You might also like
- SchematicsDocument33 pagesSchematicsUbaid Ur RehmanNo ratings yet
- Painted Panels: Ventilation HoleDocument2 pagesPainted Panels: Ventilation HoleAli ZubairNo ratings yet
- Pages From Toyota Hilux Wiring DiagramsDocument6 pagesPages From Toyota Hilux Wiring DiagramsPoon Electronic Training CentreNo ratings yet
- MFL71422802 02 Q 190604Document2 pagesMFL71422802 02 Q 190604henry montoyaNo ratings yet
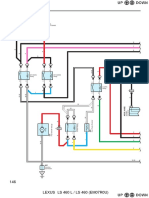
- Ls 460Document29 pagesLs 460khan asadNo ratings yet
- Additional Hydraulics Fitting Device LR 1400Document3 pagesAdditional Hydraulics Fitting Device LR 1400Anonymous VqTus7QAwNo ratings yet
- Single Door Feeder Pillar 200A MCCBDocument1 pageSingle Door Feeder Pillar 200A MCCBMiqdad AliNo ratings yet
- Ubicacion de Cisternas SR - PilarDocument1 pageUbicacion de Cisternas SR - PilarSolita Gonzales ArevaloNo ratings yet
- Condensate and Seal Pots Model CP: ApplicationsDocument4 pagesCondensate and Seal Pots Model CP: Applicationsmadhu gawadeNo ratings yet
- Legrand 36252Document1 pageLegrand 36252helmi.rifkiNo ratings yet
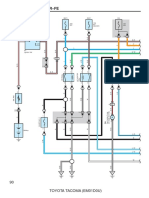
- Engine Control For 2TR-FE: 90 Toyota Tacoma (Em01D0U)Document12 pagesEngine Control For 2TR-FE: 90 Toyota Tacoma (Em01D0U)hamayunNo ratings yet
- Floor PlanDocument1 pageFloor PlanKassandra Tiffanie TanNo ratings yet
- Mazda Bt50 WL C & We C Wiring Diagram f198!30!05l5Document1 pageMazda Bt50 WL C & We C Wiring Diagram f198!30!05l5staff055No ratings yet
- Cabinet Fan PDFDocument2 pagesCabinet Fan PDFLibin RSNo ratings yet
- Cwp-Cep-13 (N)Document29 pagesCwp-Cep-13 (N)waseem kausarNo ratings yet
- BS 8666-2005-Reinforcement Shape Codes PDFDocument1 pageBS 8666-2005-Reinforcement Shape Codes PDFIonut GradinariuNo ratings yet
- Bs 8666 Reinforcement Shape CodesDocument1 pageBs 8666 Reinforcement Shape CodesPeter BetaNo ratings yet
- Bs 8666 Reinforcement Shape CodesDocument1 pageBs 8666 Reinforcement Shape CodesOmesh ChathurangaNo ratings yet
- Bs 8666 Reinforcement Shape CodesDocument1 pageBs 8666 Reinforcement Shape CodesBenedict HoorkwapNo ratings yet
- Reinforcement Shape Codes: Table of Minimum DimensionsDocument1 pageReinforcement Shape Codes: Table of Minimum DimensionsZohaib Sattar NagraNo ratings yet
- Bs 8666 Reinforcement Shape CodesDocument1 pageBs 8666 Reinforcement Shape CodesSamir Kumar PaulNo ratings yet
- Bs 8666 Reinforcement Shape CodesDocument1 pageBs 8666 Reinforcement Shape Codeskamilrak2317No ratings yet
- Bs 8666 Reinforcement Shape CodesDocument1 pageBs 8666 Reinforcement Shape Codesionut23SNo ratings yet
- Reinforcement Shape Codes: Table of Minimum DimensionsDocument1 pageReinforcement Shape Codes: Table of Minimum DimensionsAburvarajNo ratings yet
- Bs 8666 Reinforcement Shape Codes PDFDocument1 pageBs 8666 Reinforcement Shape Codes PDFPachamuthu SubramaniNo ratings yet
- Reinforcement Shape Codes: Table of Minimum DimensionsDocument1 pageReinforcement Shape Codes: Table of Minimum DimensionsAhmad SallehNo ratings yet
- Bs 8666 Reinforcement PDFDocument1 pageBs 8666 Reinforcement PDFPachamuthu SubramaniNo ratings yet
- Reinforcement Shape Codes: Table of Minimum DimensionsDocument1 pageReinforcement Shape Codes: Table of Minimum DimensionsAhmad SallehNo ratings yet
- Bs 8666 Reinforcement Shape CodesDocument1 pageBs 8666 Reinforcement Shape CodesPeter BetaNo ratings yet
- Bs 8666 Reinforcement Shape CodesDocument1 pageBs 8666 Reinforcement Shape CodesSamir Kumar PaulNo ratings yet
- H-400 MAQ - Power - Hydraulic - SchemeDocument1 pageH-400 MAQ - Power - Hydraulic - SchemeLUIS SANCHEZ SANZCHEZNo ratings yet
- VFD 1 External GA 230524 141756Document1 pageVFD 1 External GA 230524 141756saravananNo ratings yet
- THE B Standard Lighting RigDocument4 pagesTHE B Standard Lighting RiglyricallilacalNo ratings yet
- Tempat Gauge Air Micro Meja Depan Line Fx-6 Rev.1-Layout1Document1 pageTempat Gauge Air Micro Meja Depan Line Fx-6 Rev.1-Layout1BSUGIHARTO2No ratings yet
- Painted Panels: Ventilation HoleDocument1 pagePainted Panels: Ventilation HoleAli ZubairNo ratings yet
- 1 - Rp1 Structural AssemblyDocument1 page1 - Rp1 Structural AssemblyJonathan BrylleNo ratings yet
- First CCTV PlanDocument1 pageFirst CCTV PlanAtish SinghNo ratings yet
- General Arrangement - 33/11.5 KV 40 MVA Transformer (Conservator Type) TR-475-BC-01A & TR-475-BC-01BDocument1 pageGeneral Arrangement - 33/11.5 KV 40 MVA Transformer (Conservator Type) TR-475-BC-01A & TR-475-BC-01BAri Wibowo NugrohoNo ratings yet
- EngineeringHandbook 2014 GLHuyett PDFDocument144 pagesEngineeringHandbook 2014 GLHuyett PDFSumod kumarNo ratings yet
- Fault Switch 1: Headlights InopDocument4 pagesFault Switch 1: Headlights InopLong HàNo ratings yet
- OneForFive Baseball Scorecard v15 8 PDFDocument1 pageOneForFive Baseball Scorecard v15 8 PDFJasonNo ratings yet
- OneForFive Baseball Scorecard v15 8Document1 pageOneForFive Baseball Scorecard v15 8JasonNo ratings yet
- Slag Rack Hyd Valve Block Circuit - SAM7Document1 pageSlag Rack Hyd Valve Block Circuit - SAM7Shashank HNo ratings yet
- Structural Lay Out of Ground Floor Slab LVL.: A A A A ADocument1 pageStructural Lay Out of Ground Floor Slab LVL.: A A A A ADhairya ShahNo ratings yet
- Sta - Maria - Powder Plant - Kitchen Furniture Layout 2Document1 pageSta - Maria - Powder Plant - Kitchen Furniture Layout 2Anthony Jack DuranNo ratings yet
- Gonjeno Vratilo v2 - A2-A2 Printati Na A3Document1 pageGonjeno Vratilo v2 - A2-A2 Printati Na A3Karlo MedvarićNo ratings yet
- WORKSHOP - TYRE (Tampak Depan & Samping) .PDocument1 pageWORKSHOP - TYRE (Tampak Depan & Samping) .PRizky LssNo ratings yet
- Double Door Feeder Pillar 250A MCCBDocument1 pageDouble Door Feeder Pillar 250A MCCBMiqdad AliNo ratings yet
- Engine Control-01-01Document13 pagesEngine Control-01-01kakaNo ratings yet
- DLC3 01 01Document1 pageDLC3 01 01kaka100% (1)
- Barandas 2Document1 pageBarandas 2Victor HigueraNo ratings yet
- Orderlist FormDocument18 pagesOrderlist Formalnoel tordillaNo ratings yet
- JCPL2310C93R0 - 1OF1 - TYP. SECTION OF PIPE RACK OPTIONS-ModelDocument1 pageJCPL2310C93R0 - 1OF1 - TYP. SECTION OF PIPE RACK OPTIONS-ModelMurthy MohanNo ratings yet
- ARMATURIS Firsty Coupler Schedule (06-01-14)Document1 pageARMATURIS Firsty Coupler Schedule (06-01-14)JoeNo ratings yet
- Biotech 5m3Document7 pagesBiotech 5m3Jhennery AgeNo ratings yet
- Egy Abor Ad 01001Document21 pagesEgy Abor Ad 01001Mohamed ShafeyNo ratings yet
- Earthing Layout & Equipment Earthing Detail PDFDocument1 pageEarthing Layout & Equipment Earthing Detail PDFwaqas_a_shaikh4348No ratings yet
- Midterm Examination: Ce 322 - Building Systems DesignDocument5 pagesMidterm Examination: Ce 322 - Building Systems DesignJEAN KATHLEEN SORIANONo ratings yet
- FastClad ER Part B - SDSDocument15 pagesFastClad ER Part B - SDSd00g3n_656010017No ratings yet
- Model Ap/W High Voltage Holiday Detector: Roduct NstructionsDocument8 pagesModel Ap/W High Voltage Holiday Detector: Roduct Nstructionsd00g3n_656010017No ratings yet
- Motor Vehicle Use Map: San Bernardino National ForestDocument1 pageMotor Vehicle Use Map: San Bernardino National Forestd00g3n_656010017No ratings yet
- Field Guide - A Wrap Manual v1.0.1Document37 pagesField Guide - A Wrap Manual v1.0.1d00g3n_656010017No ratings yet
- CGA - BestPractices Ver 17.0 FINALDocument123 pagesCGA - BestPractices Ver 17.0 FINALd00g3n_656010017100% (1)
- 1169 - USA - 49 CFR 172 - Eff 04 2017 PDFDocument242 pages1169 - USA - 49 CFR 172 - Eff 04 2017 PDFd00g3n_656010017No ratings yet
- Denso Protal 7125 Brush Application SpecDocument2 pagesDenso Protal 7125 Brush Application Specd00g3n_656010017No ratings yet
- Annealing of Aluminum and Its Alloys: Ju Rgen Hirsch, Hydro Aluminium Rolled Products GMBH-R&DDocument11 pagesAnnealing of Aluminum and Its Alloys: Ju Rgen Hirsch, Hydro Aluminium Rolled Products GMBH-R&DAmin AminiNo ratings yet
- AFCONA - 4201 TDS EngDocument1 pageAFCONA - 4201 TDS EngHamood AbdoNo ratings yet
- Novel Synthesis of Benzofuran - and Indol-2-Yl-Methanamine Derivatives PDFDocument6 pagesNovel Synthesis of Benzofuran - and Indol-2-Yl-Methanamine Derivatives PDFMiguelAlejandroMantaChavezNo ratings yet
- Reverse Osmosis DETAILSDocument38 pagesReverse Osmosis DETAILSgkdora574100% (1)
- Arc 1st Mod Arch 503 Building Services Question Bank 15 Mark QuestionsDocument33 pagesArc 1st Mod Arch 503 Building Services Question Bank 15 Mark QuestionsVictor Deb RoyNo ratings yet
- Cane Cal 12 X 40Document2 pagesCane Cal 12 X 40Herik AziziNo ratings yet
- Company Origin Products: X MET 8000 SeriesDocument4 pagesCompany Origin Products: X MET 8000 SeriesAhmed El MorsyNo ratings yet
- Oleum Lubricant BrochureDocument16 pagesOleum Lubricant BrochureDayo IdowuNo ratings yet
- New Microsoft Office Word DocumentDocument2 pagesNew Microsoft Office Word DocumentIfhAm HasSanNo ratings yet
- Corrosion Study of Metallic Biomaterials in Simulated Body FluidDocument10 pagesCorrosion Study of Metallic Biomaterials in Simulated Body FluidbluecreteNo ratings yet
- MethanolDocument1 pageMethanolRiyadi HendraNo ratings yet
- Astm A 751Document5 pagesAstm A 751Patricia MenaNo ratings yet
- The Best Available Technology of Water/Wastewater TreatmentDocument21 pagesThe Best Available Technology of Water/Wastewater TreatmentksbbsNo ratings yet
- Saic Q 1006Document2 pagesSaic Q 1006Hussain Nasser Al- Nowiesser100% (1)
- Percent Composition and Molecular Formula WorksheetDocument6 pagesPercent Composition and Molecular Formula WorksheetMarky CieloNo ratings yet
- Demo InflatingaballoonDocument4 pagesDemo InflatingaballoonjowieNo ratings yet
- Experiment Iii AlkalinityDocument13 pagesExperiment Iii Alkalinitycutetamtam101No ratings yet
- LDPE C2923 - Con AditivosDocument1 pageLDPE C2923 - Con Aditivosedinson100% (1)
- Flow Assurance - Managing Flow Dynamics and Production ChemistryDocument15 pagesFlow Assurance - Managing Flow Dynamics and Production Chemistryfaisalzhuida100% (1)
- A Project Report ON "Consumer Attitude Towards Mineral Water"Document34 pagesA Project Report ON "Consumer Attitude Towards Mineral Water"Gaurav KesharwaniNo ratings yet
- Efficient Process For LIB RecyclingDocument5 pagesEfficient Process For LIB Recyclingvenugopalan srinivasanNo ratings yet
- Redox Review - IB-Short QuestionsDocument8 pagesRedox Review - IB-Short QuestionsStephanie LeeNo ratings yet
- Vinblastine CodexDocument2 pagesVinblastine CodexRahma SantosoNo ratings yet
- Degradation Pathways2Document22 pagesDegradation Pathways2NovandaNo ratings yet
- 9701 m19 QP 12 PDFDocument16 pages9701 m19 QP 12 PDFShakeelNo ratings yet
- Electrochemistry TablesDocument38 pagesElectrochemistry TablesTamer Abd ElrasoulNo ratings yet
- Material Safety Data SheetDocument5 pagesMaterial Safety Data SheetMila SabriNo ratings yet
- Class 8 Chemistry Final Term MCQ Assessment Paper 2023Document3 pagesClass 8 Chemistry Final Term MCQ Assessment Paper 2023Masnoon MorshedNo ratings yet
- 2022 10 RSL V4.1 Usa StraussDocument5 pages2022 10 RSL V4.1 Usa StraussRezoanul HaqueNo ratings yet
- Drilling Fluid Programs Flow Chart HDD GuideDocument1 pageDrilling Fluid Programs Flow Chart HDD GuideIndra SUdirmanNo ratings yet