You might also like
- RSW Lab Guide: Resistance Spot Welding Process ParametersDocument11 pagesRSW Lab Guide: Resistance Spot Welding Process ParametersAli Raza JuttNo ratings yet
- Resistance Welding and Thyristor ContolDocument9 pagesResistance Welding and Thyristor ContolMidhun Babu0% (1)
- Experiment No. 01: Operation of Welding Plant Using Transformer 1.1 Learning ObjectiveDocument6 pagesExperiment No. 01: Operation of Welding Plant Using Transformer 1.1 Learning ObjectivePS NNo ratings yet
- Spot Welding Process LabDocument4 pagesSpot Welding Process Labjunaid gujratiNo ratings yet
- Welcome YOU: Institute of Welding & Testing TechnologyDocument66 pagesWelcome YOU: Institute of Welding & Testing TechnologyHimanshu MishraNo ratings yet
- Resistance Welding-Definition Main Parts Types Working Process Diagram Application PDFDocument4 pagesResistance Welding-Definition Main Parts Types Working Process Diagram Application PDFTeja ChalapareddiNo ratings yet
- Resistance Welding Techniques and ParametersDocument7 pagesResistance Welding Techniques and ParameterssoliddreamsNo ratings yet
- Spot WeldingDocument5 pagesSpot WeldingRao MaazNo ratings yet
- Chapter 8 - Resistance Spot Welding, Resistance Projection Welding and Resistance Seam WeldingDocument15 pagesChapter 8 - Resistance Spot Welding, Resistance Projection Welding and Resistance Seam WeldingreachfsrNo ratings yet
- Fundamentals of Electric Resistance WeldingDocument40 pagesFundamentals of Electric Resistance WeldingRajkumar ArumugamNo ratings yet
- Capacitive Discharge WeldingDocument5 pagesCapacitive Discharge WeldingMarko PericNo ratings yet
- Strain and Stress SensorDocument25 pagesStrain and Stress SensorBiniam EjaraNo ratings yet
- Resistance Welding Basics: Welding Sequence Definitions Machine Set-Up Rules For Making Good WeldsDocument17 pagesResistance Welding Basics: Welding Sequence Definitions Machine Set-Up Rules For Making Good Weldskenneth lohNo ratings yet
- Resistance WeldingDocument68 pagesResistance WeldingNallappan Rajj ANo ratings yet
- Industrial Electronics 2Document196 pagesIndustrial Electronics 2sarohlim0% (1)
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Definition of Resistance WeldingDocument16 pagesDefinition of Resistance WeldingMitul patelNo ratings yet
- 3-2 Spot WeldingDocument29 pages3-2 Spot WeldingNaram AppannaNo ratings yet
- List of Experiments: SR No. Page NoDocument62 pagesList of Experiments: SR No. Page Nomujahid hussainNo ratings yet
- Spot Weld - PresDocument96 pagesSpot Weld - Presavinashbatra1100% (1)
- Electro-Discharge Machining (EDM) - Industrial EngineeringDocument24 pagesElectro-Discharge Machining (EDM) - Industrial EngineeringshahadNo ratings yet
- Open-Loop Control of Full-Bridge Resonant Inverter For Induction Metal Surface HeatingDocument7 pagesOpen-Loop Control of Full-Bridge Resonant Inverter For Induction Metal Surface Heatingu18348794No ratings yet
- Experiment No: 4 Characteristics of Welding TransformerDocument5 pagesExperiment No: 4 Characteristics of Welding TransformerKunal TanwarNo ratings yet
- Effect of Electrode Regulation System On Arc Parameters in Furnace Operation PDFDocument5 pagesEffect of Electrode Regulation System On Arc Parameters in Furnace Operation PDFSunil KumarNo ratings yet
