You might also like
- ME2112-Lab Manual-2 (Vs Rev)Document9 pagesME2112-Lab Manual-2 (Vs Rev)ZihNo ratings yet
- Pneumatic Conveying SystemsDocument57 pagesPneumatic Conveying SystemsSakthi Vel100% (1)
- Modern Fracturing by UHDocument536 pagesModern Fracturing by UHEvence Chen75% (4)
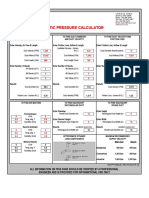
- Static Pressure Calculator r3 Rev1610 27Document1 pageStatic Pressure Calculator r3 Rev1610 27Wrya SaeedNo ratings yet
- Determination of Shrinkage of Weld: Nikolay VelikanovDocument5 pagesDetermination of Shrinkage of Weld: Nikolay VelikanovDonatasNo ratings yet
- Civil Engineering Lab ReportDocument9 pagesCivil Engineering Lab ReportSyafiq FauziNo ratings yet
- Stability Prediction Maps in Turning of Difficult-To-Cut MaterialsDocument9 pagesStability Prediction Maps in Turning of Difficult-To-Cut Materialssundaramaks saravana muruganNo ratings yet
- Quenching Process Simulation of Spur Gear Based OnDocument7 pagesQuenching Process Simulation of Spur Gear Based Onvijay kumarNo ratings yet
- Comparative Numerical Study of Turbulent Forced Convection in A Shell and Tube Heat Exchanger Between The Simple Case and With Cross BafflesDocument6 pagesComparative Numerical Study of Turbulent Forced Convection in A Shell and Tube Heat Exchanger Between The Simple Case and With Cross BafflesAjitNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- Zeng 2011Document4 pagesZeng 2011Juan Andres Diaz SalinasNo ratings yet
- Coupled Thermo-Mechanical AnalysesDocument12 pagesCoupled Thermo-Mechanical AnalysesGustavo TeixeiraNo ratings yet
- Analysis of Residual Stresses and Distortions in T Joint Fillet WeldsDocument16 pagesAnalysis of Residual Stresses and Distortions in T Joint Fillet WeldsDebabrata PodderNo ratings yet
- 1 s2.0 S0924013605007570 MainDocument10 pages1 s2.0 S0924013605007570 Mainxr ChristopherNo ratings yet
- 1 s2.0 S1877705814015264 MainDocument6 pages1 s2.0 S1877705814015264 MainQA LAB ISMNo ratings yet
- Strain and Stress Distribution in A Rotating Disk Made by 2D C/C Laminated CompositesDocument10 pagesStrain and Stress Distribution in A Rotating Disk Made by 2D C/C Laminated Compositesمجتبی فرامرزیNo ratings yet
- Yokobori 1980Document13 pagesYokobori 1980Francesco MontagnoliNo ratings yet
- Fracture Behavior of 6061 Al Alloy PipesDocument6 pagesFracture Behavior of 6061 Al Alloy PipesbharatNo ratings yet
- 2012 - Numerical Simulation..Document9 pages2012 - Numerical Simulation..Rizal NurdianNo ratings yet
- Optimization of The Pultrusion Process For A Rod With A Large DiameterDocument8 pagesOptimization of The Pultrusion Process For A Rod With A Large DiameterAlex FinalFightNo ratings yet
- FEA Advantegde 3DDocument5 pagesFEA Advantegde 3DRaheel AdeelNo ratings yet
- International Journal of Pressure Vessels and Piping: A Contribution to the Selection and Calculation of Screws in High Duty Bolted JointsDocument11 pagesInternational Journal of Pressure Vessels and Piping: A Contribution to the Selection and Calculation of Screws in High Duty Bolted Jointsخوێندن لە ئەوروپاNo ratings yet
- Fatigue_2010_AMARO_FINALDocument11 pagesFatigue_2010_AMARO_FINALMahdi abanNo ratings yet
- Dynamics of Torsional Vibration Damper (TVD) Pulley, Implementation of A Rubber Elastomeric Behavior, Simulations and ExperimentsDocument20 pagesDynamics of Torsional Vibration Damper (TVD) Pulley, Implementation of A Rubber Elastomeric Behavior, Simulations and Experimentsstefan.vince536No ratings yet
- 2000PES Thermo AllDocument33 pages2000PES Thermo AllMoeenulHaqueNo ratings yet
- Study of Wear Behaviour of Titanium Grade 2 Using Application of Taguchi MethodDocument8 pagesStudy of Wear Behaviour of Titanium Grade 2 Using Application of Taguchi MethodIJRASETPublicationsNo ratings yet
- MSE 691 Presentation: Dry Sliding Friction and Wear Behavior of Titanium Alloy (Ti-6Al-4V)Document15 pagesMSE 691 Presentation: Dry Sliding Friction and Wear Behavior of Titanium Alloy (Ti-6Al-4V)Sravan Kumar50No ratings yet
- Rheological Properties of PolymersDocument23 pagesRheological Properties of PolymersAbdullah AlkalaliNo ratings yet
- IOP Conference Series: Materials Science and Engineering Spindle Material ChoiceDocument6 pagesIOP Conference Series: Materials Science and Engineering Spindle Material Choicesrinivas murthyNo ratings yet
- Numerical Simulation of Solidification of Work Roll in Centrifugal Casting ProcessDocument9 pagesNumerical Simulation of Solidification of Work Roll in Centrifugal Casting ProcessCamiloRamirezSanabriaNo ratings yet
- Formula para Llaves de Corte CircularDocument11 pagesFormula para Llaves de Corte CircularSebastian Contreras ContrerasNo ratings yet
- 142100008Document31 pages142100008Sumit PhadtareNo ratings yet
- Department of Mechanical Engineering Mechanic Division Spec. Laboratory - Torsion Lab. ReportDocument5 pagesDepartment of Mechanical Engineering Mechanic Division Spec. Laboratory - Torsion Lab. ReportBhanuka SamarakoonNo ratings yet
- (Metrology and Measurement Systems) Experimental Analysis by Measurement of Surface Roughness Variations in Turning Process of Duplex Stainless SteelDocument12 pages(Metrology and Measurement Systems) Experimental Analysis by Measurement of Surface Roughness Variations in Turning Process of Duplex Stainless SteelSkm AdityaNo ratings yet
- Performance of Dynamometer With Sensor Type Single Bar For Measuring Drive Power of Rotary Friction Welding MachineDocument8 pagesPerformance of Dynamometer With Sensor Type Single Bar For Measuring Drive Power of Rotary Friction Welding MachineAldi muhammad al-muhdarNo ratings yet
- Finite Element Simulation and Analysis of Saw Cutting: Dyi-Cheng ChenDocument8 pagesFinite Element Simulation and Analysis of Saw Cutting: Dyi-Cheng ChenBasavaraj G LNo ratings yet
- Vol 14 No 2 P 5Document16 pagesVol 14 No 2 P 5Edo SiahaanNo ratings yet
- 2006 - Hot and Cold Strip Rolling ProcessesDocument22 pages2006 - Hot and Cold Strip Rolling ProcessesCosmin BarbuNo ratings yet
- IJRET20160503017Document6 pagesIJRET20160503017MECHANICAL SHORTS Gate Technical ExamNo ratings yet
- Melt - SemiDocument4 pagesMelt - SemiAlmaram AljweherNo ratings yet
- Deformation and Stress Analysis of Sheet Hydroforming in Car Frame T-JointDocument8 pagesDeformation and Stress Analysis of Sheet Hydroforming in Car Frame T-JointIJRASETPublicationsNo ratings yet
- Analysis of Residual Stresses and Distortions in T-Joint Fillet WeldsDocument16 pagesAnalysis of Residual Stresses and Distortions in T-Joint Fillet WeldsShashin VyasNo ratings yet
- Creep Analysis of Plastically Deformed Shrink-Fitted Joints: Researcharticle-MechanicalengineeringDocument12 pagesCreep Analysis of Plastically Deformed Shrink-Fitted Joints: Researcharticle-MechanicalengineeringshyamNo ratings yet
- Cryogenic EDM, Abhinav SharmaDocument7 pagesCryogenic EDM, Abhinav Sharmaabhinav sharmaNo ratings yet
- Performance Prediction Numerical and ExperimentalDocument23 pagesPerformance Prediction Numerical and ExperimentalJitesh DhimanNo ratings yet
