You might also like
- Engine Valve Lash ADJUST C27 C32Document5 pagesEngine Valve Lash ADJUST C27 C32manu luvunga100% (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Pragati - BTP Turret ManualDocument31 pagesPragati - BTP Turret Manualchidambaram kasi100% (17)
- Caterpillar Cat 329DL EXCAVATOR (Prefix WLT) Service Repair Manual (WLT00001 and Up) PDFDocument22 pagesCaterpillar Cat 329DL EXCAVATOR (Prefix WLT) Service Repair Manual (WLT00001 and Up) PDFfkdmmaNo ratings yet
- Cummins QSK38 Engine Spare Parts CatalogDocument21 pagesCummins QSK38 Engine Spare Parts CatalogChen Caroline100% (1)
- JUKI HZL-G Series Service ManualDocument34 pagesJUKI HZL-G Series Service Manualneotoxin100% (1)
- Caterpillar Cat 320d2 Excavator Prefix Zcs Service Repair Manual Zcs00001 and Up 1588418836Document23 pagesCaterpillar Cat 320d2 Excavator Prefix Zcs Service Repair Manual Zcs00001 and Up 1588418836rayendra100% (2)
- Electronic Unit Injector - AdjustDocument4 pagesElectronic Unit Injector - Adjustalonso100% (1)
- Machine Zero Point Setting BW209Document6 pagesMachine Zero Point Setting BW209Luis Angel Thirion PerezNo ratings yet
- Calibracion InyectoresDocument4 pagesCalibracion InyectoresWladimir AmaguañaNo ratings yet
- M19 LatheDocument36 pagesM19 LatheVinay Kumar Neelam100% (1)
- Operating Instructions: Gas Engine 12 V 4000 Lx4 16 V 4000 Lx4Document199 pagesOperating Instructions: Gas Engine 12 V 4000 Lx4 16 V 4000 Lx4chao wangNo ratings yet
- Partes Del Motor CAT 3512BDocument2 pagesPartes Del Motor CAT 3512BLuis Cacsire100% (2)
- Flywheel Housing & AlternatorsDocument9 pagesFlywheel Housing & AlternatorsLukman ChairkiandraNo ratings yet
- Testing and Adjusting TRANSMISION 966CDocument15 pagesTesting and Adjusting TRANSMISION 966Cdanavero76100% (2)
- c25 33 Propulsion Engines 06 01 2017Document143 pagesc25 33 Propulsion Engines 06 01 2017chao wang100% (1)
- Flight ControlsDocument28 pagesFlight ControlsmosesisdumbNo ratings yet
- TCP FanucDocument51 pagesTCP FanucAnonymous PJP78mSx33% (3)
- PE2000-5154 Rev XA (X00E50205094)Document1 pagePE2000-5154 Rev XA (X00E50205094)chao wang100% (1)
- Autogard Series 820 Torque Limiter: Installation and Maintenance InstructionsDocument16 pagesAutogard Series 820 Torque Limiter: Installation and Maintenance InstructionsIvana Z. OgnjanovićNo ratings yet
- Harmonic Hdi Infinit Indexer CatalogDocument6 pagesHarmonic Hdi Infinit Indexer CatalogElectromateNo ratings yet
- EPM Sec II 143 MM ThrowDocument11 pagesEPM Sec II 143 MM ThrowDondapati SaipradeepchowdaryNo ratings yet
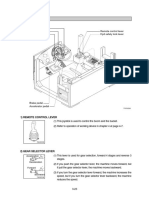
- Control Device: Steering Wheel Remote Control Lever Hyd Safety Lock Lever Steering Wheel LeverDocument2 pagesControl Device: Steering Wheel Remote Control Lever Hyd Safety Lock Lever Steering Wheel LeverJuNo ratings yet
- HM-32B Manual.Document23 pagesHM-32B Manual.cheufelNo ratings yet
- C-15 Electronic Unit Injector - AdjustDocument4 pagesC-15 Electronic Unit Injector - AdjustCEVegaONo ratings yet
