You might also like
- Automotive Door Trim Panel Engineering FeaturesDocument39 pagesAutomotive Door Trim Panel Engineering FeaturesShrikrushnaKawathe100% (1)
- A Class Surface Q&ADocument24 pagesA Class Surface Q&AYashwanth NarayananNo ratings yet
- Develop B-Pillar with Engineering FeaturesDocument16 pagesDevelop B-Pillar with Engineering FeaturesShrikrushnaKawatheNo ratings yet
- GD and T For BIWDocument7 pagesGD and T For BIWgauravkumar bhandariNo ratings yet
- Resume - Interior TrimDocument4 pagesResume - Interior TrimRohit NevaseNo ratings yet
- Closure Panels Course PDFDocument276 pagesClosure Panels Course PDFML Deshmukh100% (1)
- Body-in-White Design and Construction OverviewDocument20 pagesBody-in-White Design and Construction OverviewArvind KatyayanNo ratings yet
- Interior and Exterior Body Repair GuideDocument66 pagesInterior and Exterior Body Repair GuideClaudio Godoy GallegosNo ratings yet
- BIWDocument18 pagesBIWKarthik Babu0% (1)
- AES BIW Fixture SimulationDocument28 pagesAES BIW Fixture Simulationbinhlee0% (1)
- Body Construction Techniques and ComponentsDocument16 pagesBody Construction Techniques and Componentsgautamkumar3216102100% (4)
- Biw 180626141814Document22 pagesBiw 180626141814Mahesh KarpeNo ratings yet
- Automotive Exterior DesignDocument29 pagesAutomotive Exterior DesignAbhishek ShettyNo ratings yet
- Plastic Product Development: Interior & ExteriorDocument21 pagesPlastic Product Development: Interior & ExteriormechsrinuNo ratings yet
- Door Load CasesDocument1 pageDoor Load CasesJabastin CharlesNo ratings yet
- BIW Nomenclature and MaterialsDocument7 pagesBIW Nomenclature and MaterialsRawendrraw Kuri0% (1)
- 13 Seat Belt Anchorage Analysis (ECER14)Document6 pages13 Seat Belt Anchorage Analysis (ECER14)Eduardo CamargoNo ratings yet
- Design of Dog House in Automotive InteriorDocument14 pagesDesign of Dog House in Automotive Interiormaamallan mechanical50% (2)
- Door TrimDocument2 pagesDoor Trimapi-37105140% (1)
- Biw Basic Document - Iit ProjectDocument6 pagesBiw Basic Document - Iit ProjectArshadNo ratings yet
- Plastic Material in AutomotiveDocument17 pagesPlastic Material in AutomotiveMuthu KumarNo ratings yet
- BIW Design Panel GuidelinesDocument17 pagesBIW Design Panel GuidelinesSandip GaikwadNo ratings yet
- 4 Automotive Door Design and StructuralDocument7 pages4 Automotive Door Design and StructuralRahul JainNo ratings yet
- Sheet Metal Design GuidelinesDocument31 pagesSheet Metal Design Guidelinessatisharigela_asrNo ratings yet
- BIW Parts AnatomyDocument3 pagesBIW Parts AnatomyArthi EswaranNo ratings yet
- BIW Manufacturing Process - BODY in WHITEDocument4 pagesBIW Manufacturing Process - BODY in WHITEsrinivaschakri0% (1)
- Automotive Plastic Interior Trims DetailsDocument18 pagesAutomotive Plastic Interior Trims DetailsOfficial Sarvesh EkandeNo ratings yet
- Vehicle Body Reinforcement Design SpecificationsDocument9 pagesVehicle Body Reinforcement Design SpecificationsDurga60% (5)
- Biw Interview QusDocument3 pagesBiw Interview QusSujay AvatiNo ratings yet
- HeadlinerDocument2 pagesHeadlinerapi-3710514No ratings yet
- Design and Analysis of Side Door Intrusion Beam For Automotive SafetyDocument10 pagesDesign and Analysis of Side Door Intrusion Beam For Automotive SafetyDavids Marin0% (1)
