You might also like
- Electrochemical Micromachining for Nanofabrication, MEMS and NanotechnologyFrom EverandElectrochemical Micromachining for Nanofabrication, MEMS and NanotechnologyRating: 4 out of 5 stars4/5 (1)
- Powder Mixed Electric Discharge Machining of HastelloyDocument4 pagesPowder Mixed Electric Discharge Machining of HastelloyIJRASETPublicationsNo ratings yet
- Review Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50Document6 pagesReview Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50swatiNo ratings yet
- Improved Electrical Discharge Machine (EDM) Servomechanism Controller For Machining Micro PitsDocument6 pagesImproved Electrical Discharge Machine (EDM) Servomechanism Controller For Machining Micro PitsKevin WellsNo ratings yet
- An Ultrasonic Vibration Assisted Electrical Discharge Machining Device With Workpiece VibrationDocument12 pagesAn Ultrasonic Vibration Assisted Electrical Discharge Machining Device With Workpiece VibrationDu RoyNo ratings yet
- Review of State of Art and Process Parameter Influence in EDM TechnologyDocument9 pagesReview of State of Art and Process Parameter Influence in EDM TechnologyNguyễn Hữu PhấnNo ratings yet
- Influence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Document11 pagesInfluence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Pranes RainaNo ratings yet
- Course Number: IPE-116Document9 pagesCourse Number: IPE-116kawsar_002No ratings yet
- Optimization of Process Parameters in Die Sinking EDM - A REVIEWDocument6 pagesOptimization of Process Parameters in Die Sinking EDM - A REVIEWIJSTENo ratings yet
- Electrical Discharge Machining Thesis PDFDocument8 pagesElectrical Discharge Machining Thesis PDFfjfyj90y100% (2)
- International Journal of Machine Tools & Manufacture 92 (2015) 10–18Document9 pagesInternational Journal of Machine Tools & Manufacture 92 (2015) 10–18Sudhir KumarNo ratings yet
- Ultrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloyDocument6 pagesUltrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloysatishmaanNo ratings yet
- MMP RohitDocument23 pagesMMP RohitRohit SinghNo ratings yet
- Effect of Current On EDMDocument58 pagesEffect of Current On EDMAli M. ElghawailNo ratings yet
- Study of Electro-Chemical Machining Process for Drilling HolesDocument6 pagesStudy of Electro-Chemical Machining Process for Drilling Holeskaushalshah28598No ratings yet
- Materials 15 00513 v2Document14 pagesMaterials 15 00513 v2Abraham GutierrezNo ratings yet
- Literature ReviewDocument34 pagesLiterature ReviewMuhammad WaleedNo ratings yet
- A Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationDocument7 pagesA Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationMayank Rajesh Kumar ShrivastavaNo ratings yet
- Ijert Ijert: Study of Electro-Chemical Machining Process For Drilling HoleDocument5 pagesIjert Ijert: Study of Electro-Chemical Machining Process For Drilling HoleMd Sultan AhemadNo ratings yet
- A Review Paper On (EDM) Electrical Discharge MachiningDocument3 pagesA Review Paper On (EDM) Electrical Discharge MachiningVishal Kumar JaiswalNo ratings yet
- 1optimization of Micro-WireDocument33 pages1optimization of Micro-WireAman BansalNo ratings yet
- Msword&Rendition=1Document23 pagesMsword&Rendition=1ashwini yewaleNo ratings yet
- Finite Element Analysis of Wire Electrode On WEDM Process Using ANSYSDocument14 pagesFinite Element Analysis of Wire Electrode On WEDM Process Using ANSYSIJRASETPublicationsNo ratings yet
- Measurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedDocument14 pagesMeasurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedNguyễn Hữu PhấnNo ratings yet
- A Micro Project On: Industrial Components Which Are Produced Through Non Conventional Machining ProcessesDocument26 pagesA Micro Project On: Industrial Components Which Are Produced Through Non Conventional Machining Processesrajnish patilNo ratings yet
- Experimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodDocument6 pagesExperimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodVishal Kumar JaiswalNo ratings yet
- A Review On Current Research Trends in Electrical Discharge Machining (EDM)Document15 pagesA Review On Current Research Trends in Electrical Discharge Machining (EDM)dinesh veerNo ratings yet
