You might also like
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Milling Machine and OperationDocument11 pagesMilling Machine and OperationMostafizur Rahman SobujNo ratings yet
- Class 8 Imo 5 Years e Book l2 2017 (PDF - Io)Document7 pagesClass 8 Imo 5 Years e Book l2 2017 (PDF - Io)JaySharan50% (2)
- m1340008 Dark FutureDocument220 pagesm1340008 Dark Futurejkj1176100% (1)
- Grinding Machine All PDFDocument90 pagesGrinding Machine All PDFRohit Ghulanavar100% (2)
- Machine Tools (Workshop Technology) PDFDocument11 pagesMachine Tools (Workshop Technology) PDFvenkateshyadav2116100% (1)
- BEAM PlusDocument219 pagesBEAM PlusEdwinLeungNo ratings yet
- Grinding MachineDocument9 pagesGrinding Machinejineesha p jNo ratings yet
- Grinding MachinesDocument44 pagesGrinding MachinesPrashant Rao MeshramNo ratings yet
- Module II - GrindingDocument73 pagesModule II - GrindingHARI KRISHNANNo ratings yet
- Lec4 MillingDocument38 pagesLec4 MillingFELIX KEUYA100% (1)
- Cylindrical Grinding MachineDocument15 pagesCylindrical Grinding MachinerajanNo ratings yet
- Sulphur VapoursDocument12 pagesSulphur VapoursAnvay Choudhary100% (1)
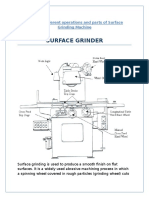
- Surface GrinderDocument7 pagesSurface Grinderaryariqtariq704100% (1)
- Rieter k42 Brochure 2539 v3 - 89691 en PDFDocument28 pagesRieter k42 Brochure 2539 v3 - 89691 en PDFAjay Singh ShekhawatNo ratings yet
- Using The BJAC Properties Package With Aspen EDRDocument9 pagesUsing The BJAC Properties Package With Aspen EDRShitalbioNo ratings yet
- Desing of Municipal WWTPDocument260 pagesDesing of Municipal WWTPGREGORIO MOCTEZUMA100% (1)
- Machine Tools Lab ManualDocument32 pagesMachine Tools Lab ManualPhani Gurijala100% (2)
- BP503T Unit 1-3Document432 pagesBP503T Unit 1-3Solomon GyampohNo ratings yet
- Machine Tools NotesDocument16 pagesMachine Tools NotesKarNo ratings yet
- Bright: Insidecrochet - Co.ukDocument100 pagesBright: Insidecrochet - Co.ukЕкатерина Матушинец100% (2)
- C9 - GrindingDocument7 pagesC9 - GrindingHans PinonNo ratings yet
- Operations in TurningDocument8 pagesOperations in Turningcanavarsanayok100% (1)
- 07 GU - OC2021 - E03 - 1 GUL UniRAN Configuration 65PDocument65 pages07 GU - OC2021 - E03 - 1 GUL UniRAN Configuration 65PjedossousNo ratings yet
- ALL Experiments MT-2Document16 pagesALL Experiments MT-2rahulyadav9944No ratings yet
- Production Technology Assignment1Document22 pagesProduction Technology Assignment1shah shakeel rssNo ratings yet
- Machining and Tools 8 PDFDocument17 pagesMachining and Tools 8 PDFAman KumarNo ratings yet
- Grinding MachineDocument29 pagesGrinding MachineVINEET VYASNo ratings yet
- Government Polytechnic, Sirsa: Branch: Mechanical Engineering Subject: Workshop Technology - Iii Semester: 5ThDocument168 pagesGovernment Polytechnic, Sirsa: Branch: Mechanical Engineering Subject: Workshop Technology - Iii Semester: 5ThJay YadavNo ratings yet
- MM Unit 4Document21 pagesMM Unit 4Spartan 117100% (1)
- Grinding Machine: Presentation OnDocument30 pagesGrinding Machine: Presentation OnMD Mahmudul Hasan MasudNo ratings yet
- Manufacturing Technology - Ii Unit 1 Surface Finish ProcessDocument8 pagesManufacturing Technology - Ii Unit 1 Surface Finish ProcessKallol ChakrabortyNo ratings yet
- Grinding SonDocument8 pagesGrinding Sonjerico salasNo ratings yet
- GrindingDocument6 pagesGrindingAnand BalajiNo ratings yet
- Task One - Design Modification & Fabrication of Tailstock For Horizontal Milling Machine - New Edit - 01-02-2018Document10 pagesTask One - Design Modification & Fabrication of Tailstock For Horizontal Milling Machine - New Edit - 01-02-2018Owebor KesieNo ratings yet
- Lathe MachineDocument12 pagesLathe MachineEmy SyazlindaNo ratings yet
- MP-Term Work Part - 1Document20 pagesMP-Term Work Part - 1Dhruv DesaiNo ratings yet
- Turning - Wikipedia, The Free EncyclopediaDocument6 pagesTurning - Wikipedia, The Free EncyclopediaKhateeb Ul Islam QadriNo ratings yet
