You might also like
- Pervious Concrete Pavement Study - CompressDocument13 pagesPervious Concrete Pavement Study - Compressmoktar albhlolyNo ratings yet
- Submarine Pipeline Shore Approach Design Analysis Procedures-RNEST RefineryDocument16 pagesSubmarine Pipeline Shore Approach Design Analysis Procedures-RNEST RefineryanandealsNo ratings yet
- Multiple Stress Creep and Recovery Test For Bituminous Binders - in Uence of Several Key Experimental ParametersDocument21 pagesMultiple Stress Creep and Recovery Test For Bituminous Binders - in Uence of Several Key Experimental ParametersLokesh KNo ratings yet
- A Numerical Structural Analysis of Ducted High Solidity Fibre Composite Tidal Turbine Rotor Configurations in Real Flow ConditionsDocument19 pagesA Numerical Structural Analysis of Ducted High Solidity Fibre Composite Tidal Turbine Rotor Configurations in Real Flow ConditionsSadeq KuhzadNo ratings yet
- Xiangrong 2020Document17 pagesXiangrong 2020Majid KarimiNo ratings yet
- Strain-Based Design and Assessment For Pipeline Integrity Management - A Review of Applications and GapsDocument14 pagesStrain-Based Design and Assessment For Pipeline Integrity Management - A Review of Applications and GapsAndrea De CintiNo ratings yet
- Evaluation - of - Erosion-Corrosion - in - Multiphase - Flow (Imprt)Document10 pagesEvaluation - of - Erosion-Corrosion - in - Multiphase - Flow (Imprt)Mahfoud AMMOURNo ratings yet
- Ocean Engineering: Aly Mousaad Aly, Erin DoughertyDocument20 pagesOcean Engineering: Aly Mousaad Aly, Erin DoughertyLizbeth AMNo ratings yet
- A Guide For Analysis and Comparative Study On Conductive ConcreteDocument4 pagesA Guide For Analysis and Comparative Study On Conductive ConcreteLavanyaNo ratings yet
- A Generalised Framework To Predict Undrained Uplift Capacity of Buried Offshore PipelinesDocument49 pagesA Generalised Framework To Predict Undrained Uplift Capacity of Buried Offshore PipelinesaaaNo ratings yet
- 111 CR PDFDocument35 pages111 CR PDFfandhiejavanov2009No ratings yet
- Pipe-Soil Interaction With Flowlines During LateraDocument21 pagesPipe-Soil Interaction With Flowlines During LateraDavid Peace AchebeNo ratings yet
- III 19 Sofronis PDFDocument9 pagesIII 19 Sofronis PDFgagodoy20No ratings yet
- Stability of A Mine Tailings Dam Considering Dynamic LiquefactionDocument7 pagesStability of A Mine Tailings Dam Considering Dynamic LiquefactionyelsinsoteloNo ratings yet
- Efficient Longitudinal Seismic Fragility AssessmenDocument16 pagesEfficient Longitudinal Seismic Fragility AssessmenFouad KehilaNo ratings yet
- Master Thesis Technical Paper 2019Document9 pagesMaster Thesis Technical Paper 2019MogheshwarGokulRNo ratings yet
- Barto Thesis 2020Document34 pagesBarto Thesis 2020Arjun Chitradurga RamachandraRaoNo ratings yet
- Engineering Properties of Reactive Clay Earthworks in SE QueenslandDocument16 pagesEngineering Properties of Reactive Clay Earthworks in SE QueenslandKamesh KumarNo ratings yet
- Buried Flexible Pipes: Design Considerations in Applying AS2566 StandardDocument16 pagesBuried Flexible Pipes: Design Considerations in Applying AS2566 StandardMarco FigueiredoNo ratings yet
- Engineering Structures: Ashraf El Damatty, Amal ElawadyDocument14 pagesEngineering Structures: Ashraf El Damatty, Amal ElawadyJosé Antonio Alarcón LeónNo ratings yet