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDocument40 pagesElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNo ratings yet
- EDM and ECM NotesDocument25 pagesEDM and ECM NotesFRANCIS THOMASNo ratings yet
- 1 s2.0 S2405844019366228 MainDocument12 pages1 s2.0 S2405844019366228 MainparthibanNo ratings yet
- Potential Micro EdmDocument6 pagesPotential Micro EdmAdilahNo ratings yet
- Non-Traditional Machining of Metal Matrix CompositesDocument21 pagesNon-Traditional Machining of Metal Matrix CompositesDillip MahakhudaNo ratings yet
- Electrode CoatingDocument8 pagesElectrode CoatingSaurabh JainNo ratings yet
- Overview of Micro-EDM Process Parameters in Machining: Himani Saxena, Hitesh Kumar, Sushil ShuklaDocument5 pagesOverview of Micro-EDM Process Parameters in Machining: Himani Saxena, Hitesh Kumar, Sushil ShuklatheijesNo ratings yet
- Experimental Investigation of MRR Using EDMDocument6 pagesExperimental Investigation of MRR Using EDMANKITNo ratings yet
- Usm, Ecm, EdmDocument24 pagesUsm, Ecm, EdmFRANCIS THOMASNo ratings yet
- Journal of Materials Processing TechnologyDocument8 pagesJournal of Materials Processing TechnologyJaygopalj JayamohanNo ratings yet
- Optimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodDocument9 pagesOptimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Msword&Rendition=1Document22 pagesMsword&Rendition=1ashwini yewaleNo ratings yet
- BookchapterDocument25 pagesBookchapterprabhakaranNo ratings yet
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocument6 pagesInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishNo ratings yet
- EDG Study Using Rotary Disk ElectrodeDocument9 pagesEDG Study Using Rotary Disk ElectrodeSarath ChandraNo ratings yet
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDocument8 pagesMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefNo ratings yet
- Manufacturing Processes - Non Conventional MachiningDocument14 pagesManufacturing Processes - Non Conventional MachiningSteven GoddardNo ratings yet
- International Journal of Engineering Research and Development (IJERD)Document6 pagesInternational Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Adu 2Document39 pagesAdu 2Amol GaikarNo ratings yet
- Seminar 1Document22 pagesSeminar 1ashwini yewaleNo ratings yet
- Comparison Between Bang-Bang, PID and LQR Controller For Electrical Discharge Machining ProcessDocument13 pagesComparison Between Bang-Bang, PID and LQR Controller For Electrical Discharge Machining ProcessIJRASETPublicationsNo ratings yet
- Research Paper On Electrical Discharge MachiningDocument6 pagesResearch Paper On Electrical Discharge Machiningpntrxjwgf100% (1)
- Electromechanical Design MAN 515: Electrical Discharge MachineDocument11 pagesElectromechanical Design MAN 515: Electrical Discharge MachineAli EhabNo ratings yet
- EDM Review of Stainless Steel MachiningDocument29 pagesEDM Review of Stainless Steel MachiningGaurav SinghNo ratings yet
- A Review On Recent Developments in Machining Methods Based On Electrical Discharge PhenomenaDocument18 pagesA Review On Recent Developments in Machining Methods Based On Electrical Discharge PhenomenachristianNo ratings yet
- Machining Characteristics of An RC-type Generator Circuit With An N-Channel MOSFET in Micro EDMDocument6 pagesMachining Characteristics of An RC-type Generator Circuit With An N-Channel MOSFET in Micro EDMgerdNo ratings yet
- A Review On The State of Art in Wire Electric Discharge MachiningDocument18 pagesA Review On The State of Art in Wire Electric Discharge MachiningBarış TaktakNo ratings yet
- Optimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachDocument12 pagesOptimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachIJRASETPublicationsNo ratings yet
- Intro PS NTMP-mergedDocument87 pagesIntro PS NTMP-mergedijagraviNo ratings yet
- Mentor Name-: Capstone Project Report OnDocument30 pagesMentor Name-: Capstone Project Report Onconstructive_mind000No ratings yet
- Fabrication of Cylindrical Micro Tools by Micro Electrochemical Form Turning OperationDocument9 pagesFabrication of Cylindrical Micro Tools by Micro Electrochemical Form Turning OperationPrapto PraptNo ratings yet
