You might also like
- Die Science - 4 Causes of Poor Strip Feeding in Progressive Dies - The FabricatorDocument5 pagesDie Science - 4 Causes of Poor Strip Feeding in Progressive Dies - The FabricatorNaukowyDrpNo ratings yet
- Die Science - Setting Up Progressive Dies - Part II - The FabricatorDocument6 pagesDie Science - Setting Up Progressive Dies - Part II - The FabricatorNaukowyDrpNo ratings yet
- Ask The Stamping Expert - Can I Pierce Material in A Progressive Die in The Opposite Direction - The FabricatorDocument7 pagesAsk The Stamping Expert - Can I Pierce Material in A Progressive Die in The Opposite Direction - The FabricatorSIMONENo ratings yet
- Cams, Cams, and More Cams - The FabricatorDocument7 pagesCams, Cams, and More Cams - The FabricatorSIMONENo ratings yet
- 25d Double Searmer ManualDocument21 pages25d Double Searmer Manuallisya liputoNo ratings yet
- Snap Fit DesingDocument24 pagesSnap Fit DesingGerman LagNo ratings yet
- Universal Manual 01012010 PDFDocument42 pagesUniversal Manual 01012010 PDFMike DonnellyNo ratings yet
- Die Science - Developing Forming Dies - Part III - The FabricatorDocument7 pagesDie Science - Developing Forming Dies - Part III - The FabricatorSIMONENo ratings yet
- TOOLING - Dealing With Lifters - Part 2 - Plastics TechnologyDocument23 pagesTOOLING - Dealing With Lifters - Part 2 - Plastics Technologyrijoy p pNo ratings yet
- Toolmaker Tricks - The FabricatorDocument6 pagesToolmaker Tricks - The FabricatorSIMONENo ratings yet
- Snap-Fit Design ManualDocument24 pagesSnap-Fit Design ManualrenebbNo ratings yet
- Everything You Need To Know About Flatteners and Levelers For Coil ProcessingPart 4Document7 pagesEverything You Need To Know About Flatteners and Levelers For Coil ProcessingPart 4CarlosNo ratings yet
- Everything You Need To Know About Flatteners and Levelers For Coil Processing-Part 4 - The FabricatorDocument7 pagesEverything You Need To Know About Flatteners and Levelers For Coil Processing-Part 4 - The FabricatorSIMONENo ratings yet
- Spiral Cams: Swing C ClampsDocument6 pagesSpiral Cams: Swing C ClampsJoe AndrewsNo ratings yet
- Manual Plotter COLETECHDocument16 pagesManual Plotter COLETECHJuan Carlos CosmeNo ratings yet
- Ask The Stamping Expert - Determining Stock Width For Stamping A Part in A Progressive Die - The FabricatorDocument8 pagesAsk The Stamping Expert - Determining Stock Width For Stamping A Part in A Progressive Die - The FabricatorSIMONENo ratings yet
- Die Science - Developing Forming Dies - Part II - The FabricatorDocument6 pagesDie Science - Developing Forming Dies - Part II - The FabricatorNaukowyDrpNo ratings yet
- Eccentric Cams: Swing C ClampsDocument6 pagesEccentric Cams: Swing C ClampsJoe AndrewsNo ratings yet
- Tooling by Design - Progressive-Die Strip Analysis - Part 1 - MetalForming MagazineDocument2 pagesTooling by Design - Progressive-Die Strip Analysis - Part 1 - MetalForming MagazineSIMONENo ratings yet
- Main Parts of Capstan Lathe and Turret LatheDocument8 pagesMain Parts of Capstan Lathe and Turret LatheShuvoVatt0% (1)
- 4470 MANUAL Issue 0Document7 pages4470 MANUAL Issue 0Santos MoralesNo ratings yet
- Engargoladora de LatasDocument21 pagesEngargoladora de LatasAngel PerezNo ratings yet
- Whose Lathe Essay ThesisDocument6 pagesWhose Lathe Essay ThesisBuyEssaysForCollegeBaltimore100% (2)
- KYB 06-09 Dell Taco Kit InstallDocument4 pagesKYB 06-09 Dell Taco Kit Installwernerkai120% (1)
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- m2 U8 Concentric Turning (4-Jaw)Document13 pagesm2 U8 Concentric Turning (4-Jaw)Việt Đặng XuânNo ratings yet
- Operations Manual: The Universal™ Envelope FeederDocument42 pagesOperations Manual: The Universal™ Envelope FeederMike DonnellyNo ratings yet
