You might also like
- 钢筋绑扎与安装工程技术交底Document4 pages钢筋绑扎与安装工程技术交底liang xiaoNo ratings yet
- °ÂË ÂóÌØÂDocument46 pages°ÂË ÂóÌØÂvkkt2016No ratings yet
- 模板工程技术交底Document3 pages模板工程技术交底liang xiaoNo ratings yet
- Uvliin NuhtsulDocument54 pagesUvliin NuhtsulGan DorjNo ratings yet
- 耐碱地面施工工法Document3 pages耐碱地面施工工法shangyuan1079163.comNo ratings yet
- 10底板大体积混凝土浇筑工程Document4 pages10底板大体积混凝土浇筑工程高振No ratings yet
- 钢管混凝土组合柱施工工法Document11 pages钢管混凝土组合柱施工工法WES QingNo ratings yet
- FJ49室内装修装饰吊顶工程施工工艺362页Document362 pagesFJ49室内装修装饰吊顶工程施工工艺362页kris leeNo ratings yet
- 巨型超重伸臂桁架节点拆分与安装技术 何杰Document2 pages巨型超重伸臂桁架节点拆分与安装技术 何杰王祥No ratings yet
- 地下室钢筋绑扎与安装工程技术交底Document4 pages地下室钢筋绑扎与安装工程技术交底liang xiaoNo ratings yet
- 钢 混凝土箱形结合梁的工艺试验研究Document4 pages钢 混凝土箱形结合梁的工艺试验研究Paul LeeNo ratings yet
- 40mm 50mm 50mm 100mm (根据桩径大小不同)Document104 pages40mm 50mm 50mm 100mm (根据桩径大小不同)kris leeNo ratings yet
- 連續壁施工實務Document71 pages連續壁施工實務楊巽閎No ratings yet
- 认知实习报告Document16 pages认知实习报告Thip MonoroetthyNo ratings yet
- 16米、20m预制空心板施工方案Document18 pages16米、20m预制空心板施工方案马铭No ratings yet
- 箱涵施工方案Document5 pages箱涵施工方案yibao luNo ratings yet
- 箱涵施工方案Document5 pages箱涵施工方案yibao luNo ratings yet
- 2014年8月 论文:高速公路异形混凝土护栏施工工艺Document3 pages2014年8月 论文:高速公路异形混凝土护栏施工工艺RB HNNo ratings yet
- 钢板桩围堰海上施工 于成雨Document4 pages钢板桩围堰海上施工 于成雨cmmvalarNo ratings yet
- 无封底无帷幕深水浅岩钢板桩围堰全封闭施工技术Document3 pages无封底无帷幕深水浅岩钢板桩围堰全封闭施工技术cmmvalarNo ratings yet
- 储罐采用三角形网壳和子午线网壳的优劣对比Document2 pages储罐采用三角形网壳和子午线网壳的优劣对比Sheng LaiNo ratings yet
- 大跨径悬索桥锚碇锚固系统的比较 陈晓军Document3 pages大跨径悬索桥锚碇锚固系统的比较 陈晓军Qiangyu2018No ratings yet
- 论文2:2#公路项目旋挖钻孔灌注桩施工技术研究Document11 pages论文2:2#公路项目旋挖钻孔灌注桩施工技术研究Zhi TangNo ratings yet
- 附錄三、日本薄板輕量型鋼構造設計準則Document22 pages附錄三、日本薄板輕量型鋼構造設計準則蔡東均No ratings yet
- 水利工程竖井施工技术要点分析 - 陈少凯.pdf filename - =utf-8''水利工程竖井施工技术要点分析 - 陈少凯Document3 pages水利工程竖井施工技术要点分析 - 陈少凯.pdf filename - =utf-8''水利工程竖井施工技术要点分析 - 陈少凯JU SHUANGNo ratings yet
- 山区高速公路小半径曲线上高墩柱连续现浇箱梁施工技术Document2 pages山区高速公路小半径曲线上高墩柱连续现浇箱梁施工技术Paul LeeNo ratings yet
- 湖北省市政检查井盖新建和维护技术指南Document22 pages湖北省市政检查井盖新建和维护技术指南tytyyNo ratings yet
- 第10章、季节性施工措施Document6 pages第10章、季节性施工措施liang xiaoNo ratings yet
- 砖砌体工程技术交底Document5 pages砖砌体工程技术交底liang xiaoNo ratings yet
- 《全国民用建筑工程设计技术措施》结构篇之05楼 (屋) 盖结构设计与构造Document42 pages《全国民用建筑工程设计技术措施》结构篇之05楼 (屋) 盖结构设计与构造Ho Fung LeungNo ratings yet