- Prof. Sourabh ShuklaDocument9 pagesProf. Sourabh ShuklaOmkar BhoyarNo ratings yet
- Module 4 - Classification, Applications and Operations of MachinesDocument19 pagesModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Mce516 Lecture Note 4Document40 pagesMce516 Lecture Note 4Edward JNo ratings yet
- Prepared by S.sanyasirao, Assistant Professor, VITS College of Engg., Sontyam, VizagDocument14 pagesPrepared by S.sanyasirao, Assistant Professor, VITS College of Engg., Sontyam, Vizagsanyasirao1No ratings yet
- Grinding Machine DefinitionDocument8 pagesGrinding Machine DefinitionOmkar BhoyarNo ratings yet
- Basic Principle of Grinding MachineDocument10 pagesBasic Principle of Grinding Machinecrank88100% (1)
- Manufacturing Chapter 2Document66 pagesManufacturing Chapter 2Jibril JundiNo ratings yet
- Tool Post GrinderDocument28 pagesTool Post GrinderBoopathi KalaiNo ratings yet
- V Machining ConventionalDocument22 pagesV Machining Conventionalroamer10No ratings yet
- Lathe, Drilling MachineDocument42 pagesLathe, Drilling MachineSaroj100% (1)
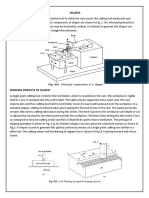
- Working Principle of ShaperDocument9 pagesWorking Principle of ShaperSamir BoseNo ratings yet
- The Speed of The MotorDocument11 pagesThe Speed of The MotorrealexplorerNo ratings yet
- Chapter Two Traditional Material Removal Processes MachiningDocument21 pagesChapter Two Traditional Material Removal Processes MachiningkidusNo ratings yet
- Grinding Machine: Grinding Machine, Often Shortened To G Rinder, Is Any of VariousDocument16 pagesGrinding Machine: Grinding Machine, Often Shortened To G Rinder, Is Any of VariousMudassar AkhtarNo ratings yet
- Machine Shop Theory and Practi Ce: Mechanical EngineeringDocument14 pagesMachine Shop Theory and Practi Ce: Mechanical EngineeringJohn BorjaNo ratings yet
- 6 Notes Milling Shaping & PlaningDocument14 pages6 Notes Milling Shaping & PlaningSanket KumarNo ratings yet
- Machining and Tools 6 PDFDocument34 pagesMachining and Tools 6 PDFAman KumarNo ratings yet
- Module 2Document10 pagesModule 2Shamanth M BabuNo ratings yet
- Drilling FEADocument44 pagesDrilling FEAVinay BharadwajNo ratings yet
- Experiment 02 Aim Machine /tools Required Material Required Theory MillingDocument3 pagesExperiment 02 Aim Machine /tools Required Material Required Theory MillingRitik agarwalNo ratings yet
- Module 6 Part 2 Bme-1Document17 pagesModule 6 Part 2 Bme-1joeste965No ratings yet
- Introduction: Drilling MachineDocument7 pagesIntroduction: Drilling MachineKingshuk SarkarNo ratings yet
- Lathe Machine OperationDocument38 pagesLathe Machine OperationInilazi JimmyNo ratings yet
- 2.0: Grinding Machine (Advanced)Document10 pages2.0: Grinding Machine (Advanced)Mahfuzah MustaphaNo ratings yet
- Me 8451MT Ii MT 5 AnswerDocument4 pagesMe 8451MT Ii MT 5 AnswerJayaram R S [MECH]No ratings yet
- Grinding MachinesDocument34 pagesGrinding MachinesSudeesh SudevanNo ratings yet
- IME - Module 2 NotesDocument27 pagesIME - Module 2 Noteskdshakuntala40No ratings yet
- Grindin MachinesDocument13 pagesGrindin Machinestesfaye ayeleNo ratings yet
- Manufacturing Process I Diploma in Mechanical Engineering 3 RD SemesterDocument18 pagesManufacturing Process I Diploma in Mechanical Engineering 3 RD SemesterBARUN BIKASH DENo ratings yet
- Shantilal Shah Engineering College - BhavnagarDocument3 pagesShantilal Shah Engineering College - BhavnagarBhagirath sinh ZalaNo ratings yet
- Ice Micro ProjectDocument15 pagesIce Micro ProjectBhagirath sinh ZalaNo ratings yet
- De-1A - 3rd Sem - Course AbstractDocument8 pagesDe-1A - 3rd Sem - Course AbstractgopalgeniusNo ratings yet
- Refrigeration and Air Conditioning (2161908) : A Laboratory Manual ForDocument62 pagesRefrigeration and Air Conditioning (2161908) : A Laboratory Manual ForAbhishek RaiNo ratings yet
