You might also like
- Edge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingDocument6 pagesEdge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingJo marNo ratings yet
- Cut Force 2-FormulaDocument13 pagesCut Force 2-FormulasarvanNo ratings yet
- Matecconf Imanee2018Document6 pagesMatecconf Imanee2018Irina BesliuNo ratings yet
- High-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997Document6 pagesHigh-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997السيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Effect Modified Rake Angle Endmill Two Flute in AISI 1045 Machines Using CNC Milling PDFDocument10 pagesEffect Modified Rake Angle Endmill Two Flute in AISI 1045 Machines Using CNC Milling PDFLukman KasimNo ratings yet
- Grinding ST 0Document26 pagesGrinding ST 0Ardhika HermigoNo ratings yet
- Author's Accepted Manuscript: Tribiology InternationalDocument22 pagesAuthor's Accepted Manuscript: Tribiology InternationalAzaath AzuNo ratings yet
- An Experimental Study of Influence of Drill Geometry On Drilling of Carbon Fibre Reinforced Plastic CompositesDocument9 pagesAn Experimental Study of Influence of Drill Geometry On Drilling of Carbon Fibre Reinforced Plastic CompositesIJERDNo ratings yet
- Influence of The Cutting Edge Microgeometry On TheDocument6 pagesInfluence of The Cutting Edge Microgeometry On TheJo marNo ratings yet
- Fig, 78: Technical Parameters of Band-Saw BladesDocument13 pagesFig, 78: Technical Parameters of Band-Saw BladesalfredomotaNo ratings yet
- A Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodDocument4 pagesA Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodronNo ratings yet
- Optimization of The CNC Milling Process Via Modifying Some Parameters of The Cutting Mode When Processing MDF WorkpiecesDocument9 pagesOptimization of The CNC Milling Process Via Modifying Some Parameters of The Cutting Mode When Processing MDF WorkpiecesBen Amar AnasNo ratings yet
- 2nd Btech MECH 2021-22 MCMT Ses-K4 PDFDocument14 pages2nd Btech MECH 2021-22 MCMT Ses-K4 PDFGopi TNo ratings yet
- CAT I - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeDocument14 pagesCAT I - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeCharles OndiekiNo ratings yet
- Wang 2004Document7 pagesWang 2004muskanNo ratings yet
- 1208 4137 1 SM PDFDocument6 pages1208 4137 1 SM PDFdiego_cascanteNo ratings yet
- MC FCD500Document6 pagesMC FCD500Ashok KhannaNo ratings yet
- Mech-IJME-Influence of The - NECIB DjilaniDocument10 pagesMech-IJME-Influence of The - NECIB Djilaniiaset123No ratings yet
- Influence of Cutting Conditions On Chip Formation When Turning ASSAB DF-3 Hardened Tool SteelDocument4 pagesInfluence of Cutting Conditions On Chip Formation When Turning ASSAB DF-3 Hardened Tool Steelirinuca12No ratings yet
- Grinding and Other Abrasive ProcessesDocument36 pagesGrinding and Other Abrasive ProcessesLaurentiusDamasSulistyaNo ratings yet
- Materials Today: Proceedings: Sarayut Ngerntong, Suthep ButdeeDocument6 pagesMaterials Today: Proceedings: Sarayut Ngerntong, Suthep ButdeeJuan Pratama AnandikaNo ratings yet
- Influence of Cutting-Edge Modifications On The Inconel 718Document9 pagesInfluence of Cutting-Edge Modifications On The Inconel 718Jo marNo ratings yet
- Surface Roughness Model For Turning: M. Hasegawa A. Seireg and R. A. LindbergDocument5 pagesSurface Roughness Model For Turning: M. Hasegawa A. Seireg and R. A. LindbergIzzah HzmhNo ratings yet
- Wood Research Effect of Average Chip Thickness and Cutting Speed On Cutting Forces and Surface Roughness During Peripheral Up Milling of Wood Flour/Polyvinyl Chloride CompositeDocument10 pagesWood Research Effect of Average Chip Thickness and Cutting Speed On Cutting Forces and Surface Roughness During Peripheral Up Milling of Wood Flour/Polyvinyl Chloride CompositeMujib wahyu satriyoNo ratings yet
- MillingDocument105 pagesMillingsai mohanNo ratings yet
- Metrology M2Document91 pagesMetrology M2jibinNo ratings yet
- (Kurt 2008) Evaluation of Drilled Hole Quality in Al 2024 AlloyDocument10 pages(Kurt 2008) Evaluation of Drilled Hole Quality in Al 2024 AlloyAdelina RomanNo ratings yet
- Modeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisDocument6 pagesModeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisIJERDNo ratings yet
- Design of Polypropylene Random Co-Polymer Pipe CutterDocument6 pagesDesign of Polypropylene Random Co-Polymer Pipe CutterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Wood Research Optimization of Cutting Speed and Clearance Angle in The Disc ChipperDocument12 pagesWood Research Optimization of Cutting Speed and Clearance Angle in The Disc ChipperPratiwi Putri LimNo ratings yet
- 1 s2.0 S0043164823001709 MainDocument14 pages1 s2.0 S0043164823001709 MainRaphaël ROYERNo ratings yet
- Relationship Between Surface RoughnDocument7 pagesRelationship Between Surface RoughnJohn TorrezNo ratings yet
- Ti 3Document9 pagesTi 3Dr. U. Shrinivas BalrajNo ratings yet
- Application of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesDocument12 pagesApplication of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesShun MugeshNo ratings yet
- High Speed Ball Nose End Milling of Inconel718: - PI +PF +pinDocument6 pagesHigh Speed Ball Nose End Milling of Inconel718: - PI +PF +pinKin HamzahNo ratings yet
- Bioresources.: Analysis of The Cutting Parameters in Front Milling For Medium Density FiberboardDocument7 pagesBioresources.: Analysis of The Cutting Parameters in Front Milling For Medium Density FiberboardJan VaandragerNo ratings yet
- Specific Cutting Forces of Isotropic and Orthotropic Engineered Wood Products by Round Shape MachiningDocument14 pagesSpecific Cutting Forces of Isotropic and Orthotropic Engineered Wood Products by Round Shape MachiningBogdan Tudor DragusNo ratings yet
- H Demir-E NasVolume13-11Document8 pagesH Demir-E NasVolume13-11Ahmad BaihaqiNo ratings yet
- Email:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Document34 pagesEmail:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Is Lem ChaouiNo ratings yet
- Effect of Approach Angle in Face Milling Using Tungsten Carbide ToolDocument14 pagesEffect of Approach Angle in Face Milling Using Tungsten Carbide ToolRohit VanapalliNo ratings yet
- Katarina MONKOVA, Peter MONKA and Dusan MANDULAKDocument5 pagesKatarina MONKOVA, Peter MONKA and Dusan MANDULAKZvonimir OpicNo ratings yet
- Metrology M2Document85 pagesMetrology M2sidNo ratings yet
- On The Mechanics of The Grinding Process - Part I. Stochastic Nature of The Grinding ProcessDocument15 pagesOn The Mechanics of The Grinding Process - Part I. Stochastic Nature of The Grinding ProcessbahmanNo ratings yet
- Review On Effects of Input Parameters and Design of Experiments On Surface Grinding Process in EN31 MaterialDocument7 pagesReview On Effects of Input Parameters and Design of Experiments On Surface Grinding Process in EN31 MaterialInnovative Research PublicationsNo ratings yet
- 2019-Analysis and Modeling of Surface Roughness BasedDocument5 pages2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaNo ratings yet
- Modeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisDocument6 pagesModeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisPhani GurijalaNo ratings yet
- Theory of Metal Cutting, Metal FormingDocument181 pagesTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- Experiment No.2 PDFDocument6 pagesExperiment No.2 PDFGest Account 08No ratings yet
- Penggunaan Pahat Ball End Mill Terhadap Kekasaran Permukaan Pada Material Baja ST 37 Noce Novi TeteleptaDocument11 pagesPenggunaan Pahat Ball End Mill Terhadap Kekasaran Permukaan Pada Material Baja ST 37 Noce Novi TeteleptaLukmanAlHakimNo ratings yet
- Some Experimental Studies On Plasma Cutting Quality of LowDocument4 pagesSome Experimental Studies On Plasma Cutting Quality of LowNur FitriaNo ratings yet
- 1 - DRV Ind Vol 73 4Document9 pages1 - DRV Ind Vol 73 4toz66No ratings yet
- Me 014Document2 pagesMe 014Jimmy JindalNo ratings yet
- Cutting Forces and Vibrations During Ball End Milling of Inclined SurfacesDocument6 pagesCutting Forces and Vibrations During Ball End Milling of Inclined SurfacesHuy NguyenNo ratings yet
- Cutting Power During Cross-Cutting of Selected WooDocument13 pagesCutting Power During Cross-Cutting of Selected WooamithaNo ratings yet
