You might also like
- Airslide Calculation Form Project: Department: Equipment NoDocument3 pagesAirslide Calculation Form Project: Department: Equipment NoManoj Thakur0% (1)
- Bucket Elevator Excel Calculations Bucket Elevator ApplicationsDocument20 pagesBucket Elevator Excel Calculations Bucket Elevator ApplicationsChauk Mejia ChaukNo ratings yet
- Kiln SimuDocument6 pagesKiln SimuJesus Castañon AlcalaNo ratings yet
- OOP Lesson PlanDocument8 pagesOOP Lesson PlanPrema SelvamNo ratings yet
- Porsgrunn Steering Gear June 2015Document4 pagesPorsgrunn Steering Gear June 2015Rooftop Gardener100% (1)
- SeparatorsDocument6 pagesSeparatorsKADİR durmaz100% (1)
- Ball Mill Design - CompressDocument6 pagesBall Mill Design - CompressSuresh VedalaNo ratings yet
- Calculation of Max. Ball Size: Plant: Mill Nr. Mill SizeDocument1 pageCalculation of Max. Ball Size: Plant: Mill Nr. Mill SizeAbul QasimNo ratings yet
- Cascade Air Separator KVT enDocument6 pagesCascade Air Separator KVT enkamjulajayNo ratings yet
- Flow Conversion To Normal Meter Cube Per HourDocument2 pagesFlow Conversion To Normal Meter Cube Per HourIrfan AhmedNo ratings yet
- EAU-1,19000 CFM at 75 MM StaticDocument1 pageEAU-1,19000 CFM at 75 MM StaticdesignhvacNo ratings yet
- VB 29 - 10Document5 pagesVB 29 - 10Kenny RuizNo ratings yet
- CoolerDocument3 pagesCoolerRizwanKhanNo ratings yet
- Determination of The Nip Zone Angle in High-Pressure Grinding RollsDocument12 pagesDetermination of The Nip Zone Angle in High-Pressure Grinding RollsKroya HunNo ratings yet
- Fluid Coupling in Belt Conveyor DrivesDocument12 pagesFluid Coupling in Belt Conveyor Drivesnoelaroboi100% (2)
- The Cement Grinding Office: Home About Us Services Mining AreaDocument3 pagesThe Cement Grinding Office: Home About Us Services Mining AreaVisnu SankarNo ratings yet
- Neraca Massa dan Energi Ball Mill dan SeparatorDocument10 pagesNeraca Massa dan Energi Ball Mill dan SeparatorLuthfanNo ratings yet
- VRM Fan ..Document2 pagesVRM Fan ..harikrushnaNo ratings yet
- 2.5.4. Combined Stacker/Reclaimers and Their LimitationsDocument19 pages2.5.4. Combined Stacker/Reclaimers and Their LimitationsMatheus Simões100% (1)
- Ball Mill Sizing CalculatorDocument6 pagesBall Mill Sizing CalculatorHoàng HùngNo ratings yet
- Bag Filters For Cement IndustryDocument9 pagesBag Filters For Cement Industrymahreza189No ratings yet
- Radial Stockpile CalculationDocument1 pageRadial Stockpile CalculationSai KrishNo ratings yet
- Media Charge - Optimal Ball SizeDocument6 pagesMedia Charge - Optimal Ball SizeMetalurgia ProcesosNo ratings yet
- Technical Specification of VSK PDFDocument28 pagesTechnical Specification of VSK PDFmaran.suguNo ratings yet
- BELT FEEDER Preliminary Dimension IngDocument29 pagesBELT FEEDER Preliminary Dimension IngoscarjofkNo ratings yet
- Procemin 2015 Sizing Stages of Weir High Pressure Grinding Rolls Mills, Based On Pilot TestsDocument25 pagesProcemin 2015 Sizing Stages of Weir High Pressure Grinding Rolls Mills, Based On Pilot TestsNereo SpenglerNo ratings yet
- Chapter 1 Final A5 Edit PDFDocument10 pagesChapter 1 Final A5 Edit PDFkINGNo ratings yet
- Teoria de BondDocument8 pagesTeoria de BondMarcelaChavezNo ratings yet
- Third Generation Separators - Part 1Document2 pagesThird Generation Separators - Part 11qwerNo ratings yet
- Monitoring and optimizing cement mill performanceDocument5 pagesMonitoring and optimizing cement mill performanceMin MCLNo ratings yet
