You might also like
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Cutting Speed OptimizationDocument14 pagesCutting Speed OptimizationCharles OndiekiNo ratings yet
- Manufacturing Process - Module4.0Document18 pagesManufacturing Process - Module4.0Fiza KamaNo ratings yet
- Production Engineering Lecture 2Document16 pagesProduction Engineering Lecture 2AINAMANI AMOSNo ratings yet
- Unit I 4 Types of ChipsDocument6 pagesUnit I 4 Types of ChipsvelladuraiNo ratings yet
- Lecture 2 - 4 - Fundametals of MachiningDocument58 pagesLecture 2 - 4 - Fundametals of MachiningAINAMANI AMOSNo ratings yet
- ch21 Fundamentals of MachiningDocument25 pagesch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Sheet Production TechnologyDocument23 pagesSheet Production TechnologyOmar AlyNo ratings yet
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodNo ratings yet
- Unit-I Theory of Metal CuttingDocument73 pagesUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Theory of Metal Cutting PDFDocument47 pagesTheory of Metal Cutting PDFEmmanuel KutaniNo ratings yet
- Theory of Metal CuttingDocument29 pagesTheory of Metal Cuttingvishnu anandNo ratings yet
- Metal Cutting ProcessDocument26 pagesMetal Cutting Processমুকসেতিন আল রাজী রিফাতNo ratings yet
- Experiment No.2 PDFDocument6 pagesExperiment No.2 PDFGest Account 08No ratings yet
- Effect of Metal Cutting Parameters On Chip Reduction Co-EfficientDocument7 pagesEffect of Metal Cutting Parameters On Chip Reduction Co-EfficientDebarshibiswasNo ratings yet
- Model Answers On Some QuestionsDocument18 pagesModel Answers On Some QuestionsCharles OndiekiNo ratings yet
- Unit I ' Theory of Metal CuttingDocument19 pagesUnit I ' Theory of Metal CuttingThulasi RamNo ratings yet
- Basic of Cutting ToolsDocument26 pagesBasic of Cutting Toolssiva kumarNo ratings yet
- Sheet Metal FormingDocument53 pagesSheet Metal Formingvinod100% (1)
- Unit One Material and Geometry of Cutting Tools 2015Document46 pagesUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Key 2Document22 pagesKey 2Jury.rahulNo ratings yet
- Mechanical Manufacturing Report 2 (Cutting)Document11 pagesMechanical Manufacturing Report 2 (Cutting)席拉茱No ratings yet
- Ch21 Fundamentals of CuttingDocument56 pagesCh21 Fundamentals of CuttingImGlobalCitizenNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Fundamentals of Cutting Mechanics Chip FormationDocument26 pagesFundamentals of Cutting Mechanics Chip FormationMerchant Ali100% (1)
- TDD-Metal Cutting & Special ToolsDocument27 pagesTDD-Metal Cutting & Special ToolsGS RathoreNo ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Ravichandran G67% (6)
- Theory of Metal Cutting-Module 1Document116 pagesTheory of Metal Cutting-Module 1rejeesh_rajendranNo ratings yet
- Ipe 332Document19 pagesIpe 332S. M. Hasibur RahmanNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument62 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- Fundamentals of Cutting: Chapter-20Document26 pagesFundamentals of Cutting: Chapter-20Venu Gopal AnneNo ratings yet
- Unit I ': Theory of Metal CuttingDocument14 pagesUnit I ': Theory of Metal CuttingramtwinsmeNo ratings yet
- Fundamentals of Cutting: Chapter-20Document26 pagesFundamentals of Cutting: Chapter-20rameshNo ratings yet
- Unit 2 12102019Document16 pagesUnit 2 12102019Satish SatiNo ratings yet
- Cutting Tool Materials & Theory of Metal CuttingDocument11 pagesCutting Tool Materials & Theory of Metal Cuttingrkscad11No ratings yet
- Q. What Is Metal Cutting?Document12 pagesQ. What Is Metal Cutting?ThenarasumohanveluNo ratings yet
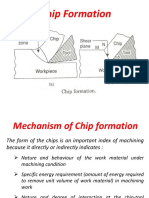
- Chip Formation: Manufacturing Technology-IiDocument20 pagesChip Formation: Manufacturing Technology-IiSachin BharadwajNo ratings yet
- Production TechnologyDocument22 pagesProduction TechnologyOmar AlyNo ratings yet
- MT II - 2 Marks With AnswersDocument40 pagesMT II - 2 Marks With AnswersArulNo ratings yet
- Hard Machining GuideDocument51 pagesHard Machining GuideMuthu KumarNo ratings yet
- Mechanics of The Cutting ProcessDocument19 pagesMechanics of The Cutting ProcessdawitNo ratings yet
- Experiment No. To Study The Chip Breaker in Machining: Instructional ObjectivesDocument2 pagesExperiment No. To Study The Chip Breaker in Machining: Instructional Objectivespurushottam prajapatiNo ratings yet
- Tool engineering guide for metal cutting processesDocument89 pagesTool engineering guide for metal cutting processesYashraj patilNo ratings yet