- Mathematical Modeling of Disc Brake Friction Lining Heat and WearDocument6 pagesMathematical Modeling of Disc Brake Friction Lining Heat and WearHemanth KrishnaNo ratings yet
- DR S R Satish Kumar: Department of Civil Engineering Indian Institute of Technology, Madras Chennai 60036Document30 pagesDR S R Satish Kumar: Department of Civil Engineering Indian Institute of Technology, Madras Chennai 60036hema kumarNo ratings yet
- Experiment No.1: 1) Objective: 2) ApparatusDocument19 pagesExperiment No.1: 1) Objective: 2) ApparatusMuhammad Ali Jan-2 293No ratings yet
- On The Time-Dependent Material Fracture Toughness at High TemperatureDocument9 pagesOn The Time-Dependent Material Fracture Toughness at High TemperatureSiis IngenieriaNo ratings yet
- Evaluating Sediment Mobility For Siting Nearshore BermsDocument11 pagesEvaluating Sediment Mobility For Siting Nearshore Berms정효준No ratings yet
- 30-10 4028@www Scientific Net@amr 980 122Document6 pages30-10 4028@www Scientific Net@amr 980 122burak34.5No ratings yet
- Stability analysis of a compliant lemon bore journal bearingDocument9 pagesStability analysis of a compliant lemon bore journal bearingCharles MatosNo ratings yet
- Model Based Optimization of Drilling Fluid Density and ViscosityDocument34 pagesModel Based Optimization of Drilling Fluid Density and ViscositySai KumarNo ratings yet
- Tribology International: J. Rech, C. Claudin, E. D'EramoDocument7 pagesTribology International: J. Rech, C. Claudin, E. D'EramoJesslyne CheniaNo ratings yet
- Question Paper ETEDocument2 pagesQuestion Paper ETEPta NhiNo ratings yet
- Dampener Resource of Seismic Isolation Absorber System of Circular Tanks For Liquid Hydrocarbons Storage 2015 Procedia EngineeringDocument6 pagesDampener Resource of Seismic Isolation Absorber System of Circular Tanks For Liquid Hydrocarbons Storage 2015 Procedia EngineeringJosé Antonio Alarcón LeónNo ratings yet
- Fatigue Characteristics of STS 304 Stainless SteelDocument2 pagesFatigue Characteristics of STS 304 Stainless SteelNathanNo ratings yet
- Design LabDocument14 pagesDesign LabAdithya KashyapNo ratings yet
- Lab Document 07.04.2017Document5 pagesLab Document 07.04.2017Cengiz KöseoğluNo ratings yet
- Nonlinear Impact Response of Doubly Curved Composite ShellsDocument6 pagesNonlinear Impact Response of Doubly Curved Composite ShellsVenkata Swamy Naidu NeigapulaNo ratings yet
- NormalLightWeigthConcrete PDFDocument12 pagesNormalLightWeigthConcrete PDFPabloNo ratings yet
- 10 SlatterDocument13 pages10 Slatternoel.manroeNo ratings yet
- Preparation of Papers in Two-Column Format For Publications of IEIDocument3 pagesPreparation of Papers in Two-Column Format For Publications of IEIअहा मधुमक्खीपालनNo ratings yet
- Tentative Progradmme - Hyderabad 24 NovDocument1 pageTentative Progradmme - Hyderabad 24 NovChandrasekarNo ratings yet
- 5 Day-Training On Wire Arc Additive Manufacturing & Rapid PDocument2 pages5 Day-Training On Wire Arc Additive Manufacturing & Rapid PChandrasekarNo ratings yet
- Materials: Extrusion-Based 3D Printing of Ceramic Pastes: Mathematical Modeling and in Situ Shaping Retention ApproachDocument22 pagesMaterials: Extrusion-Based 3D Printing of Ceramic Pastes: Mathematical Modeling and in Situ Shaping Retention ApproachjoshNo ratings yet
- Tentative Progradmme - Hdayderabad 24 NovDocument1 pageTentative Progradmme - Hdayderabad 24 NovChandrasekarNo ratings yet
