You might also like
- ข่าว1 pdf-notes flattened 201307151439Document4 pagesข่าว1 pdf-notes flattened 201307151439khala1391@gmail.comNo ratings yet
- Review Paper-Sushma Verma - RevisedDocument10 pagesReview Paper-Sushma Verma - RevisedBijender KaushikNo ratings yet
- Designing A Bottle Through Injection Moulding System: Design Considerations For Packaging Water in Ingeo BottlesDocument5 pagesDesigning A Bottle Through Injection Moulding System: Design Considerations For Packaging Water in Ingeo Bottlesabhishek gautamNo ratings yet
- Polymer Films Group ProjectDocument5 pagesPolymer Films Group ProjectNemo Cyzar LiisNo ratings yet
- Advanced Packaging Technologies For Fruits and Vegetables: For Fruits and VegetablesFrom EverandAdvanced Packaging Technologies For Fruits and Vegetables: For Fruits and VegetablesNo ratings yet
- Shrink FilmDocument29 pagesShrink Filmhatharasinghe100% (2)
- About Memory Foam by Flexible Pu Acco PDFDocument7 pagesAbout Memory Foam by Flexible Pu Acco PDFSunny PatelNo ratings yet
- Jader Martinez2 - 216006 - 3Document6 pagesJader Martinez2 - 216006 - 3carlos andres GutierrezNo ratings yet
- Bonding Unjoinable Polymers Lee 92011Document7 pagesBonding Unjoinable Polymers Lee 92011Mario Daniel ConejoNo ratings yet
- Barrier and Tensile Properties of Whey Proteinecandelilla Wax Film SheetDocument6 pagesBarrier and Tensile Properties of Whey Proteinecandelilla Wax Film Sheetsubdireccion licenciaturaNo ratings yet
- Edible Films and Coatings Sources Properties and ADocument13 pagesEdible Films and Coatings Sources Properties and AbriguitNo ratings yet
- Packaging FilmsDocument47 pagesPackaging FilmsnitinNo ratings yet
- Polyethylene Product PDFDocument16 pagesPolyethylene Product PDFpolymeianNo ratings yet
- Morris 2017Document51 pagesMorris 2017farukh azeemNo ratings yet
- 101 Processes To Decorate or Surface Treat Plastics 2012 PDFDocument9 pages101 Processes To Decorate or Surface Treat Plastics 2012 PDFstevierayoNo ratings yet
- packagingDocument18 pagespackagingbhavya.2021fth008No ratings yet
- Shrink Sleeve Flexo InksDocument10 pagesShrink Sleeve Flexo Inksdammy888100% (1)
- Paper Bottles - Potential To Replace Conventional Packaging For Liquid ProductsDocument27 pagesPaper Bottles - Potential To Replace Conventional Packaging For Liquid ProductsCarinna Saldaña - PierardNo ratings yet
- 2 Polypropylene Films: 2.2 Cast FilmDocument1 page2 Polypropylene Films: 2.2 Cast FilmNurul SyafiqahNo ratings yet
- Film Sheet PresentationDocument24 pagesFilm Sheet PresentationNemo Cyzar Liis100% (1)
- 1 s2.0 S2214289418305209 MainDocument8 pages1 s2.0 S2214289418305209 MainLaura AvilaNo ratings yet
- Appendix B: Examples of Flexible Packaging Film StructuresDocument13 pagesAppendix B: Examples of Flexible Packaging Film Structuresbilly chrisNo ratings yet
- BOPP Plastic Film Guide - Properties, Uses, Recycling & MoreDocument2 pagesBOPP Plastic Film Guide - Properties, Uses, Recycling & MoreFahadNo ratings yet
- Literature Review On Polyurethane FoamDocument8 pagesLiterature Review On Polyurethane Foamgw2g2v5p100% (1)
- Extrusion Magazine - Double Bubble - Nanolayer - AlphaMarathon WebsiteDocument2 pagesExtrusion Magazine - Double Bubble - Nanolayer - AlphaMarathon WebsitetabassimNo ratings yet
- Production of High Quality FoamDocument73 pagesProduction of High Quality FoamMOHAMMED YUSUF MAIAGOGONo ratings yet
- Polymer Sealing and Bonding Resistance To The Tensile Strength of Flexible Food PackagingDocument5 pagesPolymer Sealing and Bonding Resistance To The Tensile Strength of Flexible Food PackagingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- High Oxygen Barrier Polyethylene Films: ArticleDocument13 pagesHigh Oxygen Barrier Polyethylene Films: ArticleAngga PrasetyoNo ratings yet