- Artcut Bridge ManualDocument25 pagesArtcut Bridge Manualjosemijosemi100% (1)
- Controlling Flat-Rolled Shape - The FabricatorDocument10 pagesControlling Flat-Rolled Shape - The FabricatorsobheysaidNo ratings yet
- Drilling Assembly Handbook SmithDocument198 pagesDrilling Assembly Handbook SmithAboZaidNo ratings yet
- LATHE MACHINE Operation ChamferingDocument4 pagesLATHE MACHINE Operation Chamferingeimaan afrozNo ratings yet
- Oil Expeller Shaft Analysis JournalDocument11 pagesOil Expeller Shaft Analysis JournalRemartin MaglantayNo ratings yet
- Alucobond How To ManualDocument53 pagesAlucobond How To Manualhkd2No ratings yet
- Cam Edge Clamps. The Cam Edge Clamp, Shown in Figure 8-75, Uses A HorizontalDocument7 pagesCam Edge Clamps. The Cam Edge Clamp, Shown in Figure 8-75, Uses A HorizontalJoe AndrewsNo ratings yet
- CNC 05 CNC Router OperationDocument26 pagesCNC 05 CNC Router Operationmarius_danila8736No ratings yet
- Additive and Customizable Hardware MountDocument26 pagesAdditive and Customizable Hardware Mountapi-390571887No ratings yet
- Runners and GatesDocument35 pagesRunners and Gatesbjdavies2010100% (2)
- Die Maintenance. Die Repair. - The FabricatorDocument8 pagesDie Maintenance. Die Repair. - The FabricatorSIMONENo ratings yet
- Tooling by Design - Progressive-Die Strip Analysis - Part 2 - MetalForming MagazineDocument2 pagesTooling by Design - Progressive-Die Strip Analysis - Part 2 - MetalForming MagazineSIMONENo ratings yet
- Gauge and Press Wheel Scraper Mounting Instructions John Deere 7000-1700, Kinze, and White PlantersDocument2 pagesGauge and Press Wheel Scraper Mounting Instructions John Deere 7000-1700, Kinze, and White PlantersRichard BakerNo ratings yet
- Rockbreaker System General Installation PDFDocument70 pagesRockbreaker System General Installation PDFhidrastar123100% (3)
- Turret LatheDocument12 pagesTurret LatheK Nallathambi K NallathambiNo ratings yet
- PDDDocument88 pagesPDDapi-336689769No ratings yet
- Vinyl Cutter Instructions - ALL LANGUAGESDocument52 pagesVinyl Cutter Instructions - ALL LANGUAGESaaron muñoz salgadoNo ratings yet
- Split Frame Manual Rev 2Document33 pagesSplit Frame Manual Rev 2Mahalingam NanjappanNo ratings yet
- Activity 1.3.4 Measurement Lab SkimmerDocument4 pagesActivity 1.3.4 Measurement Lab Skimmerapi-262081791No ratings yet
- Die Science - Developing Forming Dies - Part I - The FabricatorDocument6 pagesDie Science - Developing Forming Dies - Part I - The FabricatorSIMONENo ratings yet
- ,!7IA8H2 Gdeeia!Document473 pages,!7IA8H2 Gdeeia!Ehsan Poravar100% (2)
- Charlotte Claw Op TechDocument12 pagesCharlotte Claw Op TechJacob DoughertyNo ratings yet
- Model "G" Retrievable Casing Packer: Packer Systems Technical UnitDocument7 pagesModel "G" Retrievable Casing Packer: Packer Systems Technical Unitolger ninoNo ratings yet
- Bearing Puller 1Document10 pagesBearing Puller 1Ashna WaseemNo ratings yet
- Ask The Stamping Expert - How Can We Achieve Fast Punch Changeout Halfway Through A Run - The FabricatorDocument7 pagesAsk The Stamping Expert - How Can We Achieve Fast Punch Changeout Halfway Through A Run - The FabricatorSIMONENo ratings yet
- Hand Bender InstructionsDocument27 pagesHand Bender InstructionsenkntadoNo ratings yet
- Lab Report 06 MEMDocument12 pagesLab Report 06 MEMImdad JalaliNo ratings yet
- Everything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVDocument7 pagesEverything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVertuokumusNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- A New Look at Die Clearance - Dayton Lamina CorporationDocument3 pagesA New Look at Die Clearance - Dayton Lamina CorporationSIMONENo ratings yet
- Design and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetDocument6 pagesDesign and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetSIMONENo ratings yet