- STAG S CompendiumDocument78 pagesSTAG S CompendiumChandrasekarNo ratings yet
- Simufact Improves Quality With New Dedicated Simulation Solution For Direct Energy Deposition 3D PrintingDocument2 pagesSimufact Improves Quality With New Dedicated Simulation Solution For Direct Energy Deposition 3D PrintingChandrasekarNo ratings yet
- The Design and Construction of A Single Screw ExtruderDocument10 pagesThe Design and Construction of A Single Screw ExtruderChandrasekarNo ratings yet
- 2007-Ota - Development of A Cucumber Leaf Picking Device For Greenhouse ProductionDocument10 pages2007-Ota - Development of A Cucumber Leaf Picking Device For Greenhouse ProductionChandrasekarNo ratings yet
- Tesis 1Document169 pagesTesis 1Fabio Elias MendozaNo ratings yet
- Pneumatic Conveying Systems-R1Document57 pagesPneumatic Conveying Systems-R1Chandrasekar100% (1)
- Tentative Progradmme - Hyderabad 24 NovDocument1 pageTentative Progradmme - Hyderabad 24 NovChandrasekarNo ratings yet
- The Design and Construction of A Single Screw ExtruderDocument10 pagesThe Design and Construction of A Single Screw ExtruderChandrasekarNo ratings yet
- Gujarat gets new Chief Minister as Bhupendra Patel sworn inDocument1 pageGujarat gets new Chief Minister as Bhupendra Patel sworn inChandrasekarNo ratings yet
- AnyAnu PDFDocument5 pagesAnyAnu PDFIrawan MalikNo ratings yet
- The Design and Construction of A Single Screw ExtruderDocument10 pagesThe Design and Construction of A Single Screw ExtruderChandrasekarNo ratings yet
- Building Collapse Leaves 2 Dead, 1 Injured: Civil Society Demands Release of Umar Khalid From Unjust Arrest'Document1 pageBuilding Collapse Leaves 2 Dead, 1 Injured: Civil Society Demands Release of Umar Khalid From Unjust Arrest'ChandrasekarNo ratings yet
- Baiqing Zhang and Guoxing TangDocument7 pagesBaiqing Zhang and Guoxing TangChandrasekarNo ratings yet
- Meshing Tutorial Ans - SysDocument350 pagesMeshing Tutorial Ans - SysCortesar ManuNo ratings yet
- BSP Will Not Go With BJP To Form Govt. in U.P., Says Misra: Akali Dal Names Candidates For Assembly PollsDocument1 pageBSP Will Not Go With BJP To Form Govt. in U.P., Says Misra: Akali Dal Names Candidates For Assembly PollsChandrasekarNo ratings yet
- c467 PDFDocument8 pagesc467 PDFShady Adel AliNo ratings yet
- A Review of Melt Extrusion Additive Manufacturing Processes I. Process Design and ModelingDocument13 pagesA Review of Melt Extrusion Additive Manufacturing Processes I. Process Design and ModelingFernando AraujoNo ratings yet
- Applied Sciences: Numerical Simulation of Polymer Solutions in A Single-Screw ExtruderDocument12 pagesApplied Sciences: Numerical Simulation of Polymer Solutions in A Single-Screw ExtruderChandrasekarNo ratings yet
- Applied Sciences: Numerical Simulation of Polymer Solutions in A Single-Screw ExtruderDocument12 pagesApplied Sciences: Numerical Simulation of Polymer Solutions in A Single-Screw ExtruderChandrasekarNo ratings yet
- Fluent-Intro 14.5 WS06 Sliding MeshDocument36 pagesFluent-Intro 14.5 WS06 Sliding MeshChandrasekarNo ratings yet
- The Design, Fabrication and Preliminary Testing of An Indigenous Single Screw ExtruderDocument14 pagesThe Design, Fabrication and Preliminary Testing of An Indigenous Single Screw ExtruderChandrasekarNo ratings yet
- Polymers: The Modelling of Extrusion Processes For Polymers-A ReviewDocument14 pagesPolymers: The Modelling of Extrusion Processes For Polymers-A ReviewABDULLAHSHARJEEL KHANNo ratings yet