- Azipod CZ1400 Product IntroductionDocument20 pagesAzipod CZ1400 Product Introductionbill baileyNo ratings yet
- Pistons and Connecting Rods - InstallDocument5 pagesPistons and Connecting Rods - Installeshopmanual limaNo ratings yet
- Chapter 2. Operator Control and Instruments Section 1. Operator ControlsDocument34 pagesChapter 2. Operator Control and Instruments Section 1. Operator ControlsPeetNo ratings yet
- Antes Da Operação D9T Ing.Document7 pagesAntes Da Operação D9T Ing.Jardel Fernandes de MoraesNo ratings yet
- Operating InstructionsDocument34 pagesOperating InstructionsCarlos IntriagoNo ratings yet
- Recoil Spring - Disassemble: Disassembly and AssemblyDocument6 pagesRecoil Spring - Disassemble: Disassembly and Assemblyeshopmanual limaNo ratings yet
- 4 Automatic Tool ChangersDocument40 pages4 Automatic Tool ChangersRogerNo ratings yet
- Ser 200 IMDocument5 pagesSer 200 IMshadialameddinNo ratings yet
- CF1711 - Trocador AtcDocument24 pagesCF1711 - Trocador Atcmec04162No ratings yet
- 3 8 PDFDocument2 pages3 8 PDFYeny CatzinNo ratings yet
- MRDocument15 pagesMRSuresh UmadiNo ratings yet
- Manual de Serviço Dual 1219Document43 pagesManual de Serviço Dual 1219rogerioNo ratings yet
- Vds 2E 1. Technical Details: Capacity: 35 - 90mm 20° and 3ooDocument1 pageVds 2E 1. Technical Details: Capacity: 35 - 90mm 20° and 3oochao wangNo ratings yet
- Manual of The Universal Milling Machine X6432Document23 pagesManual of The Universal Milling Machine X6432Kauã NovaesNo ratings yet
- Calibracion de InyectoresDocument1 pageCalibracion de InyectoresJose FavaNo ratings yet
- Connecting Rod Bearings - Install - Connecting Rods in PositionDocument4 pagesConnecting Rod Bearings - Install - Connecting Rods in PositionTatiano BrolloNo ratings yet
- Piston Cooling Jets - Remove and InstallDocument4 pagesPiston Cooling Jets - Remove and Installeshopmanual limaNo ratings yet
- Tugas Bahasa Inggris Artikel Mesin Kelas ME 1 C: Jurusan Teknik Mesin Politeknik Negeri Semarang 2010Document11 pagesTugas Bahasa Inggris Artikel Mesin Kelas ME 1 C: Jurusan Teknik Mesin Politeknik Negeri Semarang 2010Ryand Adhi PNo ratings yet
- Gear Group (Front) - Install - Idler Gear Only: Desmontagem e MontagemDocument6 pagesGear Group (Front) - Install - Idler Gear Only: Desmontagem e MontagemJose nildo lobato Mendes MendesNo ratings yet
- Gearless Variable Speed Reducer'Document9 pagesGearless Variable Speed Reducer'nik_dixitNo ratings yet
- Type 1051 and 1052 Diaphragm Rotary Actuators: Bulletin 61.1:1051Document12 pagesType 1051 and 1052 Diaphragm Rotary Actuators: Bulletin 61.1:1051Datt NguyenNo ratings yet
- Operation Parts Manual TMVDocument105 pagesOperation Parts Manual TMVtylerorourkerNo ratings yet
- Autopilot Computer - Maintenance PracticesDocument5 pagesAutopilot Computer - Maintenance PracticesEleazarNo ratings yet
- Engine Valve Lash - Inspect/Adjust: Shutdown SIS Previous ScreenDocument5 pagesEngine Valve Lash - Inspect/Adjust: Shutdown SIS Previous ScreenaliNo ratings yet
