You might also like
- Processing of Bopp FilmDocument49 pagesProcessing of Bopp FilmHassan Ali Khan78% (9)
- Corrosion Controle Manual 2528000PRMANA000001 - 00Document42 pagesCorrosion Controle Manual 2528000PRMANA000001 - 00Raghavan100% (1)
- Blown Film Extrusion ReportDocument12 pagesBlown Film Extrusion ReportAbdul Razak RahmatNo ratings yet
- (Done Read Half) Lamination and CoatingDocument11 pages(Done Read Half) Lamination and CoatingIbranesa NissreyasaNo ratings yet
- Ttrial/technical: A ReviewDocument20 pagesTtrial/technical: A ReviewfernandoribeiromocNo ratings yet
- Oksd Icwh 2001 HowardDocument16 pagesOksd Icwh 2001 HowardHimanshuNo ratings yet
- Film Sheets (Polymer)Document5 pagesFilm Sheets (Polymer)Nemo Cyzar LiisNo ratings yet
- 5 - FilmsDocument3 pages5 - FilmsGloria GonzálezNo ratings yet
- Design of CPP Manufacturing Plant and Study Its DefectsDocument49 pagesDesign of CPP Manufacturing Plant and Study Its DefectsAbdullah AbbasNo ratings yet
- Carbohydrate Polymers: A B A B A B ADocument10 pagesCarbohydrate Polymers: A B A B A B AKeiidys MartinezNo ratings yet
- Rapid Prototyping of Soft Lithography Masters For Microfluidic Devices Using Dry Film Photoresist in A Non-Cleanroom SettingDocument11 pagesRapid Prototyping of Soft Lithography Masters For Microfluidic Devices Using Dry Film Photoresist in A Non-Cleanroom SettingxellosdexNo ratings yet
- MDO FilmsDocument5 pagesMDO FilmsManoj Bansal100% (1)
- An Overview On Current Manufacturing Technologies: Processing Continuous Rovings Impregnated With Thermoset ResinDocument26 pagesAn Overview On Current Manufacturing Technologies: Processing Continuous Rovings Impregnated With Thermoset ResinRaif SakinNo ratings yet
- Packaging India April May 2018Document5 pagesPackaging India April May 2018Raghuveer SinghNo ratings yet
- Investigacion PolimerosDocument5 pagesInvestigacion PolimerosomarNo ratings yet
- Direct Processes Technology PDFDocument40 pagesDirect Processes Technology PDFMcFlyNo ratings yet
- TZ 21 PDFDocument16 pagesTZ 21 PDFAlmir MachadoNo ratings yet
- ข่าว1 pdf-notes flattened 201307151439Document4 pagesข่าว1 pdf-notes flattened 201307151439khala1391@gmail.comNo ratings yet
- BCN3D White Paper Introduction To Plastic Manufacturing IndustryDocument15 pagesBCN3D White Paper Introduction To Plastic Manufacturing IndustryJesús LuceroNo ratings yet
- JPlasticFilmSheeting 2013 RennertDocument23 pagesJPlasticFilmSheeting 2013 RennertLuis EscalanteNo ratings yet
- 101 Processes To Decorate or Surface Treat Plastics 2012 PDFDocument9 pages101 Processes To Decorate or Surface Treat Plastics 2012 PDFstevierayoNo ratings yet
- PHD Thesis (Final Ver.2)Document254 pagesPHD Thesis (Final Ver.2)Carlos DuqueNo ratings yet
- Sustainability 14 10458Document13 pagesSustainability 14 10458waleedkhalillahmedNo ratings yet
- Composite Materials - Topic 4 Pre-Pregs and Pre-PreggingDocument46 pagesComposite Materials - Topic 4 Pre-Pregs and Pre-PreggingNarayan Shah TeliNo ratings yet
- Development and Simulation of Extrusion Lamination Process With PolyethyleneDocument11 pagesDevelopment and Simulation of Extrusion Lamination Process With Polyethylenecehiguera100% (1)
- Plastic Film - Wikipedia, The Free EncyclopediaDocument2 pagesPlastic Film - Wikipedia, The Free Encyclopediadidodido_67No ratings yet
- Composite Materialslab Text BookDocument49 pagesComposite Materialslab Text BookSHAHBAZ PNo ratings yet
- Foil Industry: Sinan Eroglu Jürgen DruyenDocument10 pagesFoil Industry: Sinan Eroglu Jürgen DruyenPratik MakwanaNo ratings yet
- Materiales Alta Barrera para EmpaquesDocument72 pagesMateriales Alta Barrera para EmpaquesLiliana RuizNo ratings yet
- Bopet Vs MopetDocument7 pagesBopet Vs MopetLoubia BelkeriineNo ratings yet
- Plastic Film: Film StripDocument16 pagesPlastic Film: Film StrippraveenNo ratings yet
