You might also like
- 10 - Adding Value With SuperflexDocument15 pages10 - Adding Value With SuperflexAbhimanyu SharmaNo ratings yet
- 11 - Advanced Catalytic Olefin-ACODocument15 pages11 - Advanced Catalytic Olefin-ACOAbhimanyu SharmaNo ratings yet
- Severe Surge Incidents at Process Air Compressor, Their After Effects and Problem ResolutionDocument15 pagesSevere Surge Incidents at Process Air Compressor, Their After Effects and Problem ResolutionAbhimanyu SharmaNo ratings yet
- 16 - Upgrading Olefins For Gasoline BlendingDocument21 pages16 - Upgrading Olefins For Gasoline BlendingAbhimanyu SharmaNo ratings yet
- 04 - The United Ethylene PlantDocument11 pages04 - The United Ethylene PlantAbhimanyu SharmaNo ratings yet
- 08-The Orthoflow WayDocument12 pages08-The Orthoflow WayAbhimanyu SharmaNo ratings yet
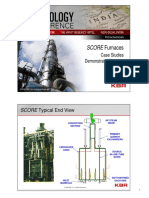
- 02 - SCORE Furnaces - Case StudiesDocument22 pages02 - SCORE Furnaces - Case StudiesAbhimanyu SharmaNo ratings yet
- Safety Concerns: Relief Valves, Corrosion, and Safety TripsDocument12 pagesSafety Concerns: Relief Valves, Corrosion, and Safety TripsAbhimanyu SharmaNo ratings yet
- 07 - Saudi Kayan Mega ProjectDocument13 pages07 - Saudi Kayan Mega ProjectAbhimanyu SharmaNo ratings yet
- Tower Pressure Control CH 5Document10 pagesTower Pressure Control CH 5Abhimanyu SharmaNo ratings yet
- 03 - Recent SC-1 Furnace DevelopmentsDocument8 pages03 - Recent SC-1 Furnace DevelopmentsAbhimanyu SharmaNo ratings yet
- Normal Paraffins: Creating Value With Flexibility: Traditional Processing Route For LABDocument8 pagesNormal Paraffins: Creating Value With Flexibility: Traditional Processing Route For LABAbhimanyu SharmaNo ratings yet
- Bubble Point and Dew Point 12Document8 pagesBubble Point and Dew Point 12Abhimanyu SharmaNo ratings yet
- Indian Gas Exchange: GAS IN INDIA, SEP 1-2, 2020Document28 pagesIndian Gas Exchange: GAS IN INDIA, SEP 1-2, 2020Abhimanyu SharmaNo ratings yet
- Gas in India-A Virtual Conference Session: Emerging Trends, Developments and Gas Supply OutlookDocument27 pagesGas in India-A Virtual Conference Session: Emerging Trends, Developments and Gas Supply OutlookAbhimanyu SharmaNo ratings yet
- Gas in India: A PerspectiveDocument13 pagesGas in India: A PerspectiveAbhimanyu SharmaNo ratings yet
- How Digitalization & Gas Operator Increase: Optimization Helped A Revenue by 5%Document12 pagesHow Digitalization & Gas Operator Increase: Optimization Helped A Revenue by 5%Abhimanyu SharmaNo ratings yet
- Policy - E&P SectorDocument13 pagesPolicy - E&P SectorAbhimanyu SharmaNo ratings yet
- Rejuvenating Indian Fertilizer Sector: Structure of The PresentationDocument13 pagesRejuvenating Indian Fertilizer Sector: Structure of The PresentationAbhimanyu SharmaNo ratings yet
- Incidents in Ammonia Plants at IFFCO Aonla Unit: Paper 1dDocument10 pagesIncidents in Ammonia Plants at IFFCO Aonla Unit: Paper 1dAbhimanyu SharmaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 448 Authors of Different Chemistry BooksDocument17 pages448 Authors of Different Chemistry BooksAhmad MNo ratings yet
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Emerson Mentor MP ManualDocument182 pagesEmerson Mentor MP ManualiampedrooNo ratings yet
- Plastic Hinge Length and Depth For Piles in Marine Oil Terminals Including Nonlinear Soil PropertiesDocument10 pagesPlastic Hinge Length and Depth For Piles in Marine Oil Terminals Including Nonlinear Soil PropertiesGopu RNo ratings yet
