You might also like
- Parts and Accessories Installation Instructions: Auxiliary Connector Retrofit For External Audio SourcesDocument12 pagesParts and Accessories Installation Instructions: Auxiliary Connector Retrofit For External Audio SourcesFernando MuñozNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Saudi Aramco Pre-Commissioning Form: Sf-6 Pad-Mounted SwitchgearDocument2 pagesSaudi Aramco Pre-Commissioning Form: Sf-6 Pad-Mounted SwitchgearHaleem Ur Rashid BangashNo ratings yet
- MST II NotesDocument309 pagesMST II NotesAman Jain100% (2)
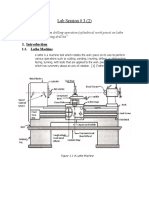
- Lathe MachineDocument7 pagesLathe MachineJacTomlinNo ratings yet
- Turret LatheDocument82 pagesTurret LatheReyven ReconNo ratings yet
- Machine Shop ReportDocument8 pagesMachine Shop ReportNazib Ul Islam Sazib78% (9)
- ART A - (I) 0003 PDFDocument180 pagesART A - (I) 0003 PDFShudhan NambiarNo ratings yet
- MACHINING-lathe and Milling)Document29 pagesMACHINING-lathe and Milling)YosephNo ratings yet
- Workshop ManualDocument96 pagesWorkshop ManualDatta YallapuNo ratings yet
- FASTER - RPG CardsDocument42 pagesFASTER - RPG CardsRatcatcher GeneralNo ratings yet
- Types of Lathe Cutting ToolsDocument11 pagesTypes of Lathe Cutting ToolsDeenaKriShnanNo ratings yet
- Introduction To Fitting Shop.Document11 pagesIntroduction To Fitting Shop.Mahmood AliNo ratings yet
- ME 2207 - Manufacturing Technology 1 - Lab ManualDocument57 pagesME 2207 - Manufacturing Technology 1 - Lab ManualMohan Prasad.M71% (17)
- Diploma Workshop Practice IIDocument30 pagesDiploma Workshop Practice IISagir Musa SaniNo ratings yet
- Pious I T Report 2Document24 pagesPious I T Report 2muhyideen6abdulganiyNo ratings yet
- Presentation On Lathe and Shaper MachineDocument13 pagesPresentation On Lathe and Shaper Machinemukul anand jhaNo ratings yet
- Machine ShopDocument6 pagesMachine ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- Machine Tools Hand Tools: Fitting ShopDocument12 pagesMachine Tools Hand Tools: Fitting ShopMadara uchihaNo ratings yet
- Ted 361 MaterialDocument20 pagesTed 361 MaterialNelly NelsonNo ratings yet
- Drilling 1Document31 pagesDrilling 1Vishal DeshpandeNo ratings yet
- Basic Machine Shop PresentationDocument44 pagesBasic Machine Shop PresentationShinobu HeartunderbladeNo ratings yet
- WORKSHOP PRACTICE-B.Tech IIDocument46 pagesWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNo ratings yet
- Lab 3Document6 pagesLab 3Khurram SattarNo ratings yet
- Machine Shop: Principal Parts of A LatheDocument7 pagesMachine Shop: Principal Parts of A LatheArchika YaduNo ratings yet
- Work Diary FinalDocument190 pagesWork Diary FinalMasoodAnjumNo ratings yet
- Machine Lab - ReportDocument11 pagesMachine Lab - Reportsaiq kamranNo ratings yet
- Machine Shop Manual 27112020Document9 pagesMachine Shop Manual 27112020Jeevan MandalaNo ratings yet
- Machine ShopDocument6 pagesMachine ShopZain MirzaNo ratings yet
- Subject: Machine Tools and Metrology: Course: B Tech - Mechanical EngineeringDocument341 pagesSubject: Machine Tools and Metrology: Course: B Tech - Mechanical EngineeringTharun GTNo ratings yet
- Sachin Prop LatheDocument10 pagesSachin Prop LatheSachin KhadkaNo ratings yet
- Lab 1Document12 pagesLab 1regassa rajiNo ratings yet
