You might also like
- Shaft Alignment: A Guide to Proper Colinear AxesDocument13 pagesShaft Alignment: A Guide to Proper Colinear AxesBruno Gonzalez0% (1)
- Measuring Point List - Turbine PDFDocument43 pagesMeasuring Point List - Turbine PDFKhushboo PandeyNo ratings yet
- Iso 10816 Vibration StandardDocument2 pagesIso 10816 Vibration Standardrrkkss200281% (27)
- Grant Bunker - Introduction To XAFS - A Practical Guide To X-Ray Absorption Fine Structure Spectroscopy-Cambridge University Press (2010)Document270 pagesGrant Bunker - Introduction To XAFS - A Practical Guide To X-Ray Absorption Fine Structure Spectroscopy-Cambridge University Press (2010)Armando Michel Gabriel Cury FilhoNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Examination of Shear Angle in Metal CuttingDocument8 pagesExamination of Shear Angle in Metal CuttingNiranjanNo ratings yet
- Finite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyDocument15 pagesFinite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyEdo DestradaNo ratings yet
- Side Milling Machining Simulation Using Finite Element Analysis Prediction of Cutting ForcesDocument7 pagesSide Milling Machining Simulation Using Finite Element Analysis Prediction of Cutting ForcesalfredohhbNo ratings yet
- Investigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisDocument15 pagesInvestigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisZ R BhattiNo ratings yet
- FSW Welding PresentationDocument56 pagesFSW Welding PresentationMazharNo ratings yet
- 150 FiniteDocument8 pages150 FiniteLokeshRathorNo ratings yet
- Friction Stir Welding PP TDocument56 pagesFriction Stir Welding PP TSantosh V HiremathNo ratings yet
- 2017 - Numerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladeDocument30 pages2017 - Numerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladeNguyen Hoang DungNo ratings yet
- Cutting Tool PDFDocument9 pagesCutting Tool PDFManideep AnanthulaNo ratings yet
- Damage Evolution in Nakajima Tests of DP800 Dual PDocument7 pagesDamage Evolution in Nakajima Tests of DP800 Dual PĐạt TriệuNo ratings yet
- Analysis of Effect of Tool Geometry On Plastic Flow During Friction Stir Spot Welding Using Particle MethodDocument9 pagesAnalysis of Effect of Tool Geometry On Plastic Flow During Friction Stir Spot Welding Using Particle MethodchantivsNo ratings yet
- Finite Element Method Simulation of Drilling Process On Metal-Matrix CompositesDocument5 pagesFinite Element Method Simulation of Drilling Process On Metal-Matrix Compositesumesh vishwakarmaNo ratings yet
- Finite Element Simulation of Chip Flow in Metal MachiningDocument15 pagesFinite Element Simulation of Chip Flow in Metal MachiningArul KirubakaranNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- The Forming Characteristics of Radial Backward Extrusion: Ho-Joon Choi, Jin-Hwa Choi, Beong-Bok HwangDocument7 pagesThe Forming Characteristics of Radial Backward Extrusion: Ho-Joon Choi, Jin-Hwa Choi, Beong-Bok HwangXanmanNo ratings yet
- 13 Chapter 4Document50 pages13 Chapter 4afnene1No ratings yet
- Z. Gao, F. Krumphals, P. Sherstnev, N. Enzinger, J.T. Niu, C. SommitschDocument7 pagesZ. Gao, F. Krumphals, P. Sherstnev, N. Enzinger, J.T. Niu, C. SommitschmaximNo ratings yet
- Analysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPDocument6 pagesAnalysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPEdo DestradaNo ratings yet
- Effect of Cutting Conditions and Tool GeDocument27 pagesEffect of Cutting Conditions and Tool GeBrahim BenmohammedNo ratings yet
- Springback Prediction in Sheet Metal Forming, Based On Finite Element Analysis and Artificial Neural Network ApproachDocument14 pagesSpringback Prediction in Sheet Metal Forming, Based On Finite Element Analysis and Artificial Neural Network ApproachMagesh BNo ratings yet