- Tromp Curve Example PDFDocument3 pagesTromp Curve Example PDFThaigroup Cement100% (1)
- The Mining Grinding Office: Other Power FormulasDocument2 pagesThe Mining Grinding Office: Other Power Formulassempatik721No ratings yet
- Pneumatic Conveying: Technology You Can TrustDocument16 pagesPneumatic Conveying: Technology You Can TrustSyed Rameez MohiuddinNo ratings yet
- NM, NP Raw Mill Semen Padang2Document272 pagesNM, NP Raw Mill Semen Padang2Emel100% (1)
- Ceramic Ball in Cement IndustryDocument6 pagesCeramic Ball in Cement IndustryMauricio PortillaNo ratings yet
- Duo Dan MillDocument4 pagesDuo Dan Millnhungocbk92_22841857No ratings yet
- 4 MPDocument33 pages4 MPSyed Shahzaib ShahNo ratings yet
- (Cyclone Separator) PDFDocument11 pages(Cyclone Separator) PDFهاجر صالح جبارNo ratings yet
- Study of The Grinding Balls Distribution Inside The MillDocument2 pagesStudy of The Grinding Balls Distribution Inside The Millsempatik721No ratings yet
- Process Operation Manual For Clinker Burning SystemDocument109 pagesProcess Operation Manual For Clinker Burning SystemGebrehiwot Esayas100% (1)
- Reduce Raw Mill Energy Cement IndustryDocument9 pagesReduce Raw Mill Energy Cement Industryhasan_jafri_2No ratings yet
- Hail Cement Kiln bricks falling due to changing flame momentumDocument13 pagesHail Cement Kiln bricks falling due to changing flame momentum7atemmohNo ratings yet
- Conveyor Design Stockpile Volume FormulasDocument1 pageConveyor Design Stockpile Volume FormulasmetkarchetanNo ratings yet
- AIRSLIDESDocument4 pagesAIRSLIDESGonzalo VargasNo ratings yet
- Physical Stock Diagrams (01 July-2020)Document5 pagesPhysical Stock Diagrams (01 July-2020)Irshad HussainNo ratings yet
- Identification Data: Description Fan - 1 Fan - 2 Fan - 3 Fan - 4 CommentsDocument13 pagesIdentification Data: Description Fan - 1 Fan - 2 Fan - 3 Fan - 4 CommentsAngel CarvajalNo ratings yet
- 03 SOLVED Gravity Settling Chamber Problem 2016-17 PDFDocument6 pages03 SOLVED Gravity Settling Chamber Problem 2016-17 PDFmanelNo ratings yet
- High Air To Cloth Ratio Bag FilterDocument2 pagesHigh Air To Cloth Ratio Bag Filterayaskant751001No ratings yet
- CCX CycloneDocument4 pagesCCX CycloneMageshNo ratings yet
- Najran Cement Company:: Najran: NCC Line-2 Kiln By-Pass ReportDocument2 pagesNajran Cement Company:: Najran: NCC Line-2 Kiln By-Pass ReportIrfan AhmedNo ratings yet
- Modern Cement Grinding Systems ComparedDocument14 pagesModern Cement Grinding Systems ComparedCao Ngoc AnhNo ratings yet
- Filling Degree: 1St ChamberDocument6 pagesFilling Degree: 1St ChamberIrfan AhmedNo ratings yet
- Jaypee Cement Project ReportDocument29 pagesJaypee Cement Project ReportPurnendu MishraNo ratings yet
- FLSmidth IndiaDocument31 pagesFLSmidth IndiaGughapriya Ramalingam100% (1)
- ATOX Raw Mill. Weekly ReportDocument7 pagesATOX Raw Mill. Weekly ReportDilnesa EjiguNo ratings yet
- Calculation and Design of Air-Slide Conveyor for Thermal Power PlantDocument7 pagesCalculation and Design of Air-Slide Conveyor for Thermal Power PlantHannan yusuf KhanNo ratings yet
- Fluid-Thermal-Structure Coupled Analysis of Radome For Hypersonic Flight VehicleDocument6 pagesFluid-Thermal-Structure Coupled Analysis of Radome For Hypersonic Flight Vehiclelhn88219No ratings yet
- On A Pneumatic Adaptive Landing Gear System For A Small Aerial VehicleDocument9 pagesOn A Pneumatic Adaptive Landing Gear System For A Small Aerial VehiclePhoenix WhiteNo ratings yet