- 1 s2.0 S2214289418305209 MainDocument8 pages1 s2.0 S2214289418305209 MainLaura AvilaNo ratings yet
- Evaluation of Mechanical Properties of FDM ComponeDocument9 pagesEvaluation of Mechanical Properties of FDM Componelakshmi narayanaNo ratings yet
- Experiment 3 (BFL)Document7 pagesExperiment 3 (BFL)wajahat rasoolNo ratings yet
- AIMCAL 3M-McclureDocument13 pagesAIMCAL 3M-McclureLAB9 MEXICONo ratings yet
- Water Vapor Transmission Rate PDFDocument3 pagesWater Vapor Transmission Rate PDFGauravNo ratings yet
- FDM 3D Printing Of: High Performance Composite MaterialsDocument5 pagesFDM 3D Printing Of: High Performance Composite MaterialsDigvijayNo ratings yet
- LFT - Development Status and Perspectives: Prof. DR Michael SchemmeDocument7 pagesLFT - Development Status and Perspectives: Prof. DR Michael SchemmeabiliovieiraNo ratings yet
- Recent Developments in Panel Level Packaging-IEEEDocument7 pagesRecent Developments in Panel Level Packaging-IEEEatulNo ratings yet
- IFASDocument57 pagesIFASImran KhanNo ratings yet
- Roll Hardness MeasurementsDocument49 pagesRoll Hardness MeasurementsDemingNo ratings yet
- Braiding Vacuum Bagging Resin Transfer Molding - RTM Centrifugal Casting ReferencesDocument7 pagesBraiding Vacuum Bagging Resin Transfer Molding - RTM Centrifugal Casting Referencesاحمد حمديNo ratings yet
- J Adv Manuf Process - 2024 - Brennecke - Numerical and Experimental Investigation of The Unexpected Thickening EffectDocument23 pagesJ Adv Manuf Process - 2024 - Brennecke - Numerical and Experimental Investigation of The Unexpected Thickening Effectmicato99No ratings yet
- Insulation System Comparison VPI Versus Resin RichDocument9 pagesInsulation System Comparison VPI Versus Resin Richrifal1990No ratings yet
- How Many Layers Are Enough?: Properties of Multi-Layer Stretch Films ComparedDocument5 pagesHow Many Layers Are Enough?: Properties of Multi-Layer Stretch Films ComparedAbd Alkarim MohamedNo ratings yet
- 0910 PPGDocument6 pages0910 PPGmihailmiNo ratings yet
- Reasons For Using Antiblock AdditivDocument7 pagesReasons For Using Antiblock AdditivjeneveuxpasNo ratings yet
- De AssignmentDocument9 pagesDe AssignmentManish MohapatraNo ratings yet
- Composites Part A: A. Arteiro, C. Furtado, G. Catalanotti, P. Linde, P.P. Camanho TDocument21 pagesComposites Part A: A. Arteiro, C. Furtado, G. Catalanotti, P. Linde, P.P. Camanho TCarlo PignagnoliNo ratings yet
- Sustainable Photopolymers in D PrintingDocument11 pagesSustainable Photopolymers in D PrintingBalavigneshwaran bt18ipf04No ratings yet
- A Review of Spun Bond Process : Hosun Lim, PH.DDocument13 pagesA Review of Spun Bond Process : Hosun Lim, PH.DmamunNo ratings yet
- Vestolit BR Textile-Coatings Web EN 2022-10Document12 pagesVestolit BR Textile-Coatings Web EN 2022-10Betty GonzálezNo ratings yet
- MetallizationDocument18 pagesMetallizationShubham KumarNo ratings yet
- Manufacture of Natural Fiber-Reinforced Polyurethane Composites Using The Long Fiber Injection ProcessDocument3 pagesManufacture of Natural Fiber-Reinforced Polyurethane Composites Using The Long Fiber Injection ProcessAshokan KelothNo ratings yet
- Polymers 13 01407Document18 pagesPolymers 13 01407waleedsikandryNo ratings yet
- cf3d CharcterizingDocument32 pagescf3d CharcterizingPravin LuthadaNo ratings yet
- Processing Aids For ExtrusionDocument10 pagesProcessing Aids For ExtrusionAlexandre Ferro RochaNo ratings yet
- Gładyszewski and Skiborowski - 2018 - Additive Manufacturing of Packings For Rotating PaDocument9 pagesGładyszewski and Skiborowski - 2018 - Additive Manufacturing of Packings For Rotating PaZhouNo ratings yet
- Nishan SinghDocument3 pagesNishan SinghBabuni PandaNo ratings yet
- Polymers: The Preparations and Water Vapor Barrier Properties of Polyimide Films Containing Amide MoietiesDocument14 pagesPolymers: The Preparations and Water Vapor Barrier Properties of Polyimide Films Containing Amide Moietiesboonthawee puttaNo ratings yet