- Understanding of HV Current Transformer Failures During Short-Time Current Tests - An Insight of Current Density Calculations Beyond IEC StandardsDocument6 pagesUnderstanding of HV Current Transformer Failures During Short-Time Current Tests - An Insight of Current Density Calculations Beyond IEC StandardsJONATHAN MORALESNo ratings yet
- Analysis of Parameters and Time Sequences For Full Operation Mode of Vacuum Interrupter For Medium Voltage Power PlantsDocument7 pagesAnalysis of Parameters and Time Sequences For Full Operation Mode of Vacuum Interrupter For Medium Voltage Power PlantsAdit YudaNo ratings yet
- CH Ap Ter 1 Intro Ductio N: 1 .1 Arc WeldingDocument27 pagesCH Ap Ter 1 Intro Ductio N: 1 .1 Arc WeldingsathishNo ratings yet
- 3 ElectricArcWeldingDocument35 pages3 ElectricArcWeldingKirandeep GandhamNo ratings yet
- Resistance WeldingDocument4 pagesResistance WeldingAjith GanjiNo ratings yet
- Unit 4 Lesson 4Document7 pagesUnit 4 Lesson 4mahmoud yarahmadiNo ratings yet
- Effect of Electrode Regulation System Arc Parameters FurnaceDocument5 pagesEffect of Electrode Regulation System Arc Parameters FurnacesophieNo ratings yet
- 3 Discrimination With Power Circuit-BreakersDocument9 pages3 Discrimination With Power Circuit-BreakersAsanka RodrigoNo ratings yet
- Fully Automatic Spot Welding for Automotive IndustryDocument8 pagesFully Automatic Spot Welding for Automotive Industryi50229No ratings yet
- 1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreateDocument50 pages1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreatesathishNo ratings yet
- Circuit BreakerDocument70 pagesCircuit BreakerBADAL CHOUDHARYNo ratings yet
- System For Controlled Aging of Electrical Windings, To Perform An Improved Voltage Endurance TestDocument5 pagesSystem For Controlled Aging of Electrical Windings, To Perform An Improved Voltage Endurance TestJuann MontezNo ratings yet
- Resistance Spot Welding ExplainedDocument13 pagesResistance Spot Welding ExplainedAashishSethiNo ratings yet
- Manufacturing Processes Lab I MET 1321: Stick WeldingDocument23 pagesManufacturing Processes Lab I MET 1321: Stick WeldingdiszorthNo ratings yet
- WELDINGDocument94 pagesWELDINGharshaNo ratings yet
- Notes-22 7Document20 pagesNotes-22 7Dan JonNo ratings yet
- Review of Resistance Spot Welding of SteelDocument31 pagesReview of Resistance Spot Welding of SteelLívia RodriguesNo ratings yet
- Electric Welding ProcessesDocument19 pagesElectric Welding ProcessesUnzillahNo ratings yet
- Issoning of 33KV Feeders.Document12 pagesIssoning of 33KV Feeders.gnpr_10106080No ratings yet
- CHAPTER 7 - WeldingDocument34 pagesCHAPTER 7 - WeldingMuhamad Haikal OthmanNo ratings yet
- Switchgear & ProtectionDocument24 pagesSwitchgear & ProtectionEric GardnerNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- PSP Lab 2Document5 pagesPSP Lab 2Saidur Rahman SidNo ratings yet
- Shielded Metal Arc Welding (SMAW) Manual Metal Arc Welding Stick WeldingDocument49 pagesShielded Metal Arc Welding (SMAW) Manual Metal Arc Welding Stick WeldingZakaria Ma'arifNo ratings yet
- EQUIPMENT EARTHING METHODSDocument16 pagesEQUIPMENT EARTHING METHODSYahya Faiez WaqqadNo ratings yet
- Welding ProcessDocument81 pagesWelding ProcessTsegayNo ratings yet
