You might also like
- High Fedility SimulationDocument11 pagesHigh Fedility SimulationEdison Collinao RoblesNo ratings yet
- Continuous Manufacturing of Pharmaceuticals: Scale-Up of A Hot Melt Extrusion ProcessDocument7 pagesContinuous Manufacturing of Pharmaceuticals: Scale-Up of A Hot Melt Extrusion ProcessHETA JOSHINo ratings yet
- Objective: Presenting Author: Santosh Shinde 1 1Document2 pagesObjective: Presenting Author: Santosh Shinde 1 1santvssNo ratings yet
- Optimize Valve Timing to Reduce Fuel ConsumptionDocument9 pagesOptimize Valve Timing to Reduce Fuel ConsumptionahmedNo ratings yet
- A New Method To Predict Optimum Cure Time of Rubber Compound PDFDocument6 pagesA New Method To Predict Optimum Cure Time of Rubber Compound PDFChanin NgudsuntearNo ratings yet
- D7997-15 Standard Practice For Polyurethane Raw Materials Gel Tests For Polyurethane Non-Foam FormulationsDocument7 pagesD7997-15 Standard Practice For Polyurethane Raw Materials Gel Tests For Polyurethane Non-Foam FormulationsMohamedNo ratings yet
- Cosmofs21 W PDFDocument9 pagesCosmofs21 W PDFEr Mayur PatilNo ratings yet
- Powder Technology: T.M. Chitu, D. Oulahna, M. HematiDocument10 pagesPowder Technology: T.M. Chitu, D. Oulahna, M. HematiKarla HuamancajaNo ratings yet
- 15 Chapter 5Document44 pages15 Chapter 5Taufik Binasr100% (1)
- Using Modeling and Simulation For The Design of Full Scale Ball Mill CircuitsDocument23 pagesUsing Modeling and Simulation For The Design of Full Scale Ball Mill CircuitsJosé Helí Vallejos CoronadoNo ratings yet
- Flow Balancing in Extrusion Dies For Thermoplastic Profiles: Part II: Influence of The Design StrategyDocument6 pagesFlow Balancing in Extrusion Dies For Thermoplastic Profiles: Part II: Influence of The Design StrategyLucas ValentimNo ratings yet
- Performance of Fracture MaterialsDocument26 pagesPerformance of Fracture MaterialsMedaculoNo ratings yet
- Assignment 02 - Manufacturing ScienceDocument11 pagesAssignment 02 - Manufacturing ScienceNeluka vishuddhiNo ratings yet
- Consistency of Paints Measuring Krebs Unit (KU) Viscosity Using A Stormer-Type ViscometerDocument7 pagesConsistency of Paints Measuring Krebs Unit (KU) Viscosity Using A Stormer-Type ViscometerHenrique Alves de OliveiraNo ratings yet
- Compressive Strength of Hydraulic Cement Mortar (Using 50 MM or 2 In. Cube Specimens)Document4 pagesCompressive Strength of Hydraulic Cement Mortar (Using 50 MM or 2 In. Cube Specimens)Evert RiveraNo ratings yet
- Topnir Crude OilDocument6 pagesTopnir Crude OilGerrard ArchuletaNo ratings yet
- Non-Linear Characteristic Simulation of Hydraulic Shock Absorbers Considering The Contact of ValvesDocument3 pagesNon-Linear Characteristic Simulation of Hydraulic Shock Absorbers Considering The Contact of ValvesMikael Bezerra Cotias Dos SantosNo ratings yet
- Grease life prediction for sealed ball bearingsDocument8 pagesGrease life prediction for sealed ball bearingsRepositorio Mantenimiento100% (1)
- Galary - INVESTIGATION INTO THE DYNAMIC PARTICLE GENERATION OF LUBRICATING GREASES USED IN SPACE MECHANISMSDocument7 pagesGalary - INVESTIGATION INTO THE DYNAMIC PARTICLE GENERATION OF LUBRICATING GREASES USED IN SPACE MECHANISMSgoooga299No ratings yet
- 04 Melt Indexer Primer PDFDocument4 pages04 Melt Indexer Primer PDFNia SyafiqqNo ratings yet
- Ijertv12n7 01Document7 pagesIjertv12n7 01IgorNo ratings yet
- Astm C658 - 98 (2012)Document2 pagesAstm C658 - 98 (2012)minhhuan0101No ratings yet
- Optimum Grinding World-Cement May2018Document6 pagesOptimum Grinding World-Cement May2018fergoriskNo ratings yet
- Hu Jse Gaea KandaDocument4 pagesHu Jse Gaea KandaPacet SenatorNo ratings yet
- Ch-3 Mix Design ProcedureDocument13 pagesCh-3 Mix Design ProcedureMuhammad ImranNo ratings yet
- 2019-32-0510-Identifying The Limitations of The Hot Tube Test As A Predictor of Lubricant Performance in Small Engine ApplicationsDocument5 pages2019-32-0510-Identifying The Limitations of The Hot Tube Test As A Predictor of Lubricant Performance in Small Engine ApplicationsJicheng PiaoNo ratings yet