- 7K User ManualDocument17 pages7K User Manualandrea772No ratings yet
- HY400 HP500 Operation InstallationDocument37 pagesHY400 HP500 Operation Installationdavidsandu27No ratings yet
- Manual For Spindle MotorDocument11 pagesManual For Spindle MotorVictor MartinezNo ratings yet
- C32 - RSD00176 - Electronic Unit Injector - Adjust PDFDocument4 pagesC32 - RSD00176 - Electronic Unit Injector - Adjust PDFyakubNo ratings yet
- Switches: Systems OperationDocument5 pagesSwitches: Systems OperationEshop ManualNo ratings yet
- Finding Top Center Position For No. 1 PistonDocument3 pagesFinding Top Center Position For No. 1 Pistoneshopmanual limaNo ratings yet
- 541 Series 2 Teste Hélice - 083140Document6 pages541 Series 2 Teste Hélice - 083140Dário Martins da CunhaNo ratings yet
- Форсунки охлажденияDocument3 pagesФорсунки охлажденияВиталий ОрловNo ratings yet
- Engine Valve Lash - Inspect/Adjust: Shutdown SIS Previous ScreenDocument4 pagesEngine Valve Lash - Inspect/Adjust: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Shift and Select MechanismDocument7 pagesShift and Select MechanismDwi UpariadiNo ratings yet
- Operating Manual SV 550Document14 pagesOperating Manual SV 550juan manuel sierra solisNo ratings yet
- MFT - II Lab ManualDocument33 pagesMFT - II Lab ManualMohan Prasad.M0% (1)
- Chevalier FSG-1224ADIIIDocument12 pagesChevalier FSG-1224ADIIIOsvaldo MarinNo ratings yet
- Documents - MX Pragati BTP Turret Manual - PDFDocument31 pagesDocuments - MX Pragati BTP Turret Manual - PDFPetar Petrovic100% (3)
- Bushealth Measurements: Addendum For 125BDocument12 pagesBushealth Measurements: Addendum For 125Bchao wangNo ratings yet
- O) N - N:Itf!:: :affae - Iyn Haoneds - Mv:Srttue:I:Goronb::Ct::Vent FFL FFLDocument1 pageO) N - N:Itf!:: :affae - Iyn Haoneds - Mv:Srttue:I:Goronb::Ct::Vent FFL FFLchao wangNo ratings yet
- Vds 2E 1. Technical Details: Capacity: 35 - 90mm 20° and 3ooDocument1 pageVds 2E 1. Technical Details: Capacity: 35 - 90mm 20° and 3oochao wangNo ratings yet
- Marine Transmissions List of Lubricants TE-ML 04Document15 pagesMarine Transmissions List of Lubricants TE-ML 04chao wangNo ratings yet
- Differential Pressure Switches For Gas, Air, Flue and Exhaust Gases GGW A4 GGW A4-U GGW A4/2 GGW A4-U/2Document6 pagesDifferential Pressure Switches For Gas, Air, Flue and Exhaust Gases GGW A4 GGW A4-U GGW A4/2 GGW A4-U/2chao wangNo ratings yet
- Operation Manual: TPS52-F31Document116 pagesOperation Manual: TPS52-F31chao wangNo ratings yet
- KW Per Cylinder: New B36:45V Gas Engine SeriesDocument3 pagesKW Per Cylinder: New B36:45V Gas Engine Serieschao wangNo ratings yet
- KW Per Cylinder: New B33:45V Liquid Fuel Engine SeriesDocument3 pagesKW Per Cylinder: New B33:45V Liquid Fuel Engine Serieschao wangNo ratings yet
- Sitop Psu8200 24 v20 ADocument108 pagesSitop Psu8200 24 v20 Achao wangNo ratings yet
- MOTORTECH Manual VariFuel2 01.50.001 EN 2020 09 WEB - 01Document50 pagesMOTORTECH Manual VariFuel2 01.50.001 EN 2020 09 WEB - 01chao wangNo ratings yet