- Resistance WeldingDocument19 pagesResistance WeldingJustin McClendon100% (1)
- 3 SmawDocument55 pages3 SmawPutra Daha PratamaNo ratings yet
- Bản Sao 2 Của Thu Doan - Physics IADocument14 pagesBản Sao 2 Của Thu Doan - Physics IATai PhanNo ratings yet
- Condition Monitoring of Electrical Components (EEL 426Document31 pagesCondition Monitoring of Electrical Components (EEL 426ROHIT JOSHI MBA 2021-23 (Delhi)No ratings yet
- Electrical Arc Furnace Model Improves EfficiencyDocument8 pagesElectrical Arc Furnace Model Improves EfficiencyhavejsnjNo ratings yet
- INDUSTRIAL ELECTRONICS WELDING PROCESSESDocument212 pagesINDUSTRIAL ELECTRONICS WELDING PROCESSESReynald John PastranaNo ratings yet
- Dynamic ElectricDocument95 pagesDynamic ElectricAgus SetyawanNo ratings yet
- PapersDocument1 pagePapersRohanNo ratings yet
- Handbook Forev Charging Infrastructure Implementation 081221Document92 pagesHandbook Forev Charging Infrastructure Implementation 081221raj kumar100% (4)
- A Jhe Veuts: o13MEO6oSDocument13 pagesA Jhe Veuts: o13MEO6oSRohanNo ratings yet
- Thermal Experiment 1Document13 pagesThermal Experiment 1RohanNo ratings yet
- Term PaperDocument1 pageTerm PaperRohanNo ratings yet
- Preliminary PaperDocument20 pagesPreliminary PaperRohanNo ratings yet
- ListDocument1 pageListRohanNo ratings yet
- Mcl311 - Cad and Fe Analysis - Lab-2: 2018ME10605 G RohanDocument12 pagesMcl311 - Cad and Fe Analysis - Lab-2: 2018ME10605 G RohanRohanNo ratings yet
- Answers DocumentDocument2 pagesAnswers DocumentRohanNo ratings yet
- Physics SoloDocument5 pagesPhysics SoloRohanNo ratings yet
- Final PaperDocument20 pagesFinal PaperRohanNo ratings yet
- Physics SoloDocument5 pagesPhysics SoloRohanNo ratings yet
- Biology: Key Concepts and ProcessesDocument5 pagesBiology: Key Concepts and ProcessesRohanNo ratings yet
- Chemistry SoloDocument5 pagesChemistry SoloRohanNo ratings yet
- Preliminary PaperDocument20 pagesPreliminary PaperRohanNo ratings yet
- Chemistry SoloDocument5 pagesChemistry SoloRohanNo ratings yet
- Final PaperDocument20 pagesFinal PaperRohanNo ratings yet
- NCFM Tecnical Analusis ModuleDocument172 pagesNCFM Tecnical Analusis ModuleDeepali Mishra83% (6)
- Biology: Key Concepts and ProcessesDocument5 pagesBiology: Key Concepts and ProcessesRohanNo ratings yet
- CamScanner Document ScansDocument67 pagesCamScanner Document ScansRohanNo ratings yet
- Chemistry Class Notes 1-4Document154 pagesChemistry Class Notes 1-4RohanNo ratings yet
- NCFM Tecnical Analusis ModuleDocument172 pagesNCFM Tecnical Analusis ModuleDeepali Mishra83% (6)
- NCFM Fundamental Analysis ModuleDocument88 pagesNCFM Fundamental Analysis Moduleamo87% (15)
- Nse Wealth Management Module-BasicsDocument116 pagesNse Wealth Management Module-BasicsSethu Raman K R83% (29)
- Users Manual: MegohmmeterDocument41 pagesUsers Manual: MegohmmeterFelipe Ruben AlejoNo ratings yet
- GridSolv Quantum Safety SheetDocument2 pagesGridSolv Quantum Safety SheetAlexandr SidorenkoNo ratings yet
- Digi-Log Reverb Module (Btdr-3) : A Great Digital Reverb Sound That Easily Replaces A Spring Reverberation UnitDocument3 pagesDigi-Log Reverb Module (Btdr-3) : A Great Digital Reverb Sound That Easily Replaces A Spring Reverberation UnitDmedNo ratings yet