- Machining Process IntroductionDocument9 pagesMachining Process Introductionirinuca12No ratings yet
- Theory of Metal Machining ProcessesDocument111 pagesTheory of Metal Machining ProcessesYuvraaj Singh100% (1)
- IPE-4102-Machine Tool SessionalDocument29 pagesIPE-4102-Machine Tool SessionalNafiz AlamNo ratings yet
- CH-1 MachiningDocument29 pagesCH-1 MachiningAbreham DerejeNo ratings yet
- Drilling Hole Quality and Cutting Fluid Cost OptimizationDocument45 pagesDrilling Hole Quality and Cutting Fluid Cost Optimizationidris_ali_7No ratings yet
- Temperature, Tool WearDocument36 pagesTemperature, Tool WearNimish JoshiNo ratings yet
- Types of Chips in Metal CuttingDocument5 pagesTypes of Chips in Metal CuttingMUKIIBI GERALDNo ratings yet
- 5 - Pembentukan GeramDocument21 pages5 - Pembentukan GeramHizkia OswariNo ratings yet
- ME2252 - Manufacturing Technology-IiDocument40 pagesME2252 - Manufacturing Technology-Iiraoli411No ratings yet
- 1 Mechanics of MachiningDocument47 pages1 Mechanics of MachiningRAJEEV KHANDELWALNo ratings yet
- Metal Cutting Forces and Chip FormationDocument38 pagesMetal Cutting Forces and Chip FormationcrazynupNo ratings yet
- Me8451 QB2Document32 pagesMe8451 QB2Jayaram R S [MECH]No ratings yet
- Metal Cutting TechnologyDocument22 pagesMetal Cutting Technologydema_diasNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Seminar Application of Nitrous Oxide in AutomobilesDocument20 pagesSeminar Application of Nitrous Oxide in AutomobilesSaikat BadyakarNo ratings yet
- Gem EscortingDocument7 pagesGem Escortingsuman sutharNo ratings yet
- Chapter-1: Introduction of The StudyDocument21 pagesChapter-1: Introduction of The StudyViswanathanNo ratings yet
- Barney's Great Adventure - Barney Wiki - WikiaDocument2 pagesBarney's Great Adventure - Barney Wiki - WikiachefchadsmithNo ratings yet
- Kyle 106 - 119 - 131 - 141Document1 pageKyle 106 - 119 - 131 - 141Gerson SouzaNo ratings yet
- The Picture of Dorian GrayDocument137 pagesThe Picture of Dorian GrayАнгелаС.No ratings yet
- Meralco Bill 330370940102 04142023Document2 pagesMeralco Bill 330370940102 04142023Jha CruzNo ratings yet
- 9709 s15 QP 12Document4 pages9709 s15 QP 12Abrar JahinNo ratings yet
- Textiles and Clothing SustaninabilityDocument134 pagesTextiles and Clothing Sustaninabilitydike100% (1)
- OrlDocument186 pagesOrlMuli MaroshiNo ratings yet
- Engineering StudiesDocument4 pagesEngineering StudiesSamuel PhegelloNo ratings yet
- Essotherm 500 PDFDocument8 pagesEssotherm 500 PDFdonyaNo ratings yet
- 5988-4082EN Designers GuidDocument82 pages5988-4082EN Designers GuidAndreaNo ratings yet
- Musical Siren Project Report Under 40 CharactersDocument10 pagesMusical Siren Project Report Under 40 Charactersvinod kapateNo ratings yet
- Air release plug and lifting lug details for 15 MVA 66/11.55 kV transformer radiatorDocument1 pageAir release plug and lifting lug details for 15 MVA 66/11.55 kV transformer radiatorshravan Kumar SinghNo ratings yet
- MFJ-854 RF MeterDocument5 pagesMFJ-854 RF MeterHappyJoeNo ratings yet
- Factory made uPVC windows installationDocument2 pagesFactory made uPVC windows installationAmit Singh100% (2)
- B Ed 3 Sem Physics Teaching Group C Science 1 Paper 1 Summer 2018Document3 pagesB Ed 3 Sem Physics Teaching Group C Science 1 Paper 1 Summer 2018Rrr KkkNo ratings yet
- Petford & Atherton., 1996Document31 pagesPetford & Atherton., 1996Ivan Hagler Becerra VasquezNo ratings yet
- Studyguide TracksDocument75 pagesStudyguide TracksAnonymous FabB2WJl485% (13)
- QRP Yu1lm SDR-RX TXDocument299 pagesQRP Yu1lm SDR-RX TXD BNo ratings yet
- Postmodern EthicsDocument1 pagePostmodern Ethicsgeorge elerickNo ratings yet
- Mass DisasterDocument70 pagesMass DisasterJoseph RadovanNo ratings yet
- 1 Proforma of Allotment LetterDocument32 pages1 Proforma of Allotment LetterGovind SandhaNo ratings yet
- Permeability Test Constant Head MethodDocument10 pagesPermeability Test Constant Head MethodLouise LuyNo ratings yet
- Galactic Handbook and Synchronized MeditationsDocument91 pagesGalactic Handbook and Synchronized Meditationslapiton100% (10)
- Free Printable House Cleaning Schedule Template PDFDocument1 pageFree Printable House Cleaning Schedule Template PDFclear100% (1)
- Terpin Hydrate Oral SolutionDocument1 pageTerpin Hydrate Oral SolutionAbelard Maria EscrivaNo ratings yet
- Mathematics 6 LAS Q4Document127 pagesMathematics 6 LAS Q4Jake Padua100% (1)
- With Machine Room - GAD-01Document1 pageWith Machine Room - GAD-01Nagarajan SNo ratings yet