You might also like
- Answers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesFrom EverandAnswers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesRating: 1.5 out of 5 stars1.5/5 (2)
- Differential Motions 3Document4 pagesDifferential Motions 3Al-Amin BhuiyanNo ratings yet
- UR5 Inverse KinematicsDocument8 pagesUR5 Inverse KinematicsLuis Gerardo CarvajalNo ratings yet
- Ur5 Inverse KinematicsDocument9 pagesUr5 Inverse Kinematicsthanhvu1810aNo ratings yet
- NM Unit - 3 (Notes) 31.8.20Document53 pagesNM Unit - 3 (Notes) 31.8.20Ax100% (1)
- Joshua C. Castillo 11770449 CHM603M/D (Thurs) Group Theory: E 8C 6C 6C 3C = (C) i 6S 8S 3σh 3σdDocument1 pageJoshua C. Castillo 11770449 CHM603M/D (Thurs) Group Theory: E 8C 6C 6C 3C = (C) i 6S 8S 3σh 3σdJoshua C. CastilloNo ratings yet
- Instructions: R A R A A RDocument3 pagesInstructions: R A R A A RanhhaikimdongNo ratings yet
- Inverse Kinematics For A Rhino RobotDocument11 pagesInverse Kinematics For A Rhino RobotsolteanNo ratings yet
- Process Control 5Document21 pagesProcess Control 5Mohamad AbdelkaderNo ratings yet
- 826-850 Derivative ApplicationsDocument15 pages826-850 Derivative ApplicationsMuhammad ZainNo ratings yet
- Solution Exercise (Line Integrals)Document12 pagesSolution Exercise (Line Integrals)iffatul mahyaNo ratings yet
- Adobe Scan Sep 21 2022Document7 pagesAdobe Scan Sep 21 2022John Rey BalansagNo ratings yet
- Airways - Multilateration Phase I Gen PDFDocument18 pagesAirways - Multilateration Phase I Gen PDFmavv5455No ratings yet
- Chapter Five Integration: 5-1-Indefinite IntegralsDocument5 pagesChapter Five Integration: 5-1-Indefinite IntegralsabasNo ratings yet
- Lecture 10 D.K.Analysis 2Document34 pagesLecture 10 D.K.Analysis 2Krishna KulkarniNo ratings yet
- 2 D Transformation: Computer GraphicDocument43 pages2 D Transformation: Computer Graphicarup sarkerNo ratings yet
- Mock Math TU64 เฉลยละเอียด Ver 4 - Copy - removed-1-1Document19 pagesMock Math TU64 เฉลยละเอียด Ver 4 - Copy - removed-1-1sapa123No ratings yet
- NM (unit-III) NotesDocument31 pagesNM (unit-III) Notesala_jayasankarNo ratings yet
- WEEK MathsDocument22 pagesWEEK Mathsshahmeer sultanNo ratings yet
- Line Integrals 1Document27 pagesLine Integrals 1aayangreatgreatNo ratings yet
- Research On Postprocessor of DMU50 CNC Milling Machine Tool Based On EdgecamDocument6 pagesResearch On Postprocessor of DMU50 CNC Milling Machine Tool Based On EdgecamMaleš DejanNo ratings yet
- Lectures - 11 - 12 - Curve - and Surface - RepresentationDocument47 pagesLectures - 11 - 12 - Curve - and Surface - RepresentationHassan .YNo ratings yet
- ACDC - You Shook Me All Night Long ΜΑΜΜΗΣDocument3 pagesACDC - You Shook Me All Night Long ΜΑΜΜΗΣΕυριπίδης ΤαρασίδηςNo ratings yet
- A) The Value of K Shaded Region B Revolved Through 360° About X-AxisDocument4 pagesA) The Value of K Shaded Region B Revolved Through 360° About X-Axisigy_chaiNo ratings yet
- Given: 10257-2.8-9P AID: 4446 - 22/3/2019Document1 pageGiven: 10257-2.8-9P AID: 4446 - 22/3/2019neetiNo ratings yet
- Answer ALL 4 Questions Time Allowed: 1 HourDocument6 pagesAnswer ALL 4 Questions Time Allowed: 1 HourRavi VarmanNo ratings yet
- EC8553-DISCRETE TIME SIGNAL PROCESSING-342057679-UNIT-2 IIR DesignDocument31 pagesEC8553-DISCRETE TIME SIGNAL PROCESSING-342057679-UNIT-2 IIR Designboddam sathvikaNo ratings yet