- Advanced Manufacturing Technology - Special Manufacturing ProcessesDocument16 pagesAdvanced Manufacturing Technology - Special Manufacturing ProcessesSteven Goddard100% (1)
- Review 1Document13 pagesReview 1HARISHRUTHINo ratings yet
- Machined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsDocument10 pagesMachined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsAnonymous 5AmJ13mLkNo ratings yet
- Lec 14Document19 pagesLec 14Anonymous 5AmJ13mLkNo ratings yet
- MF80772012AM2019Document3 pagesMF80772012AM2019Anonymous 5AmJ13mLkNo ratings yet
- Development and Application of Infrared ThermograpDocument27 pagesDevelopment and Application of Infrared ThermograpAnonymous 5AmJ13mLkNo ratings yet
- 059Document2 pages059Anonymous 5AmJ13mLkNo ratings yet
- Christmas No PrepDocument151 pagesChristmas No PrepGipson, Amanda - WREN HIGH SCHOO Teacher100% (3)
- Jadhav2015 Article RoadmapForLeanImplementationInDocument20 pagesJadhav2015 Article RoadmapForLeanImplementationInAnonymous 5AmJ13mLkNo ratings yet
- Roll No. B E / B.Tech (Full Time) Degree End Semester Examinations, Nov / Dec 2013Document2 pagesRoll No. B E / B.Tech (Full Time) Degree End Semester Examinations, Nov / Dec 2013Anonymous 5AmJ13mLkNo ratings yet
- 10C Polymer Processing (1.3 MB)Document21 pages10C Polymer Processing (1.3 MB)Anonymous 5AmJ13mLkNo ratings yet
- 3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationDocument17 pages3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationAnonymous 5AmJ13mLkNo ratings yet
- ImpactfactorandJIFQuartilereleasedon29june2020 PDFDocument326 pagesImpactfactorandJIFQuartilereleasedon29june2020 PDFMemoonaNo ratings yet
- Impact Factor 2021: List of Journals by Clarivate Analytics (JCR)Document264 pagesImpact Factor 2021: List of Journals by Clarivate Analytics (JCR)Medjahed AB100% (1)
- Advanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled With Fused Deposition Modelling (FDM) 3D Printing For Personalised Drug DeliveryDocument23 pagesAdvanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled With Fused Deposition Modelling (FDM) 3D Printing For Personalised Drug DeliveryAnonymous 5AmJ13mLkNo ratings yet
- MicromachinesDocument27 pagesMicromachinesJaneNo ratings yet
- Sensors: Microfluidic EBG Sensor Based On Phase-Shift Method Realized Using 3D Printing TechnologyDocument14 pagesSensors: Microfluidic EBG Sensor Based On Phase-Shift Method Realized Using 3D Printing TechnologyAnonymous 5AmJ13mLkNo ratings yet
- 3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesDocument22 pages3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesAnonymous 5AmJ13mLkNo ratings yet
- Sensors: 3D Printing-Based Integrated Water Quality Sensing SystemDocument17 pagesSensors: 3D Printing-Based Integrated Water Quality Sensing SystemAnonymous 5AmJ13mLkNo ratings yet
- Journal of Cleaner Production: Peng Zhao, Chengchen Rao, Fu Gu, Nusrat Sharmin, Jianzhong FuDocument10 pagesJournal of Cleaner Production: Peng Zhao, Chengchen Rao, Fu Gu, Nusrat Sharmin, Jianzhong FuAnonymous 5AmJ13mLkNo ratings yet
- Enhancement in Fatigue Performance of Metastable Austenitic StainlessDocument10 pagesEnhancement in Fatigue Performance of Metastable Austenitic StainlessAnonymous 5AmJ13mLkNo ratings yet
- 316L Stainless Steel Mechanical and Tribological Behavior-ADocument9 pages316L Stainless Steel Mechanical and Tribological Behavior-AAnonymous 5AmJ13mLkNo ratings yet
- Laser Energy Density Dependence of PerformanceDocument12 pagesLaser Energy Density Dependence of PerformanceAnonymous 5AmJ13mLkNo ratings yet
- Additive Manufacturing: Full Length ArticleDocument12 pagesAdditive Manufacturing: Full Length ArticleAnonymous 5AmJ13mLkNo ratings yet
- Materials Today: Proceedings: Akash K. More, Rahul M. ChanmanwarDocument5 pagesMaterials Today: Proceedings: Akash K. More, Rahul M. ChanmanwarAnonymous 5AmJ13mLkNo ratings yet
- Additive Manufacturing: Bonny Onuike, Bryan Heer, Amit BandyopadhyayDocument8 pagesAdditive Manufacturing: Bonny Onuike, Bryan Heer, Amit BandyopadhyayAnonymous 5AmJ13mLkNo ratings yet
- 1 s2.0 S1110260818301789 Main PDFDocument9 pages1 s2.0 S1110260818301789 Main PDFAnnamalai NNo ratings yet
