You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- CM Spend ConsultingCore 29v2Document352 pagesCM Spend ConsultingCore 29v2Sandeep KumarNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Anniversary Clock Identification: Mervyn PassmoreDocument18 pagesAnniversary Clock Identification: Mervyn PassmoreMervin FernandezNo ratings yet
- ASHRAE Journal - VAV System Duct Main DesignDocument5 pagesASHRAE Journal - VAV System Duct Main DesignJhoNo ratings yet
- BS en 13036-8-2008Document24 pagesBS en 13036-8-2008DoicielNo ratings yet
- BS 5446-2Document34 pagesBS 5446-21limonataNo ratings yet
- SiC EpitaxyDocument48 pagesSiC EpitaxyRamakrishnan RamNo ratings yet
- BS en 12434-2000 (2008)Document22 pagesBS en 12434-2000 (2008)Doiciel100% (1)
- BS en 13037-2011Document12 pagesBS en 13037-2011Doiciel100% (1)
- Impact Consulting KrauthammerDocument16 pagesImpact Consulting Krauthammerapritul3539No ratings yet
- Huawei LTE RNP Introduction1Document31 pagesHuawei LTE RNP Introduction1Hân Trương100% (1)
- Air Permeability of Textile Fabrics: Standard Test Method ForDocument5 pagesAir Permeability of Textile Fabrics: Standard Test Method ForDoicielNo ratings yet
- BS en 13036-7-2003Document14 pagesBS en 13036-7-2003DoicielNo ratings yet
- BS en 13038-2011Document14 pagesBS en 13038-2011DoicielNo ratings yet
- BS en 13036-4-2011 (2013)Document36 pagesBS en 13036-4-2011 (2013)Doiciel67% (3)
- Lesson 5: Teaching Viewing: Time Frame: One Week 9 HoursDocument13 pagesLesson 5: Teaching Viewing: Time Frame: One Week 9 Hoursmaryrose condes100% (3)
- BS en 13036-1-2010Document14 pagesBS en 13036-1-2010Doiciel100% (1)
- Coiled-Tubing Services: Transforming Your InterventionDocument8 pagesCoiled-Tubing Services: Transforming Your Interventionoswaldo58No ratings yet
- BS en 13039-2011Document12 pagesBS en 13039-2011DoicielNo ratings yet
- Vinylidene Chloride Molding Compounds: Standard Specification ForDocument3 pagesVinylidene Chloride Molding Compounds: Standard Specification ForDoicielNo ratings yet
- BS en 13036-6-2008Document20 pagesBS en 13036-6-2008DoicielNo ratings yet
- Kerosine Number of Roofing and Flooring Felt by The Vacuum MethodDocument3 pagesKerosine Number of Roofing and Flooring Felt by The Vacuum MethodDoicielNo ratings yet
- Grease Resistance of Paper: Standard Test Method ForDocument3 pagesGrease Resistance of Paper: Standard Test Method ForDoicielNo ratings yet
- Low Level Sodium in High Purity Water by Graphite Furnace Atomic Absorption SpectrosDocument5 pagesLow Level Sodium in High Purity Water by Graphite Furnace Atomic Absorption SpectrosDoicielNo ratings yet
- Obtaining Samples of Geosynthetic Clay Liners: Standard Practice ForDocument4 pagesObtaining Samples of Geosynthetic Clay Liners: Standard Practice ForDoicielNo ratings yet
- BS en 12436-2002Document16 pagesBS en 12436-2002DoicielNo ratings yet
- BS en 12433-1-2000Document16 pagesBS en 12433-1-2000DoicielNo ratings yet
- Particle Size of Soaps and Other Detergents: Standard Test Method ForDocument2 pagesParticle Size of Soaps and Other Detergents: Standard Test Method ForDoicielNo ratings yet
- BS en 12441-5-2003Document10 pagesBS en 12441-5-2003DoicielNo ratings yet
- BS en 12439-1999Document8 pagesBS en 12439-1999DoicielNo ratings yet
- Learning Activity 3 / Actividad de Aprendizaje 3 Evidence: Cell Phones For Sale / Evidencia: Celulares A La VentaDocument3 pagesLearning Activity 3 / Actividad de Aprendizaje 3 Evidence: Cell Phones For Sale / Evidencia: Celulares A La VentaKaventinas SASNo ratings yet
- GM Video Door Phone 2020Document5 pagesGM Video Door Phone 2020jup05No ratings yet
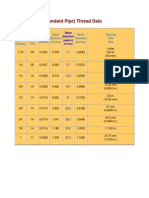
- BSP Pipe ThreadDocument1 pageBSP Pipe ThreadgvmindiaNo ratings yet
- Learning and Innovation Officer JD - May 2022Document5 pagesLearning and Innovation Officer JD - May 2022Larissa DiasNo ratings yet
- Perimeter 8 Specifications - July2022 - V6 - 240207 - 101351Document3 pagesPerimeter 8 Specifications - July2022 - V6 - 240207 - 101351dorodriguezvNo ratings yet
- Research Paper Front CoverDocument7 pagesResearch Paper Front Coverorotmbbkf100% (1)
- Proceedings of The 2nd Annual International Conference On Material, Machines and Methods For Sustainable Development (MMMS2020)Document1 pageProceedings of The 2nd Annual International Conference On Material, Machines and Methods For Sustainable Development (MMMS2020)Nguyen Van QuyenNo ratings yet
- Node - Js SecurityDocument17 pagesNode - Js SecurityDejan MiticNo ratings yet
- Coding Form Data SiswaDocument5 pagesCoding Form Data SiswaVicky SplitfireNo ratings yet
- Cp2e CatalogDocument12 pagesCp2e CataloghericonanNo ratings yet
- (Model Information) : LCD Color TelevisionDocument5 pages(Model Information) : LCD Color TelevisionАртём ДончуковNo ratings yet
- Word 2016 - ListDocument37 pagesWord 2016 - ListZ e r oNo ratings yet
- OS-390 Project REC2Document2 pagesOS-390 Project REC2Justin OlinNo ratings yet
- Select USA 2021 VirtualDocument15 pagesSelect USA 2021 VirtualGaurav TripathiNo ratings yet
- Dbms-5-Carol - Advanced Data ModelingDocument45 pagesDbms-5-Carol - Advanced Data ModelingADE FIKRY MUSTOFANo ratings yet
- 3685 Mir 006 PDFDocument1 page3685 Mir 006 PDFashishpearlNo ratings yet
- Greedy MethodDocument50 pagesGreedy MethodSiddharth PatilNo ratings yet
- Motor Saver Model 601 Voltage Monitor: Subsection 3A: Top Drive OperationDocument1 pageMotor Saver Model 601 Voltage Monitor: Subsection 3A: Top Drive OperationAlex RamirezNo ratings yet
- Heating Product 2019 CatalogueDocument10 pagesHeating Product 2019 Catalogueapi-404330673No ratings yet
- Lecture 1 Chap 1-NavatheDocument18 pagesLecture 1 Chap 1-NavatheRajni_Pathania_1874No ratings yet
- Valve Control System On A Venturi To Control FiO2 A Portable Ventilator With Fuzzy Logic Method Based On MicrocontrollerDocument10 pagesValve Control System On A Venturi To Control FiO2 A Portable Ventilator With Fuzzy Logic Method Based On MicrocontrollerIAES IJAINo ratings yet