- WITT 2002 - Prediction of Dust Loss From Conveyors UsingDocument13 pagesWITT 2002 - Prediction of Dust Loss From Conveyors Using.No ratings yet
- System of Compressed Air For Electrofilter in Thermal Power PlantDocument4 pagesSystem of Compressed Air For Electrofilter in Thermal Power PlantAmit JainNo ratings yet
- Rahim I 2008Document5 pagesRahim I 2008samandondonNo ratings yet
- MMME2007 Spring 2018-2019 QuestionsDocument9 pagesMMME2007 Spring 2018-2019 QuestionsJonathan AngNo ratings yet
- Toxicity of HydrocarbonsDocument18 pagesToxicity of HydrocarbonsYaco Jessa Mae JavierNo ratings yet
- Week 11 - Hema Lec Major Anticoagulants SystemDocument7 pagesWeek 11 - Hema Lec Major Anticoagulants SystemCzarina Mae IlaganNo ratings yet
- Low-strain integrity testing of concrete pilesDocument2 pagesLow-strain integrity testing of concrete pilesRaj MaNo ratings yet
- Sultamicillin Tablets 375 MG IHSDocument14 pagesSultamicillin Tablets 375 MG IHSGiancarlo Alessandro VettorNo ratings yet
- PattiDocument1 pagePattiSuyash NarnoliaNo ratings yet
- In Process Quality MetricsDocument19 pagesIn Process Quality MetricsAprna Tripathi100% (1)
- Balancing of Reciprocating MassesDocument43 pagesBalancing of Reciprocating MassesNAVEENNo ratings yet
- Convert Units, Scales, Errors Worksheet SolutionsDocument2 pagesConvert Units, Scales, Errors Worksheet SolutionsAMANUEL WORKU83% (6)
- Coclia EyelidDocument5 pagesCoclia EyelidFaradila HakimNo ratings yet
- How Excel Works From Data Structures Point of ViewDocument6 pagesHow Excel Works From Data Structures Point of ViewpandyakaviNo ratings yet
- BTMDocument290 pagesBTMSTANDARD EDUCATION ACADEMY M.E.P CENTERNo ratings yet
- MJB 20 Pile CapDocument24 pagesMJB 20 Pile CapRaoNo ratings yet
- Student KitDocument38 pagesStudent KitGautam RastogiNo ratings yet
- MS-DOS Basics GuideDocument40 pagesMS-DOS Basics GuidemancangkulNo ratings yet
- Nokia Networks: VoLTE Optimization GuideDocument20 pagesNokia Networks: VoLTE Optimization GuideKamil KocNo ratings yet
- Optimize tempdb performance with best practicesDocument10 pagesOptimize tempdb performance with best practicesSubhro SahaNo ratings yet
- CRE Notes PDFDocument61 pagesCRE Notes PDFKrunal ThakarNo ratings yet
- cc1101 p25Document105 pagescc1101 p25fadfadfNo ratings yet
- Carbon and Its CompoundDocument6 pagesCarbon and Its CompoundKartik meenaNo ratings yet
- Arabasadi 2017Document8 pagesArabasadi 2017Rozakul BarkhiNo ratings yet
- General Notices and Requirements: 2.20. Official ArticlesDocument12 pagesGeneral Notices and Requirements: 2.20. Official ArticlesZulfa A. Sa'adahNo ratings yet
- The Trachtenberg System, WikipediaDocument9 pagesThe Trachtenberg System, WikipediaShrishailamalikarjunNo ratings yet
- AkAbak (R) - Electroacoustic Network SimulatorDocument8 pagesAkAbak (R) - Electroacoustic Network SimulatorPaul BergNo ratings yet
- June 2018 QP - Paper 1 Edexcel Biology (B) AS-levelDocument28 pagesJune 2018 QP - Paper 1 Edexcel Biology (B) AS-levelbgtes123No ratings yet
- Fdfdedfd PDFDocument10 pagesFdfdedfd PDFRajeshKumarSahuNo ratings yet
- IIBCC-2022_Cellulose-refining-for-fibre-cement-part-2-length-reduction-and-other-effects-of-refiningDocument15 pagesIIBCC-2022_Cellulose-refining-for-fibre-cement-part-2-length-reduction-and-other-effects-of-refiningjuaanxpoonceNo ratings yet
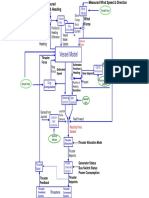
- 02 - K-Pos System Principles, BlockDiagramDocument1 page02 - K-Pos System Principles, BlockDiagramLeca GeorgeNo ratings yet