- Complex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheoryDocument20 pagesComplex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheoryutkarshNo ratings yet
- Complex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheoryDocument21 pagesComplex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheorySIMONENo ratings yet
- Off-Center Loading in Sheet Metal Forming Operations, Part IDocument2 pagesOff-Center Loading in Sheet Metal Forming Operations, Part ISIMONENo ratings yet
- Complex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheoryDocument20 pagesComplex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheoryutkarshNo ratings yet
- Choosing The Proper Die Springs - Dayton Lamina CorporationDocument4 pagesChoosing The Proper Die Springs - Dayton Lamina CorporationSIMONENo ratings yet
- The 6 Steps of Perforating - Dayton Lamina CorporationDocument2 pagesThe 6 Steps of Perforating - Dayton Lamina CorporationSIMONENo ratings yet
- AE - Metals Stamping Global - 2012 PDFDocument40 pagesAE - Metals Stamping Global - 2012 PDFMarius PopaNo ratings yet
- AE - Metals Stamping Global - 2012 PDFDocument40 pagesAE - Metals Stamping Global - 2012 PDFMarius PopaNo ratings yet
- Custom Three Post Progressive Stamping Die DesignDocument3 pagesCustom Three Post Progressive Stamping Die DesignSIMONENo ratings yet
- Surface Treatments and Coatings For Improved Productivity - Dayton Lamina CorporationDocument2 pagesSurface Treatments and Coatings For Improved Productivity - Dayton Lamina CorporationSIMONENo ratings yet
- Techdata Spring BackDocument1 pageTechdata Spring BackSIMONENo ratings yet
- Custom Three Post Progressive Stamping Die Design With Feeder CoilerDocument3 pagesCustom Three Post Progressive Stamping Die Design With Feeder CoilerSIMONENo ratings yet
- Techdata Spring BackDocument1 pageTechdata Spring BackSIMONENo ratings yet
- Techdata Spring BackDocument1 pageTechdata Spring BackSIMONENo ratings yet
- The 6 Steps of Perforating - Dayton Lamina CorporationDocument2 pagesThe 6 Steps of Perforating - Dayton Lamina CorporationSIMONENo ratings yet
- A New Look at Die Clearance - Dayton Lamina CorporationDocument3 pagesA New Look at Die Clearance - Dayton Lamina CorporationSIMONENo ratings yet
- AE - Metals Stamping Global - 2012 PDFDocument40 pagesAE - Metals Stamping Global - 2012 PDFMarius PopaNo ratings yet
- End Stop Feed Direction Pierced Hole: Figure 1-24. Tube Position For Hole PiercingDocument2 pagesEnd Stop Feed Direction Pierced Hole: Figure 1-24. Tube Position For Hole PiercingSIMONENo ratings yet
- Technical Data Press MaintenanceDocument6 pagesTechnical Data Press MaintenanceKaran VirbhadreNo ratings yet
- Techdata-Formulas For TimingDocument1 pageTechdata-Formulas For TimingSIMONENo ratings yet
- Document Title: Material Required To Make A Radial BendDocument2 pagesDocument Title: Material Required To Make A Radial BendSIMONENo ratings yet
- Technical Data Press MaintenanceDocument6 pagesTechnical Data Press MaintenanceKaran VirbhadreNo ratings yet
- Document Title: Micro Dimension Conversion Chart Used To Convert Decimals and Millimeters To MicroDocument1 pageDocument Title: Micro Dimension Conversion Chart Used To Convert Decimals and Millimeters To MicroSIMONENo ratings yet
- Stamper: Precision Metalwork US In-Die Laser Technology World Premiere at BRUDERER In-House ExhibitionDocument8 pagesStamper: Precision Metalwork US In-Die Laser Technology World Premiere at BRUDERER In-House ExhibitionSIMONENo ratings yet
- Document Title: Material Required To Make A Right Angle BendDocument2 pagesDocument Title: Material Required To Make A Right Angle BendSIMONENo ratings yet