- HCI 2008 Prelim Paper 2 Solution QN Solution 1Document5 pagesHCI 2008 Prelim Paper 2 Solution QN Solution 1Yao Le Titanium ChenNo ratings yet
- Lesson 10 VC.08 Triple Integrals 1Document16 pagesLesson 10 VC.08 Triple Integrals 1Sri RaghavanNo ratings yet
- Assignment 1 With SolutionsDocument8 pagesAssignment 1 With SolutionsacepwcxNo ratings yet
- Mat111 Section 5.3 Practice Questions - : X X DX XDocument3 pagesMat111 Section 5.3 Practice Questions - : X X DX XGolden TulipNo ratings yet
- 4NodeQuad PDFDocument27 pages4NodeQuad PDFMarvinEboraNo ratings yet
- Chap.2 3 Kinetics ApplicationDocument10 pagesChap.2 3 Kinetics Applicationchinlin0109No ratings yet
- Buku Teks Addmaths Form 4 (Answers)Document274 pagesBuku Teks Addmaths Form 4 (Answers)Elisha Sathyanesan Eliezer100% (1)
- Operator Properties&Mathematical GroupsDocument5 pagesOperator Properties&Mathematical GroupsRojo JohnNo ratings yet
- Tutorial Week 2 SolutionsDocument2 pagesTutorial Week 2 SolutionsQuazar001No ratings yet
- Tugas 7Document3 pagesTugas 7Aryanto LeeNo ratings yet
- Set-A Test Series: JEE Main Full Test - 4 Hints & Solutions MathematicsDocument19 pagesSet-A Test Series: JEE Main Full Test - 4 Hints & Solutions MathematicsMohammed Aftab AhmedNo ratings yet
- Maths Ext 1 2002 Noonan's SolutionsDocument17 pagesMaths Ext 1 2002 Noonan's SolutionsRonald McdonaldNo ratings yet
- $R9NBKVPDocument9 pages$R9NBKVPXhoniNo ratings yet
- Lista de ExerDocument2 pagesLista de ExerWesley Campos de AraujoNo ratings yet
- D2 Problem Jacobian ProposalDocument14 pagesD2 Problem Jacobian ProposalJon EscoNo ratings yet
- Department of Electronics and Telecommunication Engineering: R T R T TDocument3 pagesDepartment of Electronics and Telecommunication Engineering: R T R T TSurangaGNo ratings yet
- Econometrics: Tutorial 3 Solutions (Part1)Document11 pagesEconometrics: Tutorial 3 Solutions (Part1)cyrine chahbaniNo ratings yet
- Indef Integral DominoesDocument1 pageIndef Integral DominoessrinivasNo ratings yet
- Maths Ext 1 2012 Terry Lee's SolutionsDocument4 pagesMaths Ext 1 2012 Terry Lee's SolutionsYe ZhangNo ratings yet
- Complex IntegrationDocument22 pagesComplex IntegrationSreeram VijapurapuNo ratings yet
- Strictly Confidential/954/2: X X X X X X X X X X X X XDocument6 pagesStrictly Confidential/954/2: X X X X X X X X X X X X X张傲榅No ratings yet
- Mat104e21gf 240105 162628Document16 pagesMat104e21gf 240105 162628ozgeharringtonNo ratings yet
- Unit 2 2016 Paper 2 SolutionsDocument6 pagesUnit 2 2016 Paper 2 SolutionsRenee RobertsNo ratings yet
- H2 MYE Revision Package Integration SolutionsDocument9 pagesH2 MYE Revision Package Integration SolutionsTimothy HandokoNo ratings yet
- Schedule: Week Date TopicDocument9 pagesSchedule: Week Date TopicmostafaNo ratings yet
- Integrals PracticeDocument2 pagesIntegrals PracticeKaylaNo ratings yet
- Vector Mechanics For Engineers - 9th EditionDocument153 pagesVector Mechanics For Engineers - 9th EditionJames Macpherson57% (14)
- Adobe Scan 10 Jun 2023 (1) 757558859Document21 pagesAdobe Scan 10 Jun 2023 (1) 757558859Kavyansh SinghNo ratings yet
- Limits at InfinityDocument5 pagesLimits at Infinitymike capitoNo ratings yet
- Zankyosanka - KennethAccousticDocument6 pagesZankyosanka - KennethAccousticAdrian YoungNo ratings yet
