You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A314-15 Standard Specification For Stainless Steel Billets and Bars For ForgingDocument3 pagesA314-15 Standard Specification For Stainless Steel Billets and Bars For Forgingtjt4779No ratings yet
- 2020 ISRI Scrap Specificiations CircularDocument62 pages2020 ISRI Scrap Specificiations CircularRod AguirreNo ratings yet
- Design & Analysis of Worm & Worm GearDocument32 pagesDesign & Analysis of Worm & Worm Gearshahzadali0786100% (1)
- Astm C1619 11Document3 pagesAstm C1619 11Sandeep gotraNo ratings yet
- 01 Procedure For Structural SteelDocument9 pages01 Procedure For Structural Steelpunitg_2No ratings yet
- BS en 10205-2016Document30 pagesBS en 10205-2016Sainath Amuda100% (1)
- High-Strength Steel Bars For Prestressed ConcreteDocument5 pagesHigh-Strength Steel Bars For Prestressed ConcretesamehNo ratings yet
- Forged Steel Rolls Used For Corrugating Paper MachineryDocument4 pagesForged Steel Rolls Used For Corrugating Paper MachinerysamehNo ratings yet
- Determination of Nitrogen, Water Extractable in Leather: Standard Test Method ForDocument2 pagesDetermination of Nitrogen, Water Extractable in Leather: Standard Test Method ForsamehNo ratings yet
- Determining The Presence of Lead Salts in Leather: Standard Test Method ForDocument2 pagesDetermining The Presence of Lead Salts in Leather: Standard Test Method ForsamehNo ratings yet
- Determination of Magnesium Sulfate (Epsom Salt) in Leather: Standard Test Method ForDocument2 pagesDetermination of Magnesium Sulfate (Epsom Salt) in Leather: Standard Test Method ForsamehNo ratings yet
- Tin Mill Products, Black Plate Electrolytic Chromium-Coated, Single and Double ReducedDocument8 pagesTin Mill Products, Black Plate Electrolytic Chromium-Coated, Single and Double ReducedsamehNo ratings yet
- Cold-Rolled Magnetic Lamination Quality Steel, Semiprocessed TypesDocument5 pagesCold-Rolled Magnetic Lamination Quality Steel, Semiprocessed TypessamehNo ratings yet
- Tin Mill Products, Black Plate, Double Reduced: Standard Specification ForDocument2 pagesTin Mill Products, Black Plate, Double Reduced: Standard Specification ForsamehNo ratings yet
- Selection of Kriging Methods in Geostatistical Site InvestigationsDocument4 pagesSelection of Kriging Methods in Geostatistical Site InvestigationssamehNo ratings yet
- D5921-96 (Reapproved 2010) .PDF - (EngPedia - Ir)Document14 pagesD5921-96 (Reapproved 2010) .PDF - (EngPedia - Ir)Hossein DoudiNo ratings yet
- Pressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForDocument2 pagesPressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForsamehNo ratings yet
- Preliminary Sizing and Delineation of Soil Absorption Field Areas For On-Site Septic SystemsDocument7 pagesPreliminary Sizing and Delineation of Soil Absorption Field Areas For On-Site Septic SystemssamehNo ratings yet
- Quantitative Accelerated Laboratory Evaluation of Extraction Solutions Containing Ions Leached From Thermal Insulation On Aqueous Corrosion of MetalsDocument11 pagesQuantitative Accelerated Laboratory Evaluation of Extraction Solutions Containing Ions Leached From Thermal Insulation On Aqueous Corrosion of MetalssamehNo ratings yet
- Concrete Sanitary Sewer Pipe by Negative (Vacuum) or Positive Air Pressure (Metric)Document3 pagesConcrete Sanitary Sewer Pipe by Negative (Vacuum) or Positive Air Pressure (Metric)samehNo ratings yet
- Concrete Sanitary Sewer Pipe by Negative (Vacuum) or Positive Air PressureDocument3 pagesConcrete Sanitary Sewer Pipe by Negative (Vacuum) or Positive Air PressuresamehNo ratings yet
- A512-06 (2012) Standard Specification For Cold-Drawn Buttweld Carbon Steel Mechanical TubingDocument20 pagesA512-06 (2012) Standard Specification For Cold-Drawn Buttweld Carbon Steel Mechanical TubingChuthaNo ratings yet
- PDFDocument5 pagesPDFRachel ThompsonNo ratings yet
- Pressure Vessel Plates, Low-Carbon Age-Hardening Nickel-Copper-Chromium-Molybdenum-Columbium Alloy SteelDocument3 pagesPressure Vessel Plates, Low-Carbon Age-Hardening Nickel-Copper-Chromium-Molybdenum-Columbium Alloy SteelsamehNo ratings yet
- Pressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceDocument4 pagesPressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServicesamehNo ratings yet
- Pressure Vessel Plates, Low-Carbon Manganese-Molybdenum-Columbium Alloy Steel, For Moderate and Lower Temperature ServiceDocument3 pagesPressure Vessel Plates, Low-Carbon Manganese-Molybdenum-Columbium Alloy Steel, For Moderate and Lower Temperature ServicesamehNo ratings yet