- Shantilal Shah Engineering College: Subject: Branch: Topic: College: FacultiesDocument15 pagesShantilal Shah Engineering College: Subject: Branch: Topic: College: FacultiesBhagirath sinh ZalaNo ratings yet
- A Mass Flowrate Correlation For Refrigerants and Refrigerant Mixtures Flowing Through Short TubesDocument14 pagesA Mass Flowrate Correlation For Refrigerants and Refrigerant Mixtures Flowing Through Short TubesBhagirath sinh ZalaNo ratings yet
- MP Ii PDFDocument2 pagesMP Ii PDFBhagirath sinh ZalaNo ratings yet
- Lect 14Document25 pagesLect 14Sami SaleemNo ratings yet
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityBhagirath sinh ZalaNo ratings yet
- English - 1 PDFDocument4 pagesEnglish - 1 PDFBhagirath sinh ZalaNo ratings yet
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityBhagirath sinh ZalaNo ratings yet
- Wa0003Document8 pagesWa0003Bhagirath sinh ZalaNo ratings yet
- Presentation - Basic of Civil EngineeringDocument22 pagesPresentation - Basic of Civil EngineeringBhagirath sinh Zala100% (1)
- PresentationDocument19 pagesPresentationBhagirath sinh ZalaNo ratings yet
- Building Services - Basic of Civil EngineeringDocument21 pagesBuilding Services - Basic of Civil EngineeringBhagirath sinh ZalaNo ratings yet
- Windows IoT - WikipediaDocument36 pagesWindows IoT - WikipediaBhagirath sinh ZalaNo ratings yet
- Bapu RajDocument8 pagesBapu RajBhagirath sinh ZalaNo ratings yet
- Einstein's Coefficient TheoryDocument8 pagesEinstein's Coefficient TheoryBhagirath sinh ZalaNo ratings yet
- Maths ODEDocument17 pagesMaths ODEBhagirath sinh ZalaNo ratings yet
- 2414 2416 Installation ProcedureDocument4 pages2414 2416 Installation ProcedureJames BondNo ratings yet
- 9 Cartesian System of CoordinatesDocument15 pages9 Cartesian System of Coordinatesaustinfru7No ratings yet
- Detection of Food AdulterationDocument10 pagesDetection of Food AdulterationDavara Paresh R.No ratings yet
- Zeroing Neural Networks, An Introduction To, A Survey Of, and Predictive Computations For Time-Varying Matrix ProblemsDocument24 pagesZeroing Neural Networks, An Introduction To, A Survey Of, and Predictive Computations For Time-Varying Matrix ProblemsgoatcockNo ratings yet
- Prelim Kimanis Micom 241Document5 pagesPrelim Kimanis Micom 241Shah Aizat RazaliNo ratings yet
- Laporan Hasil Praktik Bahasa Inggris Dengan Tamu Asing Di Pantai KutaDocument12 pagesLaporan Hasil Praktik Bahasa Inggris Dengan Tamu Asing Di Pantai KutaEnal MegantaraNo ratings yet
- Mic Fright and Camera PanicDocument5 pagesMic Fright and Camera PanicNica Arizapa100% (1)
- Principle of Virtual Work and Its ApplicationDocument7 pagesPrinciple of Virtual Work and Its Applicationprem adhikari100% (1)
- MCM (ENGLISH) Product SheetDocument4 pagesMCM (ENGLISH) Product SheetArdi PratamaNo ratings yet
- ID 7851 Стомат Англ Задачі 1540 English Sem 2Document237 pagesID 7851 Стомат Англ Задачі 1540 English Sem 2acerNo ratings yet
- When A Migraine OccurDocument9 pagesWhen A Migraine OccurKARL PASCUANo ratings yet
- Identifing Legends and CultureDocument2 pagesIdentifing Legends and CultureHezekaiah AstraeaNo ratings yet
- CivilFEM GeotechnicaDocument107 pagesCivilFEM GeotechnicaRR886No ratings yet
- Computer Graphics Chapter-1Document61 pagesComputer Graphics Chapter-1abdi geremewNo ratings yet
- Dumpy LevelDocument8 pagesDumpy LevelKhiel YumulNo ratings yet
- Transportation Law SyllabusDocument17 pagesTransportation Law SyllabusIchimaru TokugawaNo ratings yet
- SC3 User Manual - V1.06 PDFDocument196 pagesSC3 User Manual - V1.06 PDFJoeNo ratings yet
- DIO 20. ZAŠTITA PRI RADU I SMJEŠTAJ POSADE Jan 2015Document44 pagesDIO 20. ZAŠTITA PRI RADU I SMJEŠTAJ POSADE Jan 2015Samo SpontanostNo ratings yet
- Ma2 - Acca - Chapter 1Document24 pagesMa2 - Acca - Chapter 1leducNo ratings yet
- Dry-Heat Destruction of Destruction KineticsDocument5 pagesDry-Heat Destruction of Destruction KineticsFabioEspinolaNo ratings yet