- Flexible Packaging Laminates for Food, Drugs and Consumer GoodsDocument13 pagesFlexible Packaging Laminates for Food, Drugs and Consumer GoodsHimanshu GuptaNo ratings yet
- FRPDocument165 pagesFRPAditya VardhanNo ratings yet
- Plastic Recycli NG Survey: Under Supervision Of: Dr. Ibrahim El-FahamDocument43 pagesPlastic Recycli NG Survey: Under Supervision Of: Dr. Ibrahim El-FahamCao LongNo ratings yet
- Flexible PackagingDocument15 pagesFlexible PackagingAngela GarciaNo ratings yet
- Edible Films and Coatings Characteristics and PropDocument13 pagesEdible Films and Coatings Characteristics and PropevelynNo ratings yet
- Retort Packaging Project Report ReviewDocument25 pagesRetort Packaging Project Report ReviewHarsh RanaNo ratings yet
- Development of Biodegradable Plastics As Mango Fruit BagDocument5 pagesDevelopment of Biodegradable Plastics As Mango Fruit BagErizyre TerrenceNo ratings yet
- Types of ContainerDocument9 pagesTypes of ContainerGiha TardanNo ratings yet
- De AssignmentDocument9 pagesDe AssignmentManish MohapatraNo ratings yet
- Paper Breil2016Document20 pagesPaper Breil2016吳昇晃No ratings yet
- Anthyr PaprfeDocument29 pagesAnthyr PaprfeJOVAN HILMANSYAHNo ratings yet
- Effects of Jute Fabric Structures On The Performance of Jute-Reinforced Polypropylene CompositesDocument9 pagesEffects of Jute Fabric Structures On The Performance of Jute-Reinforced Polypropylene CompositesabiliovieiraNo ratings yet
- Plastic Report BMCDocument3 pagesPlastic Report BMCasa22bar037No ratings yet
- Whey Protein Layer Applied On Biodegradable Packaging Film To Improve Barrier Properties While Maintaining BiodegradabilityDocument7 pagesWhey Protein Layer Applied On Biodegradable Packaging Film To Improve Barrier Properties While Maintaining Biodegradabilityfahrullah unhasNo ratings yet
- Polymer Testing: C. Aversa, M. Barletta, A. Gisario, E. Pizzi, R. Prati, S. VescoDocument14 pagesPolymer Testing: C. Aversa, M. Barletta, A. Gisario, E. Pizzi, R. Prati, S. VescoSiddharthBhasneyNo ratings yet
- ATP - Industrial - enDocument9 pagesATP - Industrial - enVinaya Almane DattathreyaNo ratings yet
- INJECTION AND BLOW 12 Dani 1Document12 pagesINJECTION AND BLOW 12 Dani 1abdulber kedirNo ratings yet
- PlasticsDocument5 pagesPlasticsanchalsid16No ratings yet
- Introduccion Al Uso de Plasticos en Envases de AlimentosDocument16 pagesIntroduccion Al Uso de Plasticos en Envases de AlimentosAndrea Martinez SanchezNo ratings yet
- 1 s2.0 S0141813022026629 MainDocument12 pages1 s2.0 S0141813022026629 MainZeynab KazemkhahNo ratings yet
- Recycled Content Comparative Assessment Final 11-17-2021Document164 pagesRecycled Content Comparative Assessment Final 11-17-2021Neriman KılıçNo ratings yet
- Coextrusion Equipment For Multilayer Flat Films and SheetsDocument28 pagesCoextrusion Equipment For Multilayer Flat Films and SheetsMICHAEL EDWIN VALENCIA GARCIANo ratings yet
- Products: Azote AzoteDocument4 pagesProducts: Azote Azotequinny88No ratings yet
- Aquapak's Hydropol™ A Circular Economy Plastic: DRAFT Revision 5 March 2019Document15 pagesAquapak's Hydropol™ A Circular Economy Plastic: DRAFT Revision 5 March 2019chinchotarngNo ratings yet
- 02 Plastic in Food Packaging 8 September 2020Document75 pages02 Plastic in Food Packaging 8 September 2020SalsabilaNo ratings yet
- Tensile Fabric StructuresDocument26 pagesTensile Fabric StructuresUdz Velez100% (2)
- Edible Films From PolysaccharidesDocument2 pagesEdible Films From PolysaccharidesKresna Thufail ANo ratings yet
- Science InveCornstarch (Amylum) As Additives in Concrete Masonary Unit (CMU) BIO-PLASTIC CMU StigatoryDocument27 pagesScience InveCornstarch (Amylum) As Additives in Concrete Masonary Unit (CMU) BIO-PLASTIC CMU StigatoryAlmer Chris Calma TuayonNo ratings yet
- Feasibility of Styrofoam-Gasoline Roof SealantDocument11 pagesFeasibility of Styrofoam-Gasoline Roof SealantNyCh 1886% (7)