- Engineering The Thermal Resistivity of Concrete Duct Banks: IEEE Transactions On Industry Applications January 2015Document9 pagesEngineering The Thermal Resistivity of Concrete Duct Banks: IEEE Transactions On Industry Applications January 2015KARENNo ratings yet
- 01 FrontDocument38 pages01 FrontcrojastNo ratings yet
- A Review of 2004 Austroads Rigid Pavement Design: January 2006Document18 pagesA Review of 2004 Austroads Rigid Pavement Design: January 2006Bakhtiyar Q.KhawajaNo ratings yet
- Assessing Damaged Pipelines Transporti - 2022 - Journal of Pipeline Science andDocument7 pagesAssessing Damaged Pipelines Transporti - 2022 - Journal of Pipeline Science anddr theosNo ratings yet
- Prediction of Forming Limits and Parameter in TheDocument17 pagesPrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiNo ratings yet
- Reinforced Concrete Structures ReviewDocument82 pagesReinforced Concrete Structures Reviewsherif fodaNo ratings yet
- J91SpatialTimeReliability SIE RepversionDocument28 pagesJ91SpatialTimeReliability SIE RepversionSulaiman OluwapelumiNo ratings yet
- Unveiling Patterns in The Interaction Between Risers and SeabedDocument10 pagesUnveiling Patterns in The Interaction Between Risers and SeabedEdgar MicoloNo ratings yet
- Spe 128336 PDFDocument10 pagesSpe 128336 PDFDaniel DamboNo ratings yet
- Introduction To The Thematic Set Fault and Top SealsDocument2 pagesIntroduction To The Thematic Set Fault and Top SealsAlfian GilangNo ratings yet
- FractureEnergyofUHPFRC KirollsDocument10 pagesFractureEnergyofUHPFRC KirollsNguyen QuangNo ratings yet
- Drilling Fluid Considerations in HDD - GOOD PDFDocument11 pagesDrilling Fluid Considerations in HDD - GOOD PDFamir_hayfaNo ratings yet
- Performance of Ductile Iron Pipes I Characterization of External Corrosion PatternsDocument32 pagesPerformance of Ductile Iron Pipes I Characterization of External Corrosion PatternsUma KoduriNo ratings yet
- 111 CRDocument35 pages111 CRJames McguireNo ratings yet
- Owt SHMDocument14 pagesOwt SHMZenPhiNo ratings yet
- Matasovicetal.2011 CH6 InSituMeasurementsDocument45 pagesMatasovicetal.2011 CH6 InSituMeasurementsKelly Camarena CamposNo ratings yet
- Computational Fluid Dynamics Modelling of Pipe Soil Interaction in CurrentDocument5 pagesComputational Fluid Dynamics Modelling of Pipe Soil Interaction in CurrentGuomin JiNo ratings yet
- A Comparative Study of Burst Failure Models For Assessing RemainingDocument15 pagesA Comparative Study of Burst Failure Models For Assessing Remainingalaaagala248No ratings yet
- JPCFEV - 22 - 3 - 154 - 1 (1) - Tack Coat (4184)Document8 pagesJPCFEV - 22 - 3 - 154 - 1 (1) - Tack Coat (4184)Ahmad QawasmehNo ratings yet
- Cor OMAE2006 92377Document9 pagesCor OMAE2006 92377iwanNo ratings yet
- Drainage For DamsDocument10 pagesDrainage For Damschutton681No ratings yet
- Mechanics of Deepwater Steel Catenary Riser: September 2011Document29 pagesMechanics of Deepwater Steel Catenary Riser: September 2011Ashin VargheseNo ratings yet
- Crack Analysis Due To Fatigue Load During Subsea Pipeline InstallationDocument13 pagesCrack Analysis Due To Fatigue Load During Subsea Pipeline InstallationFranciscus Ventus NagoyaNo ratings yet
- Eqs 070 MDocument20 pagesEqs 070 MMohamed SobhyNo ratings yet
- Buried Exible Pipes: Design Considerations in Applying As2566 StandardDocument16 pagesBuried Exible Pipes: Design Considerations in Applying As2566 StandardCarlos OrtizNo ratings yet
- Submarine Pipeline DesignDocument6 pagesSubmarine Pipeline DesignerscecNo ratings yet