- Applied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Document6 pagesApplied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Israr EqubalNo ratings yet
- MM207E | Materials Science | Lab2_Tensile Test | Mechanic LabDocument4 pagesMM207E | Materials Science | Lab2_Tensile Test | Mechanic LabKerem Taha TekinNo ratings yet
- Analysis of Residual Stresses in Wire Drawing ProcessesDocument4 pagesAnalysis of Residual Stresses in Wire Drawing ProcessesRodrigo MedeirosNo ratings yet
- Fracture Analysis of a Square Steel Tube Using Finite Element MethodDocument9 pagesFracture Analysis of a Square Steel Tube Using Finite Element MethodAlbert AlmeidaNo ratings yet
- Three Dimensional Finite Element Analysis of Wire Drawing ProcessDocument13 pagesThree Dimensional Finite Element Analysis of Wire Drawing ProcessnedimNo ratings yet
- Position and The Size of Drawbeads For Sheet Metal Forming With The Finite Element MethodDocument7 pagesPosition and The Size of Drawbeads For Sheet Metal Forming With The Finite Element MethodMostafa CrespoNo ratings yet
- MIcro End-Milling I - Wear and BreakageDocument18 pagesMIcro End-Milling I - Wear and BreakageanujNo ratings yet
- 2 MankovaDocument4 pages2 MankovaBehailu FelekeNo ratings yet
- M. Nalla Mohamed, A. Praveen Kumar, A. Adil MalikDocument7 pagesM. Nalla Mohamed, A. Praveen Kumar, A. Adil MalikKrunal MoreyNo ratings yet
- 10 11648 J Ajmie 20230801 12Document11 pages10 11648 J Ajmie 20230801 12Elina EsfandiariNo ratings yet
- Fatigue Analysis of Welding Joints of ASTM A36 Low Carbon Steel by Using Finite Element MethodDocument12 pagesFatigue Analysis of Welding Joints of ASTM A36 Low Carbon Steel by Using Finite Element MethodmdkmlNo ratings yet
- Fea RSDocument18 pagesFea RSsvsidd9222No ratings yet
- Mech-IJME-Influence of The - NECIB DjilaniDocument10 pagesMech-IJME-Influence of The - NECIB Djilaniiaset123No ratings yet
- Perancangan Injection Blowing Tools Dengan Line Slider Untuk Mesin Blow Molding Dengan Kapasitas Volume 300 MLDocument13 pagesPerancangan Injection Blowing Tools Dengan Line Slider Untuk Mesin Blow Molding Dengan Kapasitas Volume 300 MLmuhamad imdadNo ratings yet
- Design and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewDocument10 pagesDesign and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewTJPRC PublicationsNo ratings yet
- Senthil AA6061Document14 pagesSenthil AA6061SENTHIL KUMAR MARIKKANNANNo ratings yet
- Minimization of Welding Residual Stress and Distortion inDocument22 pagesMinimization of Welding Residual Stress and Distortion inErma Sulistyo RNo ratings yet
- Damage-Induced Performance Variations of Cold Forged PartsDocument31 pagesDamage-Induced Performance Variations of Cold Forged PartsmirosekNo ratings yet
- Identification of Constitutive Material Model Parameters For High-Strain Rate Metal Cutting Conditions Using Evolutionary Computational AlgorithmsDocument18 pagesIdentification of Constitutive Material Model Parameters For High-Strain Rate Metal Cutting Conditions Using Evolutionary Computational AlgorithmskeepingbusyNo ratings yet
- Simulation of Kinetic Friction in L Bending of Sheet MetalsDocument5 pagesSimulation of Kinetic Friction in L Bending of Sheet Metalsmaziar60No ratings yet
- Force Analysis of Metal Sheet in BendingDocument6 pagesForce Analysis of Metal Sheet in Bendingmohamed.hassan031No ratings yet
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNo ratings yet
- Structural Analysis of Turbine Blade Disc Fir-Tree Root Using ANSYSDocument4 pagesStructural Analysis of Turbine Blade Disc Fir-Tree Root Using ANSYSRahul VermaNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- 4.isca RJRS 2012 180Document8 pages4.isca RJRS 2012 180DrRoja A RNo ratings yet