- Production of Biodegradable Plastic Packaging FilmDocument8 pagesProduction of Biodegradable Plastic Packaging FilmGanciarov MihaelaNo ratings yet
- Polyurethanes For Coatings & Adhesives - Chemistry & ApplicationsDocument17 pagesPolyurethanes For Coatings & Adhesives - Chemistry & ApplicationsLong HoangNo ratings yet
- Biodiesel Production From Jatropha and Waste Cooking Oils in MozambiqueDocument75 pagesBiodiesel Production From Jatropha and Waste Cooking Oils in MozambiquePasindu PramodNo ratings yet
- Carbohydrates Qualitative and Quantitative TestsDocument39 pagesCarbohydrates Qualitative and Quantitative TestsHigh HopesNo ratings yet
- Contoh PPT (Artikel Jurnal)Document15 pagesContoh PPT (Artikel Jurnal)Dumb BroDoreNo ratings yet
- Think Before Buying: ReadingDocument1 pageThink Before Buying: ReadingadrianmaiarotaNo ratings yet
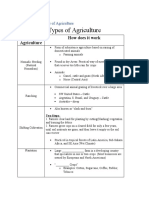
- Types of AgricultureDocument15 pagesTypes of AgricultureAndres ValleNo ratings yet
- General-Education - Biology Test QuesDocument17 pagesGeneral-Education - Biology Test QuesDianne DucosNo ratings yet
- Psyllium: A useful functional ingredientDocument13 pagesPsyllium: A useful functional ingredientNirav JoshiNo ratings yet
- Coconut-Value Added Products: December 2013Document10 pagesCoconut-Value Added Products: December 2013Sang BùiNo ratings yet
- General Biology 1: Ms. Almira B. GacutanDocument58 pagesGeneral Biology 1: Ms. Almira B. GacutanBERNA MAE TAMAYONo ratings yet
- Starches ReviewerDocument6 pagesStarches ReviewerimjuuNo ratings yet
- Organic Compound BrochuresDocument3 pagesOrganic Compound BrochuresAliza Marie LatapNo ratings yet
- Refined Guar SplitDocument37 pagesRefined Guar SplitkashifBack upNo ratings yet
- Name: Nina Angela C. Carag Grade and Section: 10-NewtonDocument4 pagesName: Nina Angela C. Carag Grade and Section: 10-NewtonNiña CaragNo ratings yet
- notesG11Week1 1Document24 pagesnotesG11Week1 1Damonte HenryNo ratings yet
- Studi Pemanfaatan Limbah Padat Kelapa SawitDocument17 pagesStudi Pemanfaatan Limbah Padat Kelapa SawitNopran NikoNo ratings yet
- 05 FarmaDocument22 pages05 FarmaNecula Ana-MariaNo ratings yet
- Effectiveness of Banana Peelings As An Alternative Source in Making Floor WaxDocument30 pagesEffectiveness of Banana Peelings As An Alternative Source in Making Floor WaxYoruNo ratings yet
- Esterifikasi Gliserol Menjadi Triasetin Menggunakan Zeolit AlamDocument7 pagesEsterifikasi Gliserol Menjadi Triasetin Menggunakan Zeolit AlamMhimyMiftahulMawaddahNo ratings yet
- POB (Lab)Document49 pagesPOB (Lab)NanashiNo ratings yet
- Maggot PublishedDocument7 pagesMaggot PublishedGinaLovasariNo ratings yet
- Cultivation of White Button MushroomDocument21 pagesCultivation of White Button MushroomMeenuNo ratings yet
- Food Chemistry: Ayyagari Archana, K. Ramesh BabuDocument6 pagesFood Chemistry: Ayyagari Archana, K. Ramesh BabuDinh Thi Kim HoaNo ratings yet
- Physical Science 4Document20 pagesPhysical Science 4Christine AtencioNo ratings yet
- Chicken ManureDocument2 pagesChicken ManureJuliano, Jhanielle Faye B.No ratings yet
- Coffee Master Program Flashcards - QuizletDocument23 pagesCoffee Master Program Flashcards - QuizletmuuayliiNo ratings yet
- FermentationDocument3 pagesFermentationbretz.andreiNo ratings yet
- Vipel Chemical Resistance Guide: Corrosion Resistant Resins For The Harshest EnvironmentsDocument32 pagesVipel Chemical Resistance Guide: Corrosion Resistant Resins For The Harshest EnvironmentsCésar AreinamoNo ratings yet
- Catalogo Cherokee Octubre 2022Document110 pagesCatalogo Cherokee Octubre 2022Marvin Infante MoralesNo ratings yet
- Basic Nutrition and Diet TherapyDocument108 pagesBasic Nutrition and Diet TherapyJanelle Cabida SupnadNo ratings yet
- Aashto M 248 1991 (R 2012)Document6 pagesAashto M 248 1991 (R 2012)Eko SupriantoNo ratings yet