- Study On Basic Lathe Machining: AIM: To Study The Construction Details and Working Principle of Basic MachiningDocument12 pagesStudy On Basic Lathe Machining: AIM: To Study The Construction Details and Working Principle of Basic Machininggirma workuNo ratings yet
- Machine ShopDocument12 pagesMachine ShopshahzaibNo ratings yet
- Drilling MachineDocument35 pagesDrilling MachineVikky HariNo ratings yet
- MTM FinalDocument59 pagesMTM FinalQasim AliNo ratings yet
- MT 2 MarksDocument11 pagesMT 2 MarksVimala Nalisetty0% (1)
- Lathe MachineDocument92 pagesLathe MachineADITYA KUMARNo ratings yet
- Which ToolDocument11 pagesWhich ToolJJ ROETSNo ratings yet
- O5. Study-Of-Various-Angles-Of-Cutting-Tools-Single-And-Multi-PointDocument7 pagesO5. Study-Of-Various-Angles-Of-Cutting-Tools-Single-And-Multi-PointHridoyNo ratings yet
- Lathe MachineDocument91 pagesLathe MachineHrithik LakhaniNo ratings yet
- Lathe MachineDocument92 pagesLathe Machinesarin sukumaranNo ratings yet
- Lathe MachineDocument6 pagesLathe MachineJuno Eron TalamayanNo ratings yet
- Lab 1Document8 pagesLab 1Khurram SattarNo ratings yet
- Unit II Lathe MachineDocument92 pagesUnit II Lathe MachineRohan SahaNo ratings yet
- Manufacturing Technology Lab - I ManualDocument45 pagesManufacturing Technology Lab - I ManualSakthivelNo ratings yet
- Turning: CHAPTER 2: Material Removal ProcessDocument66 pagesTurning: CHAPTER 2: Material Removal ProcessEbrahim AliNo ratings yet
- Lathe MachineDocument41 pagesLathe MachineraidahNo ratings yet
- Lathe Machine ReportDocument10 pagesLathe Machine ReportJohn Paul DomingoNo ratings yet
- Tool Chapter - 2Document43 pagesTool Chapter - 2Tamirat NemomsaNo ratings yet
- Filling Shop ToolsDocument24 pagesFilling Shop ToolsMohsin TariqNo ratings yet
- Me8451 2 MARKS - by WWW - EasyEngineering.net 2 PDFDocument14 pagesMe8451 2 MARKS - by WWW - EasyEngineering.net 2 PDFVignesh VigneshNo ratings yet
- Manufacturing Engineering II Lecture 3Document30 pagesManufacturing Engineering II Lecture 3Eyu KalebNo ratings yet
- Fitting Workshop Tools Holding Measuring Marking Cutting Finishing Striking Power Tools PDFDocument12 pagesFitting Workshop Tools Holding Measuring Marking Cutting Finishing Striking Power Tools PDFMausamNo ratings yet
- Machine ShopDocument12 pagesMachine ShopAmmad Ud DinNo ratings yet
- Unit - 3 FittingDocument33 pagesUnit - 3 Fitting20BCS4054 MADHAVAN V100% (1)
- Production Technology: Department of Mechanical EngineeringDocument17 pagesProduction Technology: Department of Mechanical Engineeringrahul bhattNo ratings yet
- MT Ii 2 Marks PDFDocument19 pagesMT Ii 2 Marks PDFParamasivam Veerappan100% (1)
- MC and MTDocument28 pagesMC and MTmahalakshmi3104976No ratings yet
- Lathe 150826222523 Lva1 App6892Document75 pagesLathe 150826222523 Lva1 App6892jbcNo ratings yet
- MT Ii 2 MarksDocument19 pagesMT Ii 2 MarksNIVAS S. SNo ratings yet
- Lathe MachineDocument91 pagesLathe MachineChandra NurikoNo ratings yet
- Basic Electronics (ECEN 1011) : Time Allotted: 3 Hrs. Full Marks: 70Document4 pagesBasic Electronics (ECEN 1011) : Time Allotted: 3 Hrs. Full Marks: 70014 Debayan Kumar GhoshNo ratings yet
- Curriculum Vitae: Sector 5 Salt Lake City, Kolkata - East, West BengalDocument3 pagesCurriculum Vitae: Sector 5 Salt Lake City, Kolkata - East, West Bengal014 Debayan Kumar GhoshNo ratings yet
- Heritage Institute of Technology: Department of Mechnical Engineering Workshop Practice (Mech1051) Work Instruction SheetDocument4 pagesHeritage Institute of Technology: Department of Mechnical Engineering Workshop Practice (Mech1051) Work Instruction Sheet014 Debayan Kumar GhoshNo ratings yet