- Scientific Basis For The Substantiation of Process Regulations For The MicroCutting of Hardened GearsDocument10 pagesScientific Basis For The Substantiation of Process Regulations For The MicroCutting of Hardened GearsБорис ВоронцовNo ratings yet
- The Effects of Cutting Tool Coating On The Surface Roughness of AISI 1015 Steel Depending On Cutting ParametersDocument11 pagesThe Effects of Cutting Tool Coating On The Surface Roughness of AISI 1015 Steel Depending On Cutting ParametersRohit RamchandaniNo ratings yet
- 1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Document34 pages1 - Chapter 6 - 1 - 1 Material Removal Process - Introduction 21-1Fatin JoharNo ratings yet
- 1 s2.0 S2238785419321994 MainDocument11 pages1 s2.0 S2238785419321994 MainAbdallah AbdalFatah Mohamed MohamedNo ratings yet
- Configuring of 3-Axis Vertical CNC Machine For Rapid Prototyping With Two Translatory and One Rotary AxesDocument9 pagesConfiguring of 3-Axis Vertical CNC Machine For Rapid Prototyping With Two Translatory and One Rotary AxesZoran DimicNo ratings yet
- Virtual Horizontal Machining Center LOLA HBG 80 For Program Verification and MonitoringDocument8 pagesVirtual Horizontal Machining Center LOLA HBG 80 For Program Verification and MonitoringZoran DimicNo ratings yet
- Fig 15Document1 pageFig 15Zoran DimicNo ratings yet
- TE-50 Operating InstructionsDocument10 pagesTE-50 Operating InstructionsZoran DimicNo ratings yet
- DEMI 2021: An Open Architecture Control System For Multi-Axis Wood CNC Machining CenterDocument7 pagesDEMI 2021: An Open Architecture Control System For Multi-Axis Wood CNC Machining CenterZoran DimicNo ratings yet
- Cometa 2020: ProceedingsDocument15 pagesCometa 2020: ProceedingsZoran DimicNo ratings yet
- Kvrgic - DimicDocument7 pagesKvrgic - DimicZoran DimicNo ratings yet
- Distributed Robot Control System Based On The Real-Time Linux PlatformDocument5 pagesDistributed Robot Control System Based On The Real-Time Linux PlatformZoran DimicNo ratings yet
- 16 017Document11 pages16 017Zoran DimicNo ratings yet
- Review of Digital Emulation of Vacuum-Tube Audio Amplifiers and PDFDocument14 pagesReview of Digital Emulation of Vacuum-Tube Audio Amplifiers and PDFZoran Dimic100% (1)
- Audio Magazine Presents The Prof. Audio Buyers Guide (1968) PDFDocument47 pagesAudio Magazine Presents The Prof. Audio Buyers Guide (1968) PDFZoran DimicNo ratings yet
- Fixing A Seagate 7200Document7 pagesFixing A Seagate 7200Zoran DimicNo ratings yet
- Using PWM Output As A Digital-to-Analog Converter PDFDocument32 pagesUsing PWM Output As A Digital-to-Analog Converter PDFZoran DimicNo ratings yet
- TELFOR - Reconfigurable Multi-Robot Virtual Environment v.4Document4 pagesTELFOR - Reconfigurable Multi-Robot Virtual Environment v.4Zoran DimicNo ratings yet
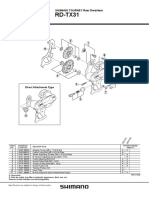
- Ev RD TX31 2753BDocument1 pageEv RD TX31 2753BZoran DimicNo ratings yet
- Oscilloscope Fundamentals PosterDocument1 pageOscilloscope Fundamentals PosterZoran DimicNo ratings yet
- Benefits of Using Open Architecture For Real-Time Control of Robots and Multi-Axis Machining SystemsDocument8 pagesBenefits of Using Open Architecture For Real-Time Control of Robots and Multi-Axis Machining SystemsZoran DimicNo ratings yet
- Open Architecture Robot Control SystemDocument72 pagesOpen Architecture Robot Control SystemZoran DimicNo ratings yet
- Regulisani Laboratorijski IspravljacDocument9 pagesRegulisani Laboratorijski IspravljacRusty AllenNo ratings yet
- FME - Distributed Robot Control System Based On The Real-Time Linux PlatformDocument5 pagesFME - Distributed Robot Control System Based On The Real-Time Linux PlatformZoran DimicNo ratings yet
- Strategic Research Agenda PDFDocument101 pagesStrategic Research Agenda PDFZoran DimicNo ratings yet
- Denso Mitsubishi L200 Common Rail PDFDocument53 pagesDenso Mitsubishi L200 Common Rail PDFAlex Renne Chambi100% (8)
- TÀI LIỆU - Tính toán thông gió phòng máy động cơ (Engine room ventilation calculation)Document2 pagesTÀI LIỆU - Tính toán thông gió phòng máy động cơ (Engine room ventilation calculation)Thành TháiNo ratings yet
- Practical Questions BookletDocument37 pagesPractical Questions BookletPrecious ChirangareNo ratings yet