- 6 6 p1039 Ap100 - en PDFDocument1 page6 6 p1039 Ap100 - en PDFChandrasekarNo ratings yet
- Great Plains Parts Manual NTA3010 & NTA3510Document112 pagesGreat Plains Parts Manual NTA3010 & NTA3510a04205No ratings yet
- Flygt A C Series Large Split Case BrochureDocument4 pagesFlygt A C Series Large Split Case BrochureKrrishNo ratings yet
- Lateral Stability DerivativesDocument5 pagesLateral Stability DerivativesCodenameairi AllyNo ratings yet
- Airfoil OpenFOAM 2DDocument27 pagesAirfoil OpenFOAM 2DWillC123100% (1)
- Introduction To Pipenet For Liquid Pressure Surge AnalysisDocument45 pagesIntroduction To Pipenet For Liquid Pressure Surge AnalysisMuntaser YousifNo ratings yet
- Aerodynamic Analysis of Motion of Two Vehicles and Their Influence On Drag Coefficient.Document3 pagesAerodynamic Analysis of Motion of Two Vehicles and Their Influence On Drag Coefficient.Innovative Research PublicationsNo ratings yet
- 2021 JMRT EC RefinementDocument13 pages2021 JMRT EC Refinement김문조No ratings yet
- Xu GuojungDocument259 pagesXu GuojungstrubbelsNo ratings yet
- Fluid Mechanics Course OutlineDocument3 pagesFluid Mechanics Course OutlineZariff AnizanNo ratings yet
- Experiment 13 Open Channel FlowDocument16 pagesExperiment 13 Open Channel FlowBam BinoNo ratings yet
- 2018 2019UndergraduateEnglishTaughtCoursesDocument40 pages2018 2019UndergraduateEnglishTaughtCoursesmalu accountNo ratings yet
- Physics of 3D PrintingDocument10 pagesPhysics of 3D Printingvandna kushwahaNo ratings yet
- The Delany-Bazley Impedance Model and Darcy's Law: Acta Acustica United With Acustica January 2005Document15 pagesThe Delany-Bazley Impedance Model and Darcy's Law: Acta Acustica United With Acustica January 2005Hammad HussainNo ratings yet
- Orcina Production Risers GuideDocument135 pagesOrcina Production Risers GuideOkolo Obinna100% (1)
- HAL AERODYNAMICS PROJECTDocument102 pagesHAL AERODYNAMICS PROJECTSatvik VatsaNo ratings yet
- Lab Compresible Flow.Document17 pagesLab Compresible Flow.AlifZaidi100% (1)
- Cavitation in Valves: White PaperDocument6 pagesCavitation in Valves: White PaperLuis Daniel ContrerasNo ratings yet
- Allowable Velocites - 070307Document2 pagesAllowable Velocites - 070307Sundhar SavariNo ratings yet
- Vortex Shedding From A Circular Cylinder in Moderatereynoldsnumber Shear FlowDocument17 pagesVortex Shedding From A Circular Cylinder in Moderatereynoldsnumber Shear FlowQuike Flores SuárezNo ratings yet
- PART - II - LEC03 - CSE29207-INTRODUCTION TO FLUID MECHANICS FOR EESD - Team - NotesDocument23 pagesPART - II - LEC03 - CSE29207-INTRODUCTION TO FLUID MECHANICS FOR EESD - Team - NotesCarol ChanNo ratings yet
- Analysis of Pressure For 3lobe Hydrodynamic Journal BearingDocument5 pagesAnalysis of Pressure For 3lobe Hydrodynamic Journal BearingseventhsensegroupNo ratings yet
- Design and Analysis of Conical Draft TubeDocument31 pagesDesign and Analysis of Conical Draft TubeDhiraj NayakNo ratings yet
- Principles of Flight PDFDocument34 pagesPrinciples of Flight PDFJAYACHANDRANNo ratings yet
- Groundwater Introduction and ImportanceDocument45 pagesGroundwater Introduction and ImportanceAsjad UllahNo ratings yet
- 2K MethodDocument5 pages2K MethodLind D. QuiNo ratings yet
- Dokumen - Tips - Internship Report Travancore Cochin Chemicals LimitedDocument40 pagesDokumen - Tips - Internship Report Travancore Cochin Chemicals LimitedVinu VaviNo ratings yet
- Aerodynamics of Formula1 CarDocument12 pagesAerodynamics of Formula1 CarRONAK ARORANo ratings yet