- Heritage Institute of Technology: Manual Metal Arc WeldingDocument3 pagesHeritage Institute of Technology: Manual Metal Arc Welding014 Debayan Kumar GhoshNo ratings yet
- What To Check If Your Modem's ADSL Light Is Not ONDocument2 pagesWhat To Check If Your Modem's ADSL Light Is Not ONMaheshNo ratings yet
- 1014 VS-142 Dome Cam Lift P3719 Data Sheet Y2636 230811Document4 pages1014 VS-142 Dome Cam Lift P3719 Data Sheet Y2636 230811Steven RuiterNo ratings yet
- OptimDocument15 pagesOptimRashad Biomedical EngineerNo ratings yet
- Mid Power Laser Sources Ylr 100 Watt 2 KW in CWDocument2 pagesMid Power Laser Sources Ylr 100 Watt 2 KW in CWAbderrahmen HerichiNo ratings yet
- Source Voltage Drop: Circuit DescriptionDocument3 pagesSource Voltage Drop: Circuit DescriptionPhang KumwingNo ratings yet
- CMT Saw Blade 230.524.08M PDFDocument2 pagesCMT Saw Blade 230.524.08M PDFkikuNo ratings yet
- Ffle 2022 MW 2Document14 pagesFfle 2022 MW 2dan themanNo ratings yet
- Camtronics CT6000 SeriesDocument8 pagesCamtronics CT6000 SeriesSuhas KODRENo ratings yet
- 12-37 Molded Case Circuit Breakers 70 - 400 Amperes: K-Frame Product DescriptionDocument15 pages12-37 Molded Case Circuit Breakers 70 - 400 Amperes: K-Frame Product Descriptionbaskaranjay5502No ratings yet
- Department of Computer Science EngineeringDocument16 pagesDepartment of Computer Science EngineeringmohitNo ratings yet
- Ir 261Document60 pagesIr 261Jcchcc JcchccNo ratings yet
- Fwbell - 8000 Series - TransverseDocument2 pagesFwbell - 8000 Series - TransverseMario RossiNo ratings yet
- Nikon Micro-Macro LensDocument71 pagesNikon Micro-Macro LensEditor: Bora ERESICI100% (6)
- MTLX 516 CDocument1 pageMTLX 516 CAakash PandyaNo ratings yet
- AVX Pier ExtensionDocument4 pagesAVX Pier ExtensionDaniel Ernesto EspitiaNo ratings yet
- Model 1266 A/R Sepex: Separately Excited Electronic Motor Speed ControllerDocument4 pagesModel 1266 A/R Sepex: Separately Excited Electronic Motor Speed ControllermbgprsmsNo ratings yet
- SLC Vehicle Identification Study List MFRDocument3 pagesSLC Vehicle Identification Study List MFRsheng caoNo ratings yet
- Mineral-Insulated Thermocouples According To DIN 43710 and DIN EN 60584Document11 pagesMineral-Insulated Thermocouples According To DIN 43710 and DIN EN 60584Veryco BudiantoNo ratings yet
- GE6162 EPL Lan Manual - ElectricalDocument42 pagesGE6162 EPL Lan Manual - ElectricalDhamu DharanNo ratings yet
- Euromex Bioblue en VTDocument4 pagesEuromex Bioblue en VTJuan SandovalNo ratings yet
- Hitachi Sumitomo SCX2800-2LF Brochure Tutt BryantDocument38 pagesHitachi Sumitomo SCX2800-2LF Brochure Tutt Bryantrayees KPFNo ratings yet
- Manual sg2500mvDocument104 pagesManual sg2500mvDung Vu DinhNo ratings yet
- Linkbelt TCC 750 Telescopic Crawler Cranes BrochureDocument30 pagesLinkbelt TCC 750 Telescopic Crawler Cranes BrochureJansen Fernando TarihoranNo ratings yet
- Air Conditioner : J18 (A), J19 (B)Document5 pagesAir Conditioner : J18 (A), J19 (B)JOSENo ratings yet
- Main Panel: Agarwall VillaDocument15 pagesMain Panel: Agarwall VillaEr.AROCKIA STEPHAN VSGNo ratings yet
- E&M (Ear and Mouth) Interface For OM200 SONET-OC3 MultiplexerDocument6 pagesE&M (Ear and Mouth) Interface For OM200 SONET-OC3 Multiplexerseyed mohammadNo ratings yet