- 拉森钢板桩专项施工方案 (专家论证)Document43 pages拉森钢板桩专项施工方案 (专家论证)仁俊李No ratings yet
- 第4节、钢筋工程Document3 pages第4节、钢筋工程liang xiaoNo ratings yet
- 11钢筋混凝土预制桩工程Document5 pages11钢筋混凝土预制桩工程gao gaoNo ratings yet
- 框架结构定型组合钢模板的安装与拆除工艺标准(402 1996)Document6 pages框架结构定型组合钢模板的安装与拆除工艺标准(402 1996)liang xiaoNo ratings yet
- 附表1、抗震支架安装流程2018Document27 pages附表1、抗震支架安装流程2018Zifei MengNo ratings yet
- 建筑总平面设计说明Document2 pages建筑总平面设计说明K.H. LeoNo ratings yet
- 焊接坡口标准Document48 pages焊接坡口标准yongjun xiaNo ratings yet
- 002 室内铸铁排水管道安装Document5 pages002 室内铸铁排水管道安装gao gaoNo ratings yet
- 戴立先等 (2006) 上海环球金融中心钢结构施工技术Document3 pages戴立先等 (2006) 上海环球金融中心钢结构施工技术firai5No ratings yet
- 鋼筋混凝土工程規範 (二) E00533Document287 pages鋼筋混凝土工程規範 (二) E00533Yang WuNo ratings yet
- 钢板桩围堰施工技术要点培训课件(54页,配图丰富)Document54 pages钢板桩围堰施工技术要点培训课件(54页,配图丰富)shangjin linNo ratings yet
- 模板工程Document56 pages模板工程杨羊羊No ratings yet
- 浅析昆明新机场高速公路上跨... 路钢混结合梁制安工艺与技术 李正平Document2 pages浅析昆明新机场高速公路上跨... 路钢混结合梁制安工艺与技术 李正平王小波No ratings yet
- 广州猎德大桥独塔自锚式悬索桥施工技术Document7 pages广州猎德大桥独塔自锚式悬索桥施工技术Paul LeeNo ratings yet
- 超高长悬挑钢桁架支撑系统设计及结构影响性分析Document4 pages超高长悬挑钢桁架支撑系统设计及结构影响性分析LINGLI LINo ratings yet
- 任务13:模板工程 施工工艺流程 20210131Document34 pages任务13:模板工程 施工工艺流程 20210131杨羊羊No ratings yet
- 现浇框架结构钢筋绑扎工艺标准 (409-1996)Document8 pages现浇框架结构钢筋绑扎工艺标准 (409-1996)liang xiaoNo ratings yet
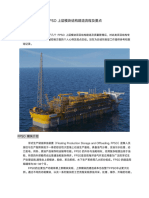
- FPSO上层模块结构建造总结Document22 pagesFPSO上层模块结构建造总结ding liuNo ratings yet
- 钢丝螺套使用手册 最新版Document28 pages钢丝螺套使用手册 最新版王振华No ratings yet
- 深基坑水中承台引孔钢板桩围堰的设计与施工Document6 pages深基坑水中承台引孔钢板桩围堰的设计与施工cmmvalarNo ratings yet
- 鋼筋混凝土結構配筋指南Document66 pages鋼筋混凝土結構配筋指南katsuratsai100% (9)
- 论文 埂埕大桥卵石、光板岩地层栈桥钢管桩施工技术2019Document4 pages论文 埂埕大桥卵石、光板岩地层栈桥钢管桩施工技术2019Paul LeeNo ratings yet
- 中建三局质量标准化图册Document63 pages中建三局质量标准化图册刘运琦No ratings yet
- 旋挖循环全护筒跟进成桩工艺在桥梁工程中的应用Document6 pages旋挖循环全护筒跟进成桩工艺在桥梁工程中的应用Paul LeeNo ratings yet
- 东海大桥Document4 pages东海大桥Paul LeeNo ratings yet
- 高压水刀引孔技术的施工应用Document2 pages高压水刀引孔技术的施工应用cmmvalarNo ratings yet
- 高雄縣砂崙國小耐震主文參考範例Document38 pages高雄縣砂崙國小耐震主文參考範例Yeltsin YangNo ratings yet
- Plastering English ChineseDocument23 pagesPlastering English ChineseCheng TerryNo ratings yet
- 特殊地质条件下超长钢板桩插打施工技术Document3 pages特殊地质条件下超长钢板桩插打施工技术cmmvalarNo ratings yet
- 50搅拌站Document2 pages50搅拌站WES QingNo ratings yet
- 上海搜航网运价7月下旬Document2 pages上海搜航网运价7月下旬WES QingNo ratings yet