- AE832: Introduction To Robotics Lab: Round 2 Experiments Experiment 1: MTAB Mini Robot Subject: Batch 8, MTAB Mini RobotDocument5 pagesAE832: Introduction To Robotics Lab: Round 2 Experiments Experiment 1: MTAB Mini Robot Subject: Batch 8, MTAB Mini RobotPravallika Yadav100% (1)
- CH 6 Digital Elevation Model: Bin YUDocument61 pagesCH 6 Digital Elevation Model: Bin YUgamilNo ratings yet
- Configuring of 3-Axis Vertical CNC Machine For Rapid Prototyping With Two Translatory and One Rotary AxesDocument9 pagesConfiguring of 3-Axis Vertical CNC Machine For Rapid Prototyping With Two Translatory and One Rotary AxesZoran DimicNo ratings yet
- DEMI 2021: An Open Architecture Control System For Multi-Axis Wood CNC Machining CenterDocument7 pagesDEMI 2021: An Open Architecture Control System For Multi-Axis Wood CNC Machining CenterZoran DimicNo ratings yet
- TE-50 Operating InstructionsDocument10 pagesTE-50 Operating InstructionsZoran DimicNo ratings yet
- Virtual Horizontal Machining Center LOLA HBG 80 For Program Verification and MonitoringDocument8 pagesVirtual Horizontal Machining Center LOLA HBG 80 For Program Verification and MonitoringZoran DimicNo ratings yet
- Bioresources.: Medium-Density Fibreboard Milling Using Selected Technological ParametersDocument15 pagesBioresources.: Medium-Density Fibreboard Milling Using Selected Technological ParametersZoran DimicNo ratings yet
- Cometa 2020: ProceedingsDocument15 pagesCometa 2020: ProceedingsZoran DimicNo ratings yet
- Distributed Robot Control System Based On The Real-Time Linux PlatformDocument5 pagesDistributed Robot Control System Based On The Real-Time Linux PlatformZoran DimicNo ratings yet
- Fig 15Document1 pageFig 15Zoran DimicNo ratings yet
- 16 017Document11 pages16 017Zoran DimicNo ratings yet
- Review of Digital Emulation of Vacuum-Tube Audio Amplifiers and PDFDocument14 pagesReview of Digital Emulation of Vacuum-Tube Audio Amplifiers and PDFZoran Dimic100% (1)
- Audio Magazine Presents The Prof. Audio Buyers Guide (1968) PDFDocument47 pagesAudio Magazine Presents The Prof. Audio Buyers Guide (1968) PDFZoran DimicNo ratings yet
- Fixing A Seagate 7200Document7 pagesFixing A Seagate 7200Zoran DimicNo ratings yet
- Using PWM Output As A Digital-to-Analog Converter PDFDocument32 pagesUsing PWM Output As A Digital-to-Analog Converter PDFZoran DimicNo ratings yet
- TELFOR - Reconfigurable Multi-Robot Virtual Environment v.4Document4 pagesTELFOR - Reconfigurable Multi-Robot Virtual Environment v.4Zoran DimicNo ratings yet
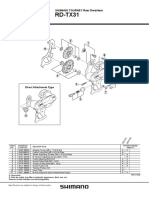
- Ev RD TX31 2753BDocument1 pageEv RD TX31 2753BZoran DimicNo ratings yet
- Oscilloscope Fundamentals PosterDocument1 pageOscilloscope Fundamentals PosterZoran DimicNo ratings yet
- Benefits of Using Open Architecture For Real-Time Control of Robots and Multi-Axis Machining SystemsDocument8 pagesBenefits of Using Open Architecture For Real-Time Control of Robots and Multi-Axis Machining SystemsZoran DimicNo ratings yet
- Open Architecture Robot Control SystemDocument72 pagesOpen Architecture Robot Control SystemZoran DimicNo ratings yet
- Regulisani Laboratorijski IspravljacDocument9 pagesRegulisani Laboratorijski IspravljacRusty AllenNo ratings yet
- FME - Distributed Robot Control System Based On The Real-Time Linux PlatformDocument5 pagesFME - Distributed Robot Control System Based On The Real-Time Linux PlatformZoran DimicNo ratings yet
- Strategic Research Agenda PDFDocument101 pagesStrategic Research Agenda PDFZoran DimicNo ratings yet