- A426A426M-13 Standard Specification For Centrifugally Cast Ferritic Alloy Steel Pipe For High - Temperature ServiceDocument10 pagesA426A426M-13 Standard Specification For Centrifugally Cast Ferritic Alloy Steel Pipe For High - Temperature ServiceChuthaNo ratings yet
- A 228 - A 228M - 16 PDFDocument5 pagesA 228 - A 228M - 16 PDFأسامة وحيد الدين رمضانNo ratings yet
- D 5580 - 15Document11 pagesD 5580 - 15samehNo ratings yet
- A214A214M-96 (2012) Standard Specification For Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesDocument2 pagesA214A214M-96 (2012) Standard Specification For Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesChuthaNo ratings yet
- A335A335M-15 Standard Specification For Seamless Ferritic Alloy-Steel Pipe For High - Temperature ServiceDocument10 pagesA335A335M-15 Standard Specification For Seamless Ferritic Alloy-Steel Pipe For High - Temperature ServiceChuthaNo ratings yet
- Steel Castings, Chromium-Nickel-Iron Alloy (25-12 Class), For High-Temperature ServiceDocument4 pagesSteel Castings, Chromium-Nickel-Iron Alloy (25-12 Class), For High-Temperature ServicesamehNo ratings yet
- Determining Formaldehyde Levels From Wood Products Using A DesiccatorDocument7 pagesDetermining Formaldehyde Levels From Wood Products Using A DesiccatorsamehNo ratings yet
- Calculation of The Pipe Friction Factor Calculate The Friction Loss in A PipeDocument2 pagesCalculation of The Pipe Friction Factor Calculate The Friction Loss in A PipeRahul KulkarniNo ratings yet
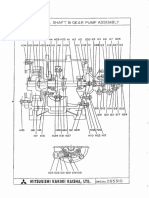
- Mitsubishi SJ400 Horizontal Shaft Mitsubishi SeparatorDocument3 pagesMitsubishi SJ400 Horizontal Shaft Mitsubishi SeparatorSergei KurpishNo ratings yet
- Structural Steels: SABS 1431 Technical DataDocument3 pagesStructural Steels: SABS 1431 Technical DataZdravko Vidakovic100% (1)
- BLACK CAT - Grader Blade Product Sheets - v6Document6 pagesBLACK CAT - Grader Blade Product Sheets - v6Anonymous xxFArUCSNo ratings yet
- Type of Defect in Welding ProcesesDocument6 pagesType of Defect in Welding ProcesesmusyaliNo ratings yet
- ASTM Specifications - ASTM Specs and Standards For BoltsDocument2 pagesASTM Specifications - ASTM Specs and Standards For BoltsskilachNo ratings yet
- Drillmax Float Valve BrochureDocument16 pagesDrillmax Float Valve BrochureMoni FraileNo ratings yet
- Teknologi Dan Rekayasa: Hand ToolsDocument21 pagesTeknologi Dan Rekayasa: Hand ToolsSinggih PNo ratings yet
- Solution Strengthened Ferritic Ductile Iron ISO 1083/JS/500-10 Provides Superior Consistent Properties in Hydraulic RotatorsDocument9 pagesSolution Strengthened Ferritic Ductile Iron ISO 1083/JS/500-10 Provides Superior Consistent Properties in Hydraulic RotatorsJason WuNo ratings yet
- Steel Fence Posts and Assemblies, Hot Wrought: Standard Specification ForDocument4 pagesSteel Fence Posts and Assemblies, Hot Wrought: Standard Specification ForManuel IbarraNo ratings yet
- Metal Finishing and Properties Full PDFDocument18 pagesMetal Finishing and Properties Full PDFSarah Mae AjonNo ratings yet
- Evaluation of Degree of Rusting On Prestressed Concrete StrandDocument6 pagesEvaluation of Degree of Rusting On Prestressed Concrete StrandEfrain SueldoNo ratings yet
- Is 1865 1991Document16 pagesIs 1865 1991kumarkk1969No ratings yet
- Midterm Exam ConceptualDocument28 pagesMidterm Exam ConceptualPlay DineNo ratings yet
- HWA GUAN Material Spec PDFDocument12 pagesHWA GUAN Material Spec PDFkhai ruleNo ratings yet
- 444 StainlessDocument4 pages444 StainlessSH1961No ratings yet
- Hacksaw Frame & Blade NewDocument17 pagesHacksaw Frame & Blade NewVindy CADNo ratings yet
- Steel Melt Shop Raw MaterialsDocument5 pagesSteel Melt Shop Raw MaterialsmaklesurrahmanNo ratings yet
- Early Works Package - Specification B (Section 317210) - Tunnel Primary Support - Ground ReinforcementDocument3 pagesEarly Works Package - Specification B (Section 317210) - Tunnel Primary Support - Ground ReinforcementZain AbidiNo ratings yet
- Sec 3Document3 pagesSec 3Ajay SinghNo ratings yet
- 2 Valvula Reductora Presion Ayvaz BDV25 PDFDocument2 pages2 Valvula Reductora Presion Ayvaz BDV25 PDFjoaquin torrano veraNo ratings yet
- Arc Welding ElectrodeDocument36 pagesArc Welding ElectrodeAinul Yaqien80% (5)
- Rex-Cut CatalogDocument36 pagesRex-Cut CatalogBepdjNo ratings yet
- PM 6 - ApplicationsDocument21 pagesPM 6 - ApplicationsShivraj ChouguleNo ratings yet
- Engineering Materials and Heat TreatmentDocument91 pagesEngineering Materials and Heat TreatmentPRAVEEN ENo ratings yet
- 8.6.1 The Moody DiagramDocument3 pages8.6.1 The Moody DiagramAganon AristotleNo ratings yet