issued For Training RK RK RKDocument4 pagesTraining-1: 01 Issued For Training RK RK RKJuan Luis FerretNo ratings yet
- Request For IMDS Data Registration of New PartDocument2 pagesRequest For IMDS Data Registration of New Partminhchi2608No ratings yet
- Manual de Fabricación - BellaDocument71 pagesManual de Fabricación - BellaFernando Varhen VidalNo ratings yet
- 312 BDocument2 pages312 BДрагиша Небитни Трифуновић50% (2)
- Super High Power Poly Perc ModuleDocument2 pagesSuper High Power Poly Perc ModuleTu Nguyen Thi CamNo ratings yet
- Flow Systems and SolutionsDocument3 pagesFlow Systems and SolutionsAndres JaramilloNo ratings yet
- rg20p 4e DatasheetDocument4 pagesrg20p 4e Datasheetaurelia almeidaNo ratings yet
- DD Expander - MB - Diy - Schematics - Rev1Document3 pagesDD Expander - MB - Diy - Schematics - Rev1JosephNo ratings yet
- Jinko 345Document2 pagesJinko 345nelson_grandeNo ratings yet
- Zoomlion Crawler Cranes Spec 83a2ecDocument32 pagesZoomlion Crawler Cranes Spec 83a2echamza bayramNo ratings yet
- P98114-SOR-SI-SC-SDFE-00302 - R1 As Manuf (OUT TO GSUT 1,2,3 11 KV)Document33 pagesP98114-SOR-SI-SC-SDFE-00302 - R1 As Manuf (OUT TO GSUT 1,2,3 11 KV)PLTMG MPP JAYAPURA 50MWNo ratings yet
- Qgcis Asa VD 212Document1 pageQgcis Asa VD 212workshop13.asaNo ratings yet
- Diagramas Boomer s2Document156 pagesDiagramas Boomer s2Sebastián Rojas Martínez100% (1)
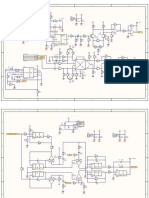
- Diagrama de Circuito Power Supply d461Document1 pageDiagrama de Circuito Power Supply d461api-3703813100% (3)
- SG6427 Na4030 01 602 N0gad001 094Document2 pagesSG6427 Na4030 01 602 N0gad001 094umer hayatNo ratings yet
- Ix Dmci BlockdiagramDocument52 pagesIx Dmci BlockdiagramЕвгений АксёновNo ratings yet
- La253x.ca100v-008 R02Document2 pagesLa253x.ca100v-008 R02Ricardo TurinNo ratings yet
- Engineering Service Revenues World Summary: Market Values & Financials by CountryFrom EverandEngineering Service Revenues World Summary: Market Values & Financials by CountryNo ratings yet
- Field Installation Work PackageDocument28 pagesField Installation Work PackageMa'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- DCM-GU-CH-03-A Appendix A - Workface Plan Template (Electrical)Document3 pagesDCM-GU-CH-03-A Appendix A - Workface Plan Template (Electrical)Ma'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- P 391-1 Warning of Hot Surfaces: January 2007Document3 pagesP 391-1 Warning of Hot Surfaces: January 2007Ma'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- 1 C-C13 1 C-C14 1 C-C15: REV Sheet Structural Details Custom Steel FramesDocument1 page1 C-C13 1 C-C14 1 C-C15: REV Sheet Structural Details Custom Steel FramesMa'arif Nuzul AddibNo ratings yet
- Project Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsDocument1 pageProject Specification C02817261026 - 2804101 - 0002614 PT OKI Pulp & Paper MillsMa'arif Nuzul AddibNo ratings yet
- Gojek RegisterDocument1 pageGojek RegisterMa'arif Nuzul AddibNo ratings yet
- M502-CH-1 - CHUTE - Rev.0Document1 pageM502-CH-1 - CHUTE - Rev.0Ma'arif Nuzul AddibNo ratings yet
- Main Workshop A2b - Assembly - List - Rev A #05.11.2021Document3 pagesMain Workshop A2b - Assembly - List - Rev A #05.11.2021Ma'arif Nuzul AddibNo ratings yet
- M502 - Assembly List #14.04.2021Document1 pageM502 - Assembly List #14.04.2021Ma'arif Nuzul AddibNo ratings yet
- GA1 - 3D VIEW - Rev 0Document1 pageGA1 - 3D VIEW - Rev 0Ma'arif Nuzul AddibNo ratings yet
- M502 - Part List #14.04.2021Document4 pagesM502 - Part List #14.04.2021Ma'arif Nuzul AddibNo ratings yet
- Bolt LiBNBNstDocument1 pageBolt LiBNBNstAboMuhmadSr.No ratings yet
- Bolt LiBNBNstDocument1 pageBolt LiBNBNstAboMuhmadSr.No ratings yet
- MAIN WORKSHOP A2B - Part - List - REV A #05.11.2020Document6 pagesMAIN WORKSHOP A2B - Part - List - REV A #05.11.2020Ma'arif Nuzul AddibNo ratings yet