- BIW Parts Guide Identify Body ComponentsDocument17 pagesBIW Parts Guide Identify Body Componentsbprabagaran100% (2)
- B PILLAR DESIGN Through Master Section Development - Student ProjectsDocument1 pageB PILLAR DESIGN Through Master Section Development - Student ProjectsViệt Anh ĐặngNo ratings yet
- Different Types of Units in Fixture - Theory - Skill-LyncDocument21 pagesDifferent Types of Units in Fixture - Theory - Skill-Lyncomarxism2100% (1)
- Automotive Instrument PanelsDocument59 pagesAutomotive Instrument PanelsGirijesh Patel100% (1)
- CabinDocument86 pagesCabinShaad Shawkat100% (1)
- Session4 Automotive Front End DesignDocument76 pagesSession4 Automotive Front End DesignShivprasad SavadattiNo ratings yet
- BIW Design EngineerDocument1 pageBIW Design EngineerKiran DamaNo ratings yet
- Joining Methods For PlasticsDocument48 pagesJoining Methods For PlasticsML Deshmukh100% (1)
- Hood AnalysisDocument5 pagesHood Analysisymadhu319No ratings yet
- SurfacingDocument86 pagesSurfacingreachzaki100% (2)
- Automotive Body Gap and Flushness CourseDocument5 pagesAutomotive Body Gap and Flushness Courseyasar jawaidNo ratings yet
- Design guide for plastic product attachmentsDocument16 pagesDesign guide for plastic product attachmentsSharadNo ratings yet
- BIW DesignDocument17 pagesBIW Designraghunath67074395% (19)
- Instrument PanelDocument14 pagesInstrument PanelThanaraaj Kumar R SNo ratings yet
- Exterior-and-Interior Trim PDFDocument26 pagesExterior-and-Interior Trim PDFgajendran444No ratings yet
- Slam Analysis AbiDocument23 pagesSlam Analysis Abiabi1mtsNo ratings yet
- Basic of Plastic DesignDocument21 pagesBasic of Plastic DesignPOOJA100% (1)
- Biw TrainingDocument7 pagesBiw Trainingdhareesh92% (12)
- Plastics Part Design SyllabusDocument3 pagesPlastics Part Design SyllabusA SNo ratings yet
- BIW Design GuideDocument119 pagesBIW Design Guidedivyang88% (8)
- Impact Analysis On Car BumperDocument5 pagesImpact Analysis On Car Bumperkailashparmar1No ratings yet
- Front Roof Rail Reinforcement DesignDocument19 pagesFront Roof Rail Reinforcement Designomkar sarkarNo ratings yet
- Hood Design Using NX Cad: HOOD: The Hood Is The Cover of The Engine in The Vehicles With An Engine at Its FrontDocument3 pagesHood Design Using NX Cad: HOOD: The Hood Is The Cover of The Engine in The Vehicles With An Engine at Its FrontHari TejNo ratings yet
- 02 Collision Repair SpecificationsDocument9 pages02 Collision Repair SpecificationsNicolaescu GabrielNo ratings yet
- 525278405-Automotive-Door-Trim-Project-1Document41 pages525278405-Automotive-Door-Trim-Project-1Adarsh JhaNo ratings yet
- Solidworks ManualDocument56 pagesSolidworks ManualSAMNo ratings yet
- Training Report at Rail Coach Factory RCFDocument27 pagesTraining Report at Rail Coach Factory RCFYogendra KumarNo ratings yet
- GROWTH ASSESSMENT FOR 10-YEAR-OLD SCHOOLERDocument4 pagesGROWTH ASSESSMENT FOR 10-YEAR-OLD SCHOOLERYashoda SatputeNo ratings yet
- Parenteral Fluid Therapy: Types of Intravenous SolutionDocument18 pagesParenteral Fluid Therapy: Types of Intravenous SolutionKathleen Joy Costales Magtanong100% (1)
- ESL Students' Experiences of Online Peer Feedback: Martin Guardado, Ling ShiDocument19 pagesESL Students' Experiences of Online Peer Feedback: Martin Guardado, Ling ShiJun PrinceNo ratings yet