- CHM013 - Module 5A - State - of - MatterDocument50 pagesCHM013 - Module 5A - State - of - MatterMel Arthor QueditNo ratings yet
- 10 Coordination Compound2 (1 Orang)Document11 pages10 Coordination Compound2 (1 Orang)Zakiyah Rizkah Nu'manNo ratings yet
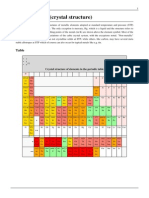
- Periodic Table Crystal StructureDocument6 pagesPeriodic Table Crystal StructurearamontanaNo ratings yet
- Plastics - ASTM D1238Document3 pagesPlastics - ASTM D1238Huỳnh Phúc NguyễnNo ratings yet
- Flux Decline in Skim Milk UltrafiltrationDocument19 pagesFlux Decline in Skim Milk Ultrafiltrationpremnath.sNo ratings yet
- Mining Report On BrazilDocument24 pagesMining Report On BrazilKatherine SmithNo ratings yet
- SCIENCE PMR Notes and ExperimentsDocument221 pagesSCIENCE PMR Notes and ExperimentsAzlina Ahmad100% (1)
- PR NF EN 447 - Décembre 2005Document8 pagesPR NF EN 447 - Décembre 2005Laboratoire LTGCNo ratings yet
- Chapter 5 - Combustion EquipmentDocument50 pagesChapter 5 - Combustion Equipmentdmc constructionNo ratings yet
- AITS 2223 FT IV JEEA Paper 1 OFFLINE PDFDocument17 pagesAITS 2223 FT IV JEEA Paper 1 OFFLINE PDFSoham DuttaNo ratings yet
- Name: Tati Elfrida Samosir NIM: 1951170 Class: Pharmacy 1-A Chemistry Number Symbol Name NotesDocument2 pagesName: Tati Elfrida Samosir NIM: 1951170 Class: Pharmacy 1-A Chemistry Number Symbol Name NotesTaty Ai Elfrida SamosirNo ratings yet
- Swagelok-Hose and Flexible Tubing CatalogDocument109 pagesSwagelok-Hose and Flexible Tubing CatalogDağhan ArpacıNo ratings yet
- TDS - QHXN Xanthan Gum For DrillingDocument1 pageTDS - QHXN Xanthan Gum For DrillingmatiasNo ratings yet
- Acronal S 400 TDSDocument3 pagesAcronal S 400 TDSsudhir5441No ratings yet
- Flooring & CoatingsDocument12 pagesFlooring & CoatingsKetaki HallurNo ratings yet
- It Takes Effort To Look This Good: E X Terior Paint SDocument6 pagesIt Takes Effort To Look This Good: E X Terior Paint SYohanes DitoNo ratings yet
- Deco-Copper Tube Pipe & Fittings Catalogue - A4-20p - PVDocument10 pagesDeco-Copper Tube Pipe & Fittings Catalogue - A4-20p - PViohc.tsewNo ratings yet
- Lesson Plan PogilDocument13 pagesLesson Plan PogilAnis MualifahNo ratings yet
- Chm130 Review Worksheet 1 Quiz - SC 2019 Fall-Chm151aa 20919Document3 pagesChm130 Review Worksheet 1 Quiz - SC 2019 Fall-Chm151aa 20919Kking ChungNo ratings yet
- Nano ChamomileDocument3 pagesNano ChamomileDl Al-azizNo ratings yet
- Industrial Lubricants - Hardcastle PetroferDocument8 pagesIndustrial Lubricants - Hardcastle Petroferrohan kumarNo ratings yet
- 3 - Vitamin CDocument12 pages3 - Vitamin CskyeandoNo ratings yet
- Lecture3 (Adsorption-Part2) 2022Document8 pagesLecture3 (Adsorption-Part2) 2022최종윤No ratings yet
- Diosdado Banatao: Aisa Mijeno She Is A Professor of Engineering at de La Salle University - Lipa in The PhilippinesDocument2 pagesDiosdado Banatao: Aisa Mijeno She Is A Professor of Engineering at de La Salle University - Lipa in The PhilippinesJonathan M. AbelleraNo ratings yet
- Emergency and Safety ProceduresDocument22 pagesEmergency and Safety Procedurespaupastrana94% (17)
- Organic Chemistry 2 (Oc 2) : Reactivity and Mechanism of Organic Compounds Chapter 5: Nucleophilic Substitution (At SP)Document38 pagesOrganic Chemistry 2 (Oc 2) : Reactivity and Mechanism of Organic Compounds Chapter 5: Nucleophilic Substitution (At SP)AllalannNo ratings yet
- Iupac Ambad TestDocument4 pagesIupac Ambad Testmanish365No ratings yet
- K0ZA HAZMAT Verification & Survey SheetDocument3 pagesK0ZA HAZMAT Verification & Survey SheetMohamed HarisNo ratings yet
- Composition and Quality of Lentil Medik) : A Review: (Lens CulinarisDocument17 pagesComposition and Quality of Lentil Medik) : A Review: (Lens CulinarisKarla MontesNo ratings yet