- SMPS FundamentalsDocument53 pagesSMPS FundamentalsRahul Gupta100% (2)
- Hot Water Atmospheric BOILERDocument3 pagesHot Water Atmospheric BOILERcarlossandovalhdzNo ratings yet
- Pos Cura em Resina.026Document7 pagesPos Cura em Resina.026Danilo BianchiNo ratings yet
- ADSA Assignment-1 Group - 3Document16 pagesADSA Assignment-1 Group - 3Animesh KumarNo ratings yet
- Pokemon Black 2 and White 2 USA Action Replay Official Code ListDocument12 pagesPokemon Black 2 and White 2 USA Action Replay Official Code ListW A R R E N100% (1)
- Shiksha Sopan April 09Document4 pagesShiksha Sopan April 09Amrendra NarayanNo ratings yet
- Aec3414 Philosophy FinalDocument5 pagesAec3414 Philosophy Finalapi-532996380No ratings yet
- Glenbard East Lesson PlanDocument8 pagesGlenbard East Lesson Planapi-608726850No ratings yet
- Manual Hydraulic Power UnitsDocument20 pagesManual Hydraulic Power UnitsabdiNo ratings yet
- IHS Markit - The Global Ultrasound MarketDocument2 pagesIHS Markit - The Global Ultrasound MarketwwtqfgtpNo ratings yet
- Change Pattern 1 To Pattern 2 by Moving Only Three Counters, Each Counter OnceDocument14 pagesChange Pattern 1 To Pattern 2 by Moving Only Three Counters, Each Counter OnceReshmiNo ratings yet
- Egs630-6 Komatsu GensetDocument2 pagesEgs630-6 Komatsu GensetimamfadiliNo ratings yet
- Stsgroup 1Document13 pagesStsgroup 1Wenalyn Grace Abella LlavanNo ratings yet
- Republic of The Philippines Social Security System MemberDocument1 pageRepublic of The Philippines Social Security System MemberreyNo ratings yet
- Cat Reforming Part 2 3 PDF FreeDocument68 pagesCat Reforming Part 2 3 PDF FreeLê Trường AnNo ratings yet
- Eclipse Ring Planning Guide - Any To AnyDocument8 pagesEclipse Ring Planning Guide - Any To AnyAnsar ShafiiNo ratings yet
- Constructionandmaintenanceof Riverembankments (Levees) - GuidelinesDocument7 pagesConstructionandmaintenanceof Riverembankments (Levees) - GuidelinesSushil DhunganaNo ratings yet
- Score Fusion of Finger Vein and Face For Human Recognition Based On Convolutional Neural Network ModelDocument9 pagesScore Fusion of Finger Vein and Face For Human Recognition Based On Convolutional Neural Network ModelFressy NugrohoNo ratings yet
- The Singapore Success StoryDocument14 pagesThe Singapore Success StoryMaria SchiporNo ratings yet
- Market Size Estimation WhitepaperDocument10 pagesMarket Size Estimation WhitepaperAmit AshishNo ratings yet
- Principles of PaleontologyDocument10 pagesPrinciples of Paleontologyvitrinite50% (2)
- Gas Cutting - by KiranDocument40 pagesGas Cutting - by KiransridharchebroluNo ratings yet
- Contrastive Morphology The Morpheme Is The Smallest Unit of A Language That Has A Binary Nature (That CanDocument6 pagesContrastive Morphology The Morpheme Is The Smallest Unit of A Language That Has A Binary Nature (That CanIrynaNo ratings yet
- Chap 16Document53 pagesChap 16EveNo ratings yet
- Sazerac BookDocument46 pagesSazerac BookSergio Fredes MenaNo ratings yet
- Nelson 2010 StructuralDocument51 pagesNelson 2010 StructuralGustavo Mateo100% (1)
- System: Priscila Leal, Graham V. CrookesDocument11 pagesSystem: Priscila Leal, Graham V. CrookesShaimoz Ithe WatuirituNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Troubleshooting and Repair of Diesel EnginesFrom EverandTroubleshooting and Repair of Diesel EnginesRating: 1.5 out of 5 stars1.5/5 (2)
- Construction Innovation and Process ImprovementFrom EverandConstruction Innovation and Process ImprovementAkintola AkintoyeNo ratings yet
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Engineering Rock Mass Classification: Tunnelling, Foundations and LandslidesFrom EverandEngineering Rock Mass Classification: Tunnelling, Foundations and LandslidesRating: 4 out of 5 stars4/5 (5)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownFrom EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownNo ratings yet
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Transportation Decision Making: Principles of Project Evaluation and ProgrammingFrom EverandTransportation Decision Making: Principles of Project Evaluation and ProgrammingNo ratings yet