- 4-12 5石子Document2 pages4-12 5石子WES QingNo ratings yet
- CSCEC81 AS SG M005 周进度计划Document3 pagesCSCEC81 AS SG M005 周进度计划WES QingNo ratings yet
- 1 临时道路方案Document3 pages1 临时道路方案WES QingNo ratings yet
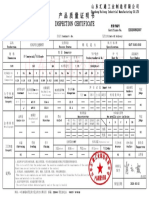
- 产 品 质 量 证 明 书 Inspection Certificate: Shandong Huitong Industrial Manufacturing CO.LTDDocument1 page产 品 质 量 证 明 书 Inspection Certificate: Shandong Huitong Industrial Manufacturing CO.LTDWES QingNo ratings yet
- 50搅拌站Document2 pages50搅拌站WES QingNo ratings yet
- 16 2200 普板 新Document1 page16 2200 普板 新WES QingNo ratings yet
- 临时道路方案Document3 pages临时道路方案WES QingNo ratings yet
- 临时道路方案Document3 pages临时道路方案WES QingNo ratings yet
- 统计Document1 page统计WES QingNo ratings yet
- 钢管混凝土组合柱施工工法Document11 pages钢管混凝土组合柱施工工法WES QingNo ratings yet
- 圆柱Document1 page圆柱WES QingNo ratings yet
- (完整版) 鲁JJ 012施工组织设计 (施工方案) 审批表Document5 pages(完整版) 鲁JJ 012施工组织设计 (施工方案) 审批表WES QingNo ratings yet
- 部编版一 - 下 - 全册识字表生字注音 二类字注音 看拼音写词语练习Document18 pages部编版一 - 下 - 全册识字表生字注音 二类字注音 看拼音写词语练习WES QingNo ratings yet
- 临时道路方案 (混凝土面层)Document5 pages临时道路方案 (混凝土面层)WES QingNo ratings yet
- CADDocument9 pagesCADWES QingNo ratings yet
- 装饰工程量统计表Document33 pages装饰工程量统计表WES QingNo ratings yet
- 100以内加法 口算题Document3 pages100以内加法 口算题WES QingNo ratings yet
- 国家 中国 欧盟 品种 医用外科口罩 医用口罩 执行标准 YY0469-2011 医用外科口罩 EN 14683-2019 医用口罩-要求和测试方法 适用于临床医务人员在有创操作 等过程中所佩戴的一次性口罩 适用于在外科手术中或其他类 似医疗场景中使用,以限制其他 工作人员产生的污染物传播给 病人,同时也可有效阻隔可疑携Document2 pages国家 中国 欧盟 品种 医用外科口罩 医用口罩 执行标准 YY0469-2011 医用外科口罩 EN 14683-2019 医用口罩-要求和测试方法 适用于临床医务人员在有创操作 等过程中所佩戴的一次性口罩 适用于在外科手术中或其他类 似医疗场景中使用,以限制其他 工作人员产生的污染物传播给 病人,同时也可有效阻隔可疑携WES QingNo ratings yet
- 宣传片解说词1 11Document3 pages宣传片解说词1 11WES QingNo ratings yet
- 部编版一 - 下 - 全册识字表生字注音 二类字注音 看拼音写词语练习Document18 pages部编版一 - 下 - 全册识字表生字注音 二类字注音 看拼音写词语练习WES QingNo ratings yet
- 2021鲁南高铁工程线培训考试卷Document2 pages2021鲁南高铁工程线培训考试卷WES QingNo ratings yet
- 100以内减法 口算题Document3 pages100以内减法 口算题WES QingNo ratings yet
- 宣传片解说词1 11Document3 pages宣传片解说词1 11WES QingNo ratings yet
- 100以内减法 口算题Document3 pages100以内减法 口算题WES QingNo ratings yet
- 专利技术交底书(一种模块化的标准防护栏杆)Document4 pages专利技术交底书(一种模块化的标准防护栏杆)WES QingNo ratings yet
- 千岛企服 印尼最近30天疫情和疫苗信息更新Document28 pages千岛企服 印尼最近30天疫情和疫苗信息更新WES QingNo ratings yet
- 100以内加法 口算题Document3 pages100以内加法 口算题WES Qing100% (1)