- Automated Powder Analyzer Flow TestsDocument6 pagesAutomated Powder Analyzer Flow TestsDavid SRNo ratings yet
- Solid/liquid Separation Through Cake Filtration: Special ReportDocument7 pagesSolid/liquid Separation Through Cake Filtration: Special ReportJuan Pablo CorreaNo ratings yet
- FCC Catalyst EvaluationDocument40 pagesFCC Catalyst EvaluationAnilú BarreraNo ratings yet
- S 2010 2 GB Sprühsystem PDFDocument24 pagesS 2010 2 GB Sprühsystem PDFEngineering Office ShahrakNo ratings yet
- 2018 AATCC Laundering MethodsDocument48 pages2018 AATCC Laundering MethodsWarlie Suwarlie67% (3)
- Powder Technology: Heechan Cho, Jihoe Kwon, Kihong Kim, Myoungwook MunDocument10 pagesPowder Technology: Heechan Cho, Jihoe Kwon, Kihong Kim, Myoungwook MunRani YundaNo ratings yet
- Advanced Strategies For Selecting Oil Analysis AlarmsDocument6 pagesAdvanced Strategies For Selecting Oil Analysis AlarmsDANIEL ZORRONo ratings yet
- Laboratory Preparation of Chemically Grouted Soil Specimens For Obtaining Design Strength ParametersDocument5 pagesLaboratory Preparation of Chemically Grouted Soil Specimens For Obtaining Design Strength ParametersRé MarcNo ratings yet
- Accelerated Life Testing of Harmonic Driver in Space LubricationDocument12 pagesAccelerated Life Testing of Harmonic Driver in Space LubricationJojee MarieNo ratings yet
- GHW 25 130522 PosterDocument1 pageGHW 25 130522 Posteraa86421358No ratings yet
- Lubricant Selection - Function and Composition - TLT Article - April08Document11 pagesLubricant Selection - Function and Composition - TLT Article - April08Mai Duy GiapNo ratings yet
- Product Info Colloid Mill Type O Web English ScreenDocument5 pagesProduct Info Colloid Mill Type O Web English ScreenZeyad A AbdullahNo ratings yet
- Determining Page Yield of Ink Jet Printer Cartridges - Continuous Printing MethodDocument3 pagesDetermining Page Yield of Ink Jet Printer Cartridges - Continuous Printing MethodAhmad Zubair RasulyNo ratings yet
- Mooney Viscometer Technical DataSheetDocument21 pagesMooney Viscometer Technical DataSheetsaumil_samantNo ratings yet
- Manejo de Sólidos Homework Assignment IDocument5 pagesManejo de Sólidos Homework Assignment ICheiry Alejandra Perez DuarteNo ratings yet
- Astm D6941 - 05Document4 pagesAstm D6941 - 05Black GokuNo ratings yet
- Pharma PdcDocument10 pagesPharma Pdckaanishk.rathinam2021No ratings yet
- Pour Ahmad I Lal Eh 2013Document9 pagesPour Ahmad I Lal Eh 2013Mohammad Shafaet JamilNo ratings yet
- B.1.1 Spur Gears With Gearwheels-10Document34 pagesB.1.1 Spur Gears With Gearwheels-10Ganapathy Subramaniam100% (1)
- FZG enDocument12 pagesFZG enrbulnes2350No ratings yet
- ДИАГНОСТИКА ДЕМПФЕРОВ PDFDocument7 pagesДИАГНОСТИКА ДЕМПФЕРОВ PDFOleksandrNo ratings yet
- Galobardes Et Al 2014Document11 pagesGalobardes Et Al 2014Angger RadityaNo ratings yet
- FCC Catalyst EvaluationDocument40 pagesFCC Catalyst EvaluationvikasbadhanNo ratings yet
- PU Foam Blowing Agent Product InformationDocument2 pagesPU Foam Blowing Agent Product InformationSohail QureshiNo ratings yet
- MTU General WhitePaper DPF 2016Document6 pagesMTU General WhitePaper DPF 2016neko100% (1)
- Static Headspace GCMS Method For Determination ofDocument8 pagesStatic Headspace GCMS Method For Determination ofnamsaigon316No ratings yet
- 2d Markov ChainDocument11 pages2d Markov ChainsuganyaNo ratings yet
- Wise Investments Deliver Uptime Plate Heat Exchanger Gaskets From The Sealing Technology Experts Pps00126enDocument6 pagesWise Investments Deliver Uptime Plate Heat Exchanger Gaskets From The Sealing Technology Experts Pps00126enKidjonNo ratings yet
- Deposit Formation in The Holes of Diesel Injector Nozzles: A Critical ReviewDocument12 pagesDeposit Formation in The Holes of Diesel Injector Nozzles: A Critical ReviewShova MuhammadNo ratings yet
- Optimising Rotor Slot Geometry for Maximum EfficiencyDocument8 pagesOptimising Rotor Slot Geometry for Maximum EfficiencyJuanRamosNo ratings yet
- Testing Ink Jet Cartridge Latency (Start-Up) : Standard Practice ForDocument2 pagesTesting Ink Jet Cartridge Latency (Start-Up) : Standard Practice ForAhmad Zubair RