You might also like
- Ash 1Document1 pageAsh 1rondana1No ratings yet
- Ash 4Document1 pageAsh 4rondana1No ratings yet
- Ash 2Document1 pageAsh 2rondana1No ratings yet
- Sap2000-Tendon ElementsDocument14 pagesSap2000-Tendon Elementsrondana1100% (1)
- Is Net Zero Carbon by 2050 Possible? 2Document6 pagesIs Net Zero Carbon by 2050 Possible? 2rondana1No ratings yet
- W-Shapes: Table 3-10Document1 pageW-Shapes: Table 3-10rondana1No ratings yet
- Onepager 1Document1 pageOnepager 1rondana1No ratings yet
- Changes From ASCE 7-10 To ASCE 7-16Document83 pagesChanges From ASCE 7-10 To ASCE 7-16rondana1No ratings yet
- Maximum Total Uniform Load, Kips: Table 3-9 (Continued)Document1 pageMaximum Total Uniform Load, Kips: Table 3-9 (Continued)rondana1No ratings yet
- Del Valle Education Center Spring & Summer Class ScheduleDocument24 pagesDel Valle Education Center Spring & Summer Class Schedulerondana1No ratings yet
- Practice Definition of Established Column Line (See Code of Standard Practice Glossary)Document1 pagePractice Definition of Established Column Line (See Code of Standard Practice Glossary)rondana1No ratings yet
- The Construction of Notre-Dame in ParisDocument31 pagesThe Construction of Notre-Dame in Parisrondana1No ratings yet
- 17WCEE WallAxialCollapse Final-V3Document13 pages17WCEE WallAxialCollapse Final-V3rondana1No ratings yet
- Scope: General Requirements For Bolted JointsDocument1 pageScope: General Requirements For Bolted Jointsrondana1No ratings yet
- AISC Column Design Guide Flange Local Bending StrengthDocument1 pageAISC Column Design Guide Flange Local Bending Strengthrondana1No ratings yet
- Moment TableDocument16 pagesMoment TableMario MereniNo ratings yet
- Table 6.6.3.1.1 (A) - Moment of Inertia and CrossDocument1 pageTable 6.6.3.1.1 (A) - Moment of Inertia and Crossrondana1No ratings yet
- Reading Vocab PDFDocument1 pageReading Vocab PDFAnnaNo ratings yet
- U.S. Tsunami Warning Centers-CADocument1 pageU.S. Tsunami Warning Centers-CArondana1No ratings yet
- Section Cut FAQDocument4 pagesSection Cut FAQrondana1No ratings yet
- Analysis of A Potential Collision of Buildings During Earthquake Based On Computer SimulationDocument10 pagesAnalysis of A Potential Collision of Buildings During Earthquake Based On Computer Simulationrondana1No ratings yet
- 030 PAPER NielsenDocument8 pages030 PAPER Nielsenrondana1No ratings yet
- Reading Vocab PDFDocument1 pageReading Vocab PDFAnnaNo ratings yet
- Moment TableDocument16 pagesMoment TableMario MereniNo ratings yet
- Visa Benefits Autorental CDW PDFDocument2 pagesVisa Benefits Autorental CDW PDFrondana1No ratings yet
- Dynamic Response of LeveesDocument26 pagesDynamic Response of Leveesrondana1No ratings yet
- PSEUDO-STATIC TESTING OF NEW ZEALAND UNREINFORCED MASONRYDocument9 pagesPSEUDO-STATIC TESTING OF NEW ZEALAND UNREINFORCED MASONRYrondana1No ratings yet
- Visa Benefits Autorental CDW PDFDocument2 pagesVisa Benefits Autorental CDW PDFrondana1No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Philips DRL9 UserguideDocument20 pagesPhilips DRL9 UserguideahishNo ratings yet
- Bearing TolerancesDocument5 pagesBearing Tolerancesstavros stergiopoulosNo ratings yet
- Corrigendum 2 With AnnexuresDocument433 pagesCorrigendum 2 With AnnexuresMAULIK RAVALNo ratings yet
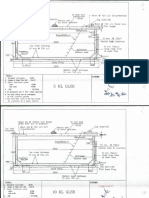
- 5 KL GLSR: SchemeDocument12 pages5 KL GLSR: SchemeVenkata Bhaskar DameraNo ratings yet
- Welding GaugeDocument11 pagesWelding GaugeDevesh ChauhanNo ratings yet
- NBC - Fire SafetyDocument200 pagesNBC - Fire Safetyvenkin84507486% (7)
- Leading Civil Contractor ProfileDocument12 pagesLeading Civil Contractor ProfileYubaraj AcharyaNo ratings yet
- Imperial Products Premium FastenersDocument13 pagesImperial Products Premium FastenersFederico GuillenNo ratings yet
- Instant Download Our Social World 4th Edition Ballantine Test Bank PDF Full ChapterDocument32 pagesInstant Download Our Social World 4th Edition Ballantine Test Bank PDF Full Chapterelysiarorym2ek100% (5)
- Start Date End Date Class Course Id Brand: Wirtgen America Service TrainingDocument3 pagesStart Date End Date Class Course Id Brand: Wirtgen America Service Trainingruben gonzalez reverolNo ratings yet
- AGPT04L-09 Guide To Pavement Technology Part 4L Stabilising BindersDocument27 pagesAGPT04L-09 Guide To Pavement Technology Part 4L Stabilising BindersFábio LibórioNo ratings yet
- Autoclave Aerated ConcreteDocument19 pagesAutoclave Aerated ConcreteAlisha PradhanNo ratings yet
- NH63 Schedule BDocument72 pagesNH63 Schedule BPramod ShastryNo ratings yet
- Equpment Assignment (Final Edited)Document58 pagesEqupment Assignment (Final Edited)Abdulbasit Aba BiyaNo ratings yet
- 251010DJPCTB558 Exco03 61Document61 pages251010DJPCTB558 Exco03 61hussein aliNo ratings yet
- Checklist For Sleeves & Puddle Flang InstallationDocument1 pageChecklist For Sleeves & Puddle Flang InstallationBelal AlrwadiehNo ratings yet
- Proposed Sewage Treatment Plant 100CmD (Civil)Document1 pageProposed Sewage Treatment Plant 100CmD (Civil)John Axl LajomNo ratings yet
- Recognising The Features of An Imaginary Setting Description Activity SheetDocument4 pagesRecognising The Features of An Imaginary Setting Description Activity SheetSarah OsmanNo ratings yet
- IP 2 LatestDocument39 pagesIP 2 LatestIbrahim DawudNo ratings yet
- LECTURE 5 Heating & Cooling Load CalculationsDocument77 pagesLECTURE 5 Heating & Cooling Load CalculationsBhaskar BhatiaNo ratings yet
- Stability CertificateDocument1 pageStability CertificateUmesh ChikhlikarNo ratings yet
- Shoring and UnderpinningDocument35 pagesShoring and UnderpinningAnySikaNo ratings yet
- Three Thumb Rules To Be Followed Are As Follows:: RCC ColumnsDocument2 pagesThree Thumb Rules To Be Followed Are As Follows:: RCC ColumnsAnuranga SahampathNo ratings yet
- ITP FW For Civil Building WorksDocument17 pagesITP FW For Civil Building WorksAjit Singh RathoreNo ratings yet
- Fire Fighting Isometric Layout PlanDocument1 pageFire Fighting Isometric Layout Planامان للأستشارات الهندسيةNo ratings yet
- Beam - 1 Detail: Footings: Concrete SlabDocument1 pageBeam - 1 Detail: Footings: Concrete SlabAurelio SumeguinNo ratings yet
- 2019.0096-0400-R-011-R0-A - Segmental Lining ConceptDocument36 pages2019.0096-0400-R-011-R0-A - Segmental Lining Concepthaureta_novaNo ratings yet
- Denah Titik Bored Pile: PHL Architects PHL ArchitectsDocument1 pageDenah Titik Bored Pile: PHL Architects PHL Architectsnofrizar nofriNo ratings yet
- Affidavit of Work Experience SampleDocument2 pagesAffidavit of Work Experience SampleBOY TUZOK VLOGNo ratings yet
- SDI-C-2011 Standard for Composite Steel Floor Deck-SlabsDocument36 pagesSDI-C-2011 Standard for Composite Steel Floor Deck-SlabsDiego Torres100% (1)