- Seminar Report On Brushless DC MotorDocument13 pagesSeminar Report On Brushless DC MotorDev Kumar50% (2)
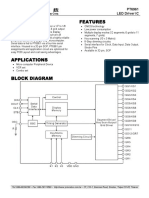
- Description Features: PT6961 LED Driver ICDocument18 pagesDescription Features: PT6961 LED Driver ICDhivya NNo ratings yet
- Grade 6 TLE Lesson on Electrical GadgetsDocument6 pagesGrade 6 TLE Lesson on Electrical GadgetsMaribel A. BustilloNo ratings yet
- Laser Receiver Data Sheet: Leica MLS820Document1 pageLaser Receiver Data Sheet: Leica MLS820بُنِي كفاحNo ratings yet
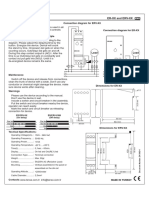
- Er-Xx and Erv-Xx Timer RelaysDocument1 pageEr-Xx and Erv-Xx Timer RelayszainahmedscribdNo ratings yet
- Static Shielding Bag 1000 SeriesDocument1 pageStatic Shielding Bag 1000 SeriesAbcNo ratings yet
- AERODYN2 Part 2 Wing TheoryDocument17 pagesAERODYN2 Part 2 Wing TheorySecretNo ratings yet
- Essais Des Cellules MVDocument8 pagesEssais Des Cellules MVKoffi BakanNo ratings yet
- A Simple Space Vector PWM Generation Scheme For Any General N-Level InverterDocument9 pagesA Simple Space Vector PWM Generation Scheme For Any General N-Level InverterAhmad MqdadNo ratings yet
- Data Sheet: Teletext Video ProcessorDocument9 pagesData Sheet: Teletext Video ProcessorVitorio LogoNo ratings yet
- LED Driver TitleDocument11 pagesLED Driver TitleLindomar ChavesNo ratings yet
- Smart Grids Section Course Outline-1Document3 pagesSmart Grids Section Course Outline-1Ab CNo ratings yet
- Lukisan Standard Feeder pillar untuk lampu JalanDocument4 pagesLukisan Standard Feeder pillar untuk lampu JalanRashdan HarunNo ratings yet
- Hac - Pilot Competencies For Helicopter Wildfire OpsDocument26 pagesHac - Pilot Competencies For Helicopter Wildfire OpsPablo SánchezNo ratings yet
- 360° Motion Sensor - Ip41 - 8 M - Flush Ceiling-Mounting - Pir Technology - BlisterDocument1 page360° Motion Sensor - Ip41 - 8 M - Flush Ceiling-Mounting - Pir Technology - BlisterTafadzwa SimbiNo ratings yet
- Optimized PCB Schematic for Camera ModuleDocument3 pagesOptimized PCB Schematic for Camera Moduleuim100% (1)
- Electronics 2Document3 pagesElectronics 2Habirah Mahmood MutanganaNo ratings yet
- BCC3000 Service ManualDocument54 pagesBCC3000 Service Manualzelika Jemal78% (9)
- 8D Board TestDocument26 pages8D Board Testyao_mingNo ratings yet
- Week 3 Common Wire Splices and JointsDocument32 pagesWeek 3 Common Wire Splices and JointsCharibene Repil100% (1)
- 37 Question & Answers On DC GeneratorsDocument5 pages37 Question & Answers On DC Generatorsreza100% (1)
- Vilano Cacao ECE Experiment2 PDFDocument22 pagesVilano Cacao ECE Experiment2 PDFMonirachanthystNo ratings yet
- Experiment 7 PN JunctionDocument4 pagesExperiment 7 PN JunctionDrogarNo ratings yet
- 1.INTR:: - Measured by The Circuit and MultimeterDocument2 pages1.INTR:: - Measured by The Circuit and Multimeterفاطمة الرويليNo ratings yet
- BOS 6K-PU-1OC-S75-C BOS00A9: Display/OperationDocument2 pagesBOS 6K-PU-1OC-S75-C BOS00A9: Display/OperationFelipe LolissNo ratings yet
- Field Effect Transistors (FET) : Comparison Between BJT and FETDocument9 pagesField Effect Transistors (FET) : Comparison Between BJT and FETpranavraikar1No ratings yet
- BS 03288 3 1989 1999Document30 pagesBS 03288 3 1989 1999André FerreiraNo ratings yet