- Unofficial Fanbook Made With Permission - Incar-NationDocument24 pagesUnofficial Fanbook Made With Permission - Incar-NationBrockPetersdorf-Nelson100% (1)
- Implementing Cisco Application Centric Infrastructure: (Dcaci)Document2 pagesImplementing Cisco Application Centric Infrastructure: (Dcaci)radsssssNo ratings yet
- Tulsi Ka Kavya Aur Samanvay Ki ChestaDocument6 pagesTulsi Ka Kavya Aur Samanvay Ki Chestaaman singhNo ratings yet
- Bungsuan NHS Then and Now in PerspectiveDocument2 pagesBungsuan NHS Then and Now in Perspectivedanicafayetamagos02No ratings yet
- Does Cash App Have Business Accounts - Google SeaDocument1 pageDoes Cash App Have Business Accounts - Google SeaAdedayo CrownNo ratings yet
- 4 McdonaldizationDocument17 pages4 McdonaldizationAngelica AlejandroNo ratings yet
- KankanaP Phd2022Document243 pagesKankanaP Phd2022Mo NaNo ratings yet
- 2016 Annual Report - Printer-ReadyDocument35 pages2016 Annual Report - Printer-ReadyDonna BrodberNo ratings yet
- Pages From Civil EngineeringDocument50 pagesPages From Civil EngineeringRagavanNo ratings yet
- Personal Information SheetDocument4 pagesPersonal Information SheetLenny PangNo ratings yet
- Early strength predicts long-term performance of asphalt cold mixesDocument7 pagesEarly strength predicts long-term performance of asphalt cold mixesMonu GhadwalNo ratings yet
- Digital Media TYBMM (Advertising & Journalism) Semester VIDocument5 pagesDigital Media TYBMM (Advertising & Journalism) Semester VIKartavya JainNo ratings yet
- 2Tafseer2019Sep4 17 24oc1 8 29nov5 262020jan7 21F11 18 25Document96 pages2Tafseer2019Sep4 17 24oc1 8 29nov5 262020jan7 21F11 18 25Aroob YaseenNo ratings yet
- Train LapbookDocument34 pagesTrain LapbookSebõk KatalinNo ratings yet
- Pharmaco-pornographic Politics and the New Gender EcologyDocument14 pagesPharmaco-pornographic Politics and the New Gender EcologyMgalo MgaloNo ratings yet
- Business Ethics Q3 Mod2 Foundations of The Principles of Business1Document5 pagesBusiness Ethics Q3 Mod2 Foundations of The Principles of Business1Julie CabusaoNo ratings yet
- Orienteering Lesson PlanDocument34 pagesOrienteering Lesson PlanJuan Carlos Guillen BayonNo ratings yet
- The Biology of Vascular Epiphytes Zotz 2016 PDFDocument292 pagesThe Biology of Vascular Epiphytes Zotz 2016 PDFEvaldo Pape100% (1)
- Organic Compounds ExplainedDocument37 pagesOrganic Compounds ExplainedAlejandro VillanuevaNo ratings yet
- LabVIEW Based EIT System TKBera IIScDocument6 pagesLabVIEW Based EIT System TKBera IISclatecNo ratings yet
- NHW Upper Intermediate 4e Wordlist HungarianDocument34 pagesNHW Upper Intermediate 4e Wordlist HungarianpcdmisNo ratings yet
- Procedure For Design and DevelopmentDocument8 pagesProcedure For Design and DevelopmentISO SRCASNo ratings yet
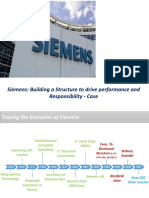
- Siemens: Building A Structure To Drive Performance and Responsibility - CaseDocument6 pagesSiemens: Building A Structure To Drive Performance and Responsibility - CaseBitopan SonowalNo ratings yet
- Biopharma SolutionDocument7 pagesBiopharma SolutionLili O Varela100% (1)
- Wilkinson 2001Document44 pagesWilkinson 2001Toño Gaspar MuñozNo ratings yet
- Dialogo Ingles 4 FinalDocument3 pagesDialogo Ingles 4 FinalJoae KsnsnsNo ratings yet