- Vahid Daeizadeh and Meghdad MollaeiDocument8 pagesVahid Daeizadeh and Meghdad MollaeiSagar Jadhav MaliNo ratings yet
- 60 - Tool Wear PDFDocument6 pages60 - Tool Wear PDFfshtaNo ratings yet
- Design and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentsDocument6 pagesDesign and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentssaaNo ratings yet
- Non-Linear Elastic-Plastic Behaviour of Aluminium Sheet Metal Using Finite Element AnalysisDocument10 pagesNon-Linear Elastic-Plastic Behaviour of Aluminium Sheet Metal Using Finite Element AnalysisTJPRC PublicationsNo ratings yet
- Effect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyDocument11 pagesEffect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyGabriel AguirreNo ratings yet
- Physical Modeling of Extrusion ProcessDocument9 pagesPhysical Modeling of Extrusion ProcessGeoffrey ArmstrongNo ratings yet
- Finite Element Simulations of Micro Turning of Ti-6Al-4V Using PCD and Coated Carbide ToolsDocument11 pagesFinite Element Simulations of Micro Turning of Ti-6Al-4V Using PCD and Coated Carbide ToolsBalaji Venkateshwaran PanchatsaramNo ratings yet
- IJAME JournalDocument15 pagesIJAME JournalmurthyNo ratings yet
- Numerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladeDocument11 pagesNumerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladepinkungNo ratings yet
- AM1.6 - Mechanical Testing (Tensile)Document6 pagesAM1.6 - Mechanical Testing (Tensile)Flying ThinNo ratings yet
- Process Simulation On Sheetmetal FormingDocument17 pagesProcess Simulation On Sheetmetal FormingSahil BhartiNo ratings yet
- Friction in Metal FormingDocument8 pagesFriction in Metal FormingSourabh NandaNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Wood Crosscutting Process Analysis For Circular SaDocument14 pagesWood Crosscutting Process Analysis For Circular SaBasavaraj G LNo ratings yet
- Design and Analysis of Retractable Structure of NeDocument9 pagesDesign and Analysis of Retractable Structure of NeBasavaraj G LNo ratings yet
- Major Project Report 1rv20mpd08Document30 pagesMajor Project Report 1rv20mpd08Basavaraj G LNo ratings yet
- The Rating of Abrasive Cutoff Wheels: M. C. ShawDocument9 pagesThe Rating of Abrasive Cutoff Wheels: M. C. ShawBasavaraj G LNo ratings yet
- Final Thesis PDFDocument86 pagesFinal Thesis PDFBasavaraj G LNo ratings yet
- 1RV19MPD02 - Major Project - ReportDocument59 pages1RV19MPD02 - Major Project - ReportBasavaraj G LNo ratings yet
- Prediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisDocument12 pagesPrediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisBasavaraj G LNo ratings yet
- International Journal of Research Publication and ReviewsDocument7 pagesInternational Journal of Research Publication and ReviewsBasavaraj G LNo ratings yet
- Minorrubber 409128Document1 pageMinorrubber 409128Basavaraj G LNo ratings yet
- Linear Servo MotorDocument2 pagesLinear Servo MotorBasavaraj G LNo ratings yet
- What Is Fatigue Strength - MatmatchDocument9 pagesWhat Is Fatigue Strength - MatmatchBasavaraj G LNo ratings yet
- Chemistry Question Papers 02-10-2020Document56 pagesChemistry Question Papers 02-10-2020Basavaraj G LNo ratings yet
- Development of A High Speed Abrasive Cutting Machine: Journal of Engineering Research January 2010Document9 pagesDevelopment of A High Speed Abrasive Cutting Machine: Journal of Engineering Research January 2010Basavaraj G LNo ratings yet
- Analysis of Abrasives On Cutting Edge PreparationDocument22 pagesAnalysis of Abrasives On Cutting Edge PreparationBasavaraj G LNo ratings yet