- Stamper: Pushing Performance High Speed and Precision Getting Ready For The FutureDocument8 pagesStamper: Pushing Performance High Speed and Precision Getting Ready For The FutureSIMONENo ratings yet
- Off-Center Loading in Sheet Metal Forming Operations, Part IDocument2 pagesOff-Center Loading in Sheet Metal Forming Operations, Part ISIMONENo ratings yet
- STAMPER 1-15 en 02Document12 pagesSTAMPER 1-15 en 02SIMONENo ratings yet
- Design and Engineering KTU Module-3Document14 pagesDesign and Engineering KTU Module-3Naseel Ibnu AzeezNo ratings yet
- AeroDef India Brochure 2024Document4 pagesAeroDef India Brochure 2024Resonous ComNo ratings yet
- Materials 13 04065Document23 pagesMaterials 13 04065Icia BaseNo ratings yet
- CG Programming UnityDocument4 pagesCG Programming UnityJavicho KortNo ratings yet
- Cloud Computing and 3D PrintingDocument8 pagesCloud Computing and 3D PrintingSaurabh KadamNo ratings yet
- Additive Manufacturing Techniques in Prosthodontics Where Do We Currently Stand A Critical ReviewDocument11 pagesAdditive Manufacturing Techniques in Prosthodontics Where Do We Currently Stand A Critical ReviewAlex BurdeNo ratings yet
- Simple Solutions Issue 10Document120 pagesSimple Solutions Issue 10Luis MartinezNo ratings yet
- BOD2 - User Instructions - V3 - 2020 - 06Document60 pagesBOD2 - User Instructions - V3 - 2020 - 06Julia Montelin Powers100% (1)
- Digitization in PharmaDocument19 pagesDigitization in Pharmasumit6singh100% (1)
- Demo Reel Breakdown List - 2011Document3 pagesDemo Reel Breakdown List - 2011nathancorthexNo ratings yet
- Distribuidora Bondy Fiesta Case Study PDFDocument2 pagesDistribuidora Bondy Fiesta Case Study PDFsapiencecorpNo ratings yet
- CH 7Document53 pagesCH 7BERHAN HAILUNo ratings yet
- Archmodels Vol 102 Cloth Cap Shoes WardrobeDocument24 pagesArchmodels Vol 102 Cloth Cap Shoes WardrobegombestralalaNo ratings yet
- 3d Printing Research PaperDocument7 pages3d Printing Research Paperafnkeuooulejtl100% (1)
- Additive ManufacturingDocument18 pagesAdditive ManufacturingKaran KavanalNo ratings yet
- RPTDocument4 pagesRPTSARAN PRASANTHNo ratings yet
- Pos Cura em Resina.026Document7 pagesPos Cura em Resina.026Danilo BianchiNo ratings yet
- Advance Construction TechniquesDocument12 pagesAdvance Construction TechniquesVishal GondkarNo ratings yet
- Suitability of Recycled HDPE For 3D Printing FilamentDocument53 pagesSuitability of Recycled HDPE For 3D Printing FilamentA V100% (1)
- 2023JP - Papaspyridakos - Reverse Scan Body A Complete Digital Workflow For Prosthesis PrototypeDocument6 pages2023JP - Papaspyridakos - Reverse Scan Body A Complete Digital Workflow For Prosthesis PrototypedrjonduNo ratings yet
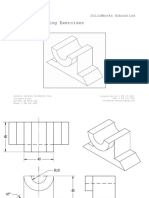
- Detailed Drawing Exercises: Solidworks EducationDocument51 pagesDetailed Drawing Exercises: Solidworks EducationtotoNo ratings yet
- IndexDocument15 pagesIndexAkhwari W. PamungkasjatiNo ratings yet
- Final Written PresentationDocument4 pagesFinal Written PresentationHellen SanchezNo ratings yet
- Luke Richardson's ResumeDocument1 pageLuke Richardson's ResumeLukeNo ratings yet
- BCG BIM Revolution Feb 2017 - tcm9 159687 PDFDocument21 pagesBCG BIM Revolution Feb 2017 - tcm9 159687 PDFindra b kurniawanNo ratings yet
- Manuale Stampante 3DDocument45 pagesManuale Stampante 3DMiriamNo ratings yet
- Manufacturing ChoicesDocument39 pagesManufacturing ChoicesVenkyNo ratings yet
- The Impact of 3D Printing On Global Supply ChainsDocument6 pagesThe Impact of 3D Printing On Global Supply ChainsRosaNo ratings yet
- 3D Printed Lost PLA Investment Casting AluminiumDocument13 pages3D Printed Lost PLA Investment Casting AluminiumbenssyNo ratings yet
- Digital Tutors Maya Extreme BundleDocument2 pagesDigital Tutors Maya Extreme BundledeercharcoalNo ratings yet