- Materials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengDocument9 pagesMaterials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengAnonymous 5AmJ13mLkNo ratings yet
- International Journal of Electronics and Communications (AEÜ)Document10 pagesInternational Journal of Electronics and Communications (AEÜ)Anonymous 5AmJ13mLkNo ratings yet
- Materials Science & Engineering ADocument14 pagesMaterials Science & Engineering AAnonymous 5AmJ13mLkNo ratings yet
- Journal of Materials Processing Tech.: Research PaperDocument9 pagesJournal of Materials Processing Tech.: Research PaperAnonymous 5AmJ13mLkNo ratings yet
- Materials Science and Engineering CDocument13 pagesMaterials Science and Engineering CAnonymous 5AmJ13mLkNo ratings yet
- Field and Laboratory Evaluation of A Soft Clay Southern IraqDocument14 pagesField and Laboratory Evaluation of A Soft Clay Southern Iraqvidyaranya_bNo ratings yet
- Tomato PhytographyDocument30 pagesTomato PhytographyMafe CabilesNo ratings yet
- Solar PV Modules Technical Specifications SheetDocument1 pageSolar PV Modules Technical Specifications SheetHannan AhmadNo ratings yet
- ChemistryDocument31 pagesChemistryjochiman100% (1)
- Euromart Stores: 2.3M 283.2K 30.4K 8.0K 12.1% 792Document1 pageEuromart Stores: 2.3M 283.2K 30.4K 8.0K 12.1% 792Ashutosh Chauhan100% (1)
- Vagrant InstallationDocument32 pagesVagrant InstallationDian Hanifudin SubhiNo ratings yet
- 3.1. Optical Sources - LED - FOC - PNP - February 2022 - NewDocument49 pages3.1. Optical Sources - LED - FOC - PNP - February 2022 - NewyashNo ratings yet
- Learn 2D AutoCAD Commands in 40 CharactersDocument10 pagesLearn 2D AutoCAD Commands in 40 CharactersAnne SotalboNo ratings yet
- Review Session 01 MA Concept Review Section2Document20 pagesReview Session 01 MA Concept Review Section2misalNo ratings yet
- MB41Document6 pagesMB41GERARDO TORRES RUIZNo ratings yet
- MEcDocument12 pagesMEcBinduMishraNo ratings yet
- IPR100QuickGuide V022 enDocument15 pagesIPR100QuickGuide V022 enKheme VitoumetaNo ratings yet
- Limiting Reactants and YieldDocument20 pagesLimiting Reactants and YieldFaadilahJacobsNo ratings yet
- Electro Analytical TechniquesDocument24 pagesElectro Analytical TechniquesCranema KaayaNo ratings yet
- Blast Furnace Simulation Using DEMDocument18 pagesBlast Furnace Simulation Using DEMDaniel NasatoNo ratings yet
- 73 Magazine 1961 06 June PDFDocument76 pages73 Magazine 1961 06 June PDFCatalin ZestranNo ratings yet
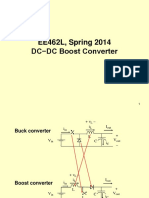
- DC DC Boost ConverterDocument21 pagesDC DC Boost Converterrokbraihan2No ratings yet
- Monitor and Control of Greenhouse EnvironmentDocument29 pagesMonitor and Control of Greenhouse EnvironmentAntu Sunny100% (2)
- WR011i002p00208 Cohon&MarksDocument13 pagesWR011i002p00208 Cohon&MarksPaulo BuenoNo ratings yet
- Fire Protection Yellow Book Volume 1Document92 pagesFire Protection Yellow Book Volume 1uashinde100% (3)
- Trigonometric Functions MCQDocument2 pagesTrigonometric Functions MCQHinaud DdbNo ratings yet
- An Empirical Study of C++ Vulnerabilities in Crowd-Sourced Code ExamplesDocument14 pagesAn Empirical Study of C++ Vulnerabilities in Crowd-Sourced Code ExamplesThadeus_BlackNo ratings yet
- Schematic Learning Definition of Term Technique: Basic Terms General DefinitionsDocument8 pagesSchematic Learning Definition of Term Technique: Basic Terms General DefinitionsKifaru Micro-electronics100% (1)
- Ac App ExercisesDocument2 pagesAc App ExercisesLynn N David100% (1)
- NEF Tier 3 Electronic EngineDocument120 pagesNEF Tier 3 Electronic EngineJuan Guzmán100% (12)
- Motion Assignment Class 9Document73 pagesMotion Assignment Class 9Monica SreeNo ratings yet
- Manual Testing - Common Interview QuestionsDocument31 pagesManual Testing - Common Interview QuestionsSravanthi AylaNo ratings yet
- Main control surfaces and their functionsDocument12 pagesMain control surfaces and their functionsSubash DhakalNo ratings yet
- 90206-000-CV-SP-105 SPECIFICATION FOR Fabrication and Erection of Steel Structures IN ALL AREAS (Rev.A0) PDFDocument22 pages90206-000-CV-SP-105 SPECIFICATION FOR Fabrication and Erection of Steel Structures IN ALL AREAS (Rev.A0) PDFamini_mohiNo ratings yet
- Vensim-Tutorial Stepbystep v.2Document52 pagesVensim-Tutorial Stepbystep v.2Mark DelaNo ratings yet