- 4102-G1-4 - BEAM - Rev.1Document1 page4102-G1-4 - BEAM - Rev.1Ma'arif Nuzul AddibNo ratings yet
- Main Workshop A2b - Assembly - List - Rev A #05.11.2021Document3 pagesMain Workshop A2b - Assembly - List - Rev A #05.11.2021Ma'arif Nuzul AddibNo ratings yet
- Main Workshop A2b - Assembly - List - Rev A #05.11.2021Document3 pagesMain Workshop A2b - Assembly - List - Rev A #05.11.2021Ma'arif Nuzul AddibNo ratings yet
- 4102-SPB-2 - SPILLAGE BUCKET - Rev.1Document1 page4102-SPB-2 - SPILLAGE BUCKET - Rev.1Ma'arif Nuzul AddibNo ratings yet
- 4102-G1-3 - GALLERY - Rev.1Document1 page4102-G1-3 - GALLERY - Rev.1Ma'arif Nuzul AddibNo ratings yet
- 4102-G1-4 - BEAM - Rev.1Document1 page4102-G1-4 - BEAM - Rev.1Ma'arif Nuzul AddibNo ratings yet
- 4102-G1-1 - GALLERY - Rev.1Document1 page4102-G1-1 - GALLERY - Rev.1Ma'arif Nuzul AddibNo ratings yet
- SET UP Computer ServerDocument3 pagesSET UP Computer ServerRicHArdNo ratings yet
- Edug 899 - Grade 2 Forces and Motion Unit - CompletedDocument37 pagesEdug 899 - Grade 2 Forces and Motion Unit - Completedapi-241358660No ratings yet
- Shaft DeflectionDocument15 pagesShaft Deflectionfreek_jamesNo ratings yet
- Preliminary Voters ListDocument86 pagesPreliminary Voters Listمحمد منيب عبادNo ratings yet
- FL Switch 2000Document124 pagesFL Switch 2000marcosNo ratings yet
- UNIT 4 Digital Integrated CircuitsDocument161 pagesUNIT 4 Digital Integrated CircuitssimhadriNo ratings yet
- Assignment Group OSHADocument10 pagesAssignment Group OSHAariffikriismailNo ratings yet
- RCD ManagementDocument6 pagesRCD ManagementPindoterONo ratings yet
- Thom22e ch03 FinalDocument44 pagesThom22e ch03 FinalDionisius AlvianNo ratings yet
- Claudio MonteverdiDocument2 pagesClaudio MonteverdiBrendan LynchNo ratings yet
- Auburn Bsci ThesisDocument5 pagesAuburn Bsci Thesisafksaplhfowdff100% (1)
- JAMB Syllabus For BiologyDocument27 pagesJAMB Syllabus For BiologyOluebube UchennaNo ratings yet
- Presentation 1Document22 pagesPresentation 1AILYN PECASALESNo ratings yet
- PROP CASES OUTLINE 7 - Right of Way - Light & ViewDocument108 pagesPROP CASES OUTLINE 7 - Right of Way - Light & ViewKringle Lim - DansalNo ratings yet
- Loan Agreement: Acceleration ClauseDocument2 pagesLoan Agreement: Acceleration ClauseSomething SuspiciousNo ratings yet
- Esp Kelompok 2Document19 pagesEsp Kelompok 2Taufiq DiNo ratings yet
- UniFi Quick GuideDocument2 pagesUniFi Quick GuideAndhika TharunaNo ratings yet
- WHITE TOWN GROUP-4 FinalDocument112 pagesWHITE TOWN GROUP-4 Finalaswath manojNo ratings yet
- Business English ExerciseDocument11 pagesBusiness English ExerciseAdeline KwanNo ratings yet
- Bank OD Account in Tally 1Document3 pagesBank OD Account in Tally 1yashusahu180No ratings yet
- SmoothWall Express 2.0 Quick-Start GuideDocument6 pagesSmoothWall Express 2.0 Quick-Start Guideinfobits100% (1)
- Catphan®604 ManualDocument34 pagesCatphan®604 ManualTold Told LeungNo ratings yet
- International Rice Research Newsletter Vol12 No.4Document67 pagesInternational Rice Research Newsletter Vol12 No.4ccquintosNo ratings yet
- (IGC 2024) 2nd Circular - 0630Document43 pages(IGC 2024) 2nd Circular - 0630VictoriaNo ratings yet
- SLHT Grade 7 CSS Week 5 Without Answer KeyDocument6 pagesSLHT Grade 7 CSS Week 5 Without Answer KeyprinceyahweNo ratings yet
- MSS SP 69pdfDocument18 pagesMSS SP 69pdfLaura CaballeroNo ratings yet
- Maven MCQDocument55 pagesMaven MCQANNAPUREDDY ANIL KUMAR REDDY CSENo ratings yet
- Simple Love Spells That WorkDocument14 pagesSimple Love Spells That Workagg24ankitNo ratings yet
- A Control Method For Power-Assist Devices Using A BLDC Motor For Manual WheelchairsDocument7 pagesA Control Method For Power-Assist Devices Using A BLDC Motor For Manual WheelchairsAhmed ShoeebNo ratings yet