- B. Tech. Curricula w.e.f 2013-14Document16 pagesB. Tech. Curricula w.e.f 2013-14SonaliNo ratings yet
- Special DPP 2Document6 pagesSpecial DPP 2twinntower.9.11No ratings yet
- CEE9529 Project 2021Document10 pagesCEE9529 Project 2021Muntaha ZyanNo ratings yet
- Astm E1742Document14 pagesAstm E1742AlbertoNo ratings yet
- Unit III: Presentation BY Vidya SagarDocument49 pagesUnit III: Presentation BY Vidya SagarMohd HussainNo ratings yet
- KBTU 2022: SAGD Thermal Oil RecoveryDocument45 pagesKBTU 2022: SAGD Thermal Oil RecoveryАлиNo ratings yet
- A1 Batch NKC Sir Heat Thermodynamics KTG 1637843224143Document57 pagesA1 Batch NKC Sir Heat Thermodynamics KTG 1637843224143Harsh SinghNo ratings yet
- Sqqm1023 Managerial Mathematics FIRST SEMESTER 2020/2021 SESSION (A201) Group Assignment 1Document4 pagesSqqm1023 Managerial Mathematics FIRST SEMESTER 2020/2021 SESSION (A201) Group Assignment 1Sofia ArissaNo ratings yet
- Chemical and Physical Changes, Intrinsic Vs Extrinsic PropertiesDocument4 pagesChemical and Physical Changes, Intrinsic Vs Extrinsic PropertiesJSM320No ratings yet
- 5,2020 Cabasag Mat-Mathematics Alcon Geometry For TeacherDocument12 pages5,2020 Cabasag Mat-Mathematics Alcon Geometry For TeacherSHEILA MAE CABASAGNo ratings yet
- Boundaries PracticeDocument5 pagesBoundaries PracticeSỹ Đan TrươngNo ratings yet
- PFI Polypropylene High Flow HFCP Series Element Filter CartridgesDocument2 pagesPFI Polypropylene High Flow HFCP Series Element Filter Cartridgesbennypartono407No ratings yet
- Design of Suspension For Formula Student Race Car - ICOVP2015 - KK21 1Document13 pagesDesign of Suspension For Formula Student Race Car - ICOVP2015 - KK21 1Rishita RajNo ratings yet
- Chapter 3 Hydrostatic ForcesDocument7 pagesChapter 3 Hydrostatic ForcesRavindu JayalathNo ratings yet
- Phil 104 Philosophy and SocietyDocument79 pagesPhil 104 Philosophy and SocietyAbu Adam Ibrahim100% (2)
- Intelligent Control: Lecturer: VU VAN PHONGDocument46 pagesIntelligent Control: Lecturer: VU VAN PHONGNguyen Cong MinhNo ratings yet
- Proposal Structure AnalysisDocument3 pagesProposal Structure AnalysisVincent TeoNo ratings yet
- Quiz 3 MPHY104 Electronics-I Unit - IIIDocument11 pagesQuiz 3 MPHY104 Electronics-I Unit - IIIAloke VermaNo ratings yet
- Review On Computational Biology and Computational Chemistry ApplicationsDocument11 pagesReview On Computational Biology and Computational Chemistry ApplicationsAndrew FincoNo ratings yet
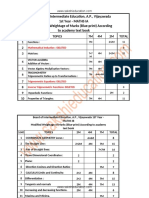
- Board of Intermediate Education, A.P., Vijayawada 1st Year - MATHS IA Modified Weightage BlueprintDocument4 pagesBoard of Intermediate Education, A.P., Vijayawada 1st Year - MATHS IA Modified Weightage BlueprintNookala Yaswanth123No ratings yet
- 1.2. General Design Provisions For National Structural Code of The Philippines - CE 013-CE31S7 - Building Systems DesignDocument2 pages1.2. General Design Provisions For National Structural Code of The Philippines - CE 013-CE31S7 - Building Systems DesignAlexis DulayNo ratings yet
- Analysis of The Water Absorption Test To Assess The Intrinsic Permeability of Earthen MaterialsDocument9 pagesAnalysis of The Water Absorption Test To Assess The Intrinsic Permeability of Earthen MaterialsHa DeborahNo ratings yet
- Chien1972 ANNULAR VELOCITY FOR ROTARY DRILLING Ops, Source of Viscosity CorrelationDocument14 pagesChien1972 ANNULAR VELOCITY FOR ROTARY DRILLING Ops, Source of Viscosity CorrelationAdam LyleNo ratings yet
- GravityDocument2 pagesGravityОленка КушнірNo ratings yet
- EA-10-18 BalanzasDocument94 pagesEA-10-18 BalanzasFrosan Adolfo Rodriguez GamboaNo ratings yet
- GCSE Probability Tree Questions: ExampleDocument5 pagesGCSE Probability Tree Questions: Examplealanoud obeidatNo ratings yet