- Diltoids Numberletter Puzzles Activities Promoting Classroom Dynamics Group Form - 38486Document5 pagesDiltoids Numberletter Puzzles Activities Promoting Classroom Dynamics Group Form - 38486sinirsistemiNo ratings yet
- CUIT 201 Assignment3 March2023Document2 pagesCUIT 201 Assignment3 March2023crybert zinyamaNo ratings yet
- Unit 7 ActivitiesDocument8 pagesUnit 7 ActivitiesleongeladoNo ratings yet
- 20235UGSEM2206Document2 pages20235UGSEM2206Lovepreet KaurNo ratings yet
- Philips HD 9 User ManualDocument3 pagesPhilips HD 9 User ManualNdangoh DerekNo ratings yet
- Hexoloy SP Sic TdsDocument4 pagesHexoloy SP Sic TdsAnonymous r3MoX2ZMTNo ratings yet
- 22 Thành NG Quen Thu C Trên Ielts - FirefighterDocument2 pages22 Thành NG Quen Thu C Trên Ielts - FirefighterNinh NguyễnNo ratings yet
- Tecsun Pl310et PDFDocument30 pagesTecsun Pl310et PDFAxel BodemannNo ratings yet
- Comparative Study On Analysis of Plain and RC Beam Using AbaqusDocument9 pagesComparative Study On Analysis of Plain and RC Beam Using Abaqussaifal hameedNo ratings yet
- Analysis Chart - Julie Taymor-ArticleDocument3 pagesAnalysis Chart - Julie Taymor-ArticlePATRICIO PALENCIANo ratings yet
- Ib Psychology - Perfect Saq Examination Answers PDFDocument2 pagesIb Psychology - Perfect Saq Examination Answers PDFzeelaf siraj0% (2)
- GP 09-04-01Document31 pagesGP 09-04-01Anbarasan Perumal100% (1)
- 1st Unseen Passage For Class 5 in EnglishDocument7 pages1st Unseen Passage For Class 5 in EnglishVibhav SinghNo ratings yet
- HP Scanjet Pro 2500 F1 Flatbed Scanner: Boost Productivity With Fast, Versatile ScanningDocument2 pagesHP Scanjet Pro 2500 F1 Flatbed Scanner: Boost Productivity With Fast, Versatile ScanningParesh BabariaNo ratings yet
- National Pension System (NPS) - Subscriber Registration FormDocument3 pagesNational Pension System (NPS) - Subscriber Registration FormPratikJagtapNo ratings yet
- Updated WorksheetDocument5 pagesUpdated WorksheetJohn Ramer Lazarte InocencioNo ratings yet
- OB Case Study Care by Volvo UK 2020Document1 pageOB Case Study Care by Volvo UK 2020Anima AgarwalNo ratings yet
- Why We Need A Flying Amphibious Car 1. CarsDocument20 pagesWhy We Need A Flying Amphibious Car 1. CarsAsim AhmedNo ratings yet
- Schmidt Hammer TestDocument5 pagesSchmidt Hammer Testchrtrom100% (1)
- Thesis - A Surlyn® Ionomer As A Self-Healing and Self-Sensing Composite - 2011 - UKDocument194 pagesThesis - A Surlyn® Ionomer As A Self-Healing and Self-Sensing Composite - 2011 - UKAhmedNo ratings yet
- DA-I Question Bank From Module 1-3 of PHY1701 Course, Winter Semester 2020-21Document6 pagesDA-I Question Bank From Module 1-3 of PHY1701 Course, Winter Semester 2020-21Likith MallipeddiNo ratings yet
- Dpb6013 HRM - Chapter 3 HRM Planning w1Document24 pagesDpb6013 HRM - Chapter 3 HRM Planning w1Renese LeeNo ratings yet
- CHASE SSE-EHD 1900-RLS LockedDocument2 pagesCHASE SSE-EHD 1900-RLS LockedMarcos RochaNo ratings yet
- Lab 3 Report Fins RedoDocument3 pagesLab 3 Report Fins RedoWestley GomezNo ratings yet
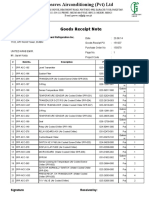
- Goods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateDocument4 pagesGoods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateSaad PathanNo ratings yet
- Natal Chart Report PDFDocument17 pagesNatal Chart Report PDFAnastasiaNo ratings yet