- Modeling of Annular Uid Pressures in Horizontal Boring: Samuel T. Ariaratnam, Bruce C. Harbin, Richard L. StauberDocument10 pagesModeling of Annular Uid Pressures in Horizontal Boring: Samuel T. Ariaratnam, Bruce C. Harbin, Richard L. StauberAldijana SehicNo ratings yet
- 5937 ArticleText 18223 1 10 20200704Document14 pages5937 ArticleText 18223 1 10 20200704christiandjegwesNo ratings yet
- Toowoomba Full Paper02Document7 pagesToowoomba Full Paper02Nuno FerreiraNo ratings yet
- Applied SciencesDocument24 pagesApplied Sciencessushil deshmukhNo ratings yet
- ASCE Transp 3Document10 pagesASCE Transp 3ABHINAV KUMARNo ratings yet
- Engineering Structures: R. Cacciotti TDocument28 pagesEngineering Structures: R. Cacciotti TStefan GhidiuNo ratings yet
- Comparison of Prediction Provisions For Drying Shrinkage and Creep of Normal Strength ConcretesDocument31 pagesComparison of Prediction Provisions For Drying Shrinkage and Creep of Normal Strength ConcretesAbdullah Magdi MabroukNo ratings yet
- An Investigation On Performance of The Cut Off Wall and Numerical Analysis of Seepage and Pore Water Pressure of Eyvashan Earth DamDocument15 pagesAn Investigation On Performance of The Cut Off Wall and Numerical Analysis of Seepage and Pore Water Pressure of Eyvashan Earth DamAnandro AmellonadoNo ratings yet
- 2022 RKong Bridge Deck 1Document16 pages2022 RKong Bridge Deck 1Mearg NgusseNo ratings yet
- Deoetal 2019Document6 pagesDeoetal 2019Asad ImranNo ratings yet
- Bedding and Fill Heights For Concrete Roadway Pipe and Box CulvertsDocument263 pagesBedding and Fill Heights For Concrete Roadway Pipe and Box CulvertsAnonymous kRIjqBLkNo ratings yet
- Hydraulic Fracturing Explained: Evaluation, Implementation, and ChallengesFrom EverandHydraulic Fracturing Explained: Evaluation, Implementation, and ChallengesNo ratings yet
- Manual for Climate Change Adaptation Measures for Transport Infrastructure in Central Asia with a Focus on UzbekistanFrom EverandManual for Climate Change Adaptation Measures for Transport Infrastructure in Central Asia with a Focus on UzbekistanNo ratings yet
- Work Breakdown Structure (WBS)Document24 pagesWork Breakdown Structure (WBS)Salem El SaberNo ratings yet
- Energies: Numerical Methods For Optimization of The Horizontal Directional Drilling (HDD) Well Path TrajectoryDocument15 pagesEnergies: Numerical Methods For Optimization of The Horizontal Directional Drilling (HDD) Well Path TrajectoryMAHESH CHANDNo ratings yet
- Health, Safety, Environmental & Security ManagementDocument28 pagesHealth, Safety, Environmental & Security ManagementSalem El Saber0% (1)
- 6H The HDD Evaluation and Design Process Notes 1Document12 pages6H The HDD Evaluation and Design Process Notes 1Salem El SaberNo ratings yet
- Ayoub ArcheDocument1 pageAyoub ArcheSalem El SaberNo ratings yet
- SalemDocument1 pageSalemSalem El SaberNo ratings yet
- Ratio FeraillageDocument4 pagesRatio FeraillageSalem El SaberNo ratings yet
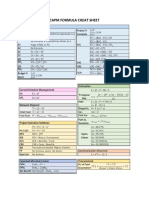
- Capm Formula Cheat SheetDocument1 pageCapm Formula Cheat SheetSalem El SaberNo ratings yet
- EurodrawingsDocument1 pageEurodrawingsSalem El SaberNo ratings yet
- 01 Principles and Practices of Maintenance PlanningDocument24 pages01 Principles and Practices of Maintenance PlanningGeorgy Kurien100% (2)
- MWD FailDocument10 pagesMWD Faillulalala8888No ratings yet
- Reliability Test HBD851-DDocument24 pagesReliability Test HBD851-Dzanghm100% (1)
- Principles of Smoke Management - PrintedDocument384 pagesPrinciples of Smoke Management - PrintedChidi HenryNo ratings yet
- Start: Application of The Poisson DistributionDocument4 pagesStart: Application of The Poisson DistributionArchit VermaNo ratings yet
- E&H SIL PosterDocument1 pageE&H SIL PosterLuc SchramNo ratings yet
- Dependability 3 UnlockedDocument26 pagesDependability 3 UnlockedAngelBlancoPomaNo ratings yet
- A Critical Look at The Bathtub Curve: IEEE Transactions On Reliability April 2003Document6 pagesA Critical Look at The Bathtub Curve: IEEE Transactions On Reliability April 2003Ravi GuptaNo ratings yet
- Weibull Analysis of Time Between Failures of PumpsDocument18 pagesWeibull Analysis of Time Between Failures of PumpsTanishq Dwivedi100% (1)
- MTBF BogieDocument11 pagesMTBF BogieIrfan AnshoryNo ratings yet
- CR-IR346RU Service ManualDocument70 pagesCR-IR346RU Service ManualEver Soto LopezNo ratings yet
- Layout Lec 02 Var Rel v01Document31 pagesLayout Lec 02 Var Rel v01Ahmed MetwalyNo ratings yet
- Strategic Importance of Maintenance and ReliabilityDocument5 pagesStrategic Importance of Maintenance and ReliabilitybrennestevezNo ratings yet
- Max 17042Document4 pagesMax 17042Michael LöfflerNo ratings yet
- A Practical MTBF Estimate For PCB Design Considering Component and Non-Component FailuresDocument7 pagesA Practical MTBF Estimate For PCB Design Considering Component and Non-Component FailuresAnthonyNo ratings yet
- M & M P DPPM M F M: Odeling Onitoring of Roduct With Ultiple AIL OdesDocument7 pagesM & M P DPPM M F M: Odeling Onitoring of Roduct With Ultiple AIL OdesYosi SoltNo ratings yet
- Unit IV - 1 PDFDocument43 pagesUnit IV - 1 PDFsudarsan kingNo ratings yet
- Research Article: Aircraft Failure Rate Prediction Method Based On CEEMD and Combined ModelDocument19 pagesResearch Article: Aircraft Failure Rate Prediction Method Based On CEEMD and Combined ModelKarthikeyan KolanjiNo ratings yet
- Sec III-Q Paper Basic Statistics CRE Primer 2002Document13 pagesSec III-Q Paper Basic Statistics CRE Primer 2002Raj KumarNo ratings yet
- Development of An Operations and Maintenance Cost Model To Identify Cost of Energy Savings For Low Wind Speed TurbinesDocument72 pagesDevelopment of An Operations and Maintenance Cost Model To Identify Cost of Energy Savings For Low Wind Speed TurbinesJoseph ThomasNo ratings yet
- Burn-In 101Document4 pagesBurn-In 101api-281858981No ratings yet
- Statistical Analysis of Service Life Data: Standard Guide ForDocument7 pagesStatistical Analysis of Service Life Data: Standard Guide For秦川No ratings yet
- HR Om11 ch17Document53 pagesHR Om11 ch17Yopi TheaNo ratings yet
- Distribution System Reliability Evaluation Considering DG ImpactsDocument5 pagesDistribution System Reliability Evaluation Considering DG ImpactsDrVikas Singh BhadoriaNo ratings yet
- Enmienda A MSC.1-Circ.1432 (En Vigor A Día 10-05-2017)Document7 pagesEnmienda A MSC.1-Circ.1432 (En Vigor A Día 10-05-2017)AbianNo ratings yet
- 2A.I - Panel 1 - Hariram Subramanian - HuaweiDocument2 pages2A.I - Panel 1 - Hariram Subramanian - HuaweiMNo ratings yet
- Bathtub CurveDocument9 pagesBathtub CurveHarsh GuptaNo ratings yet
- RCM GuideDocument97 pagesRCM Guideakram1978100% (1)
- Risk Analysis For Information and Systems Engineering: INSE 6320 - Week 3 Session 2Document23 pagesRisk Analysis For Information and Systems Engineering: INSE 6320 - Week 3 Session 2Deepika ManglaNo ratings yet
- 642Document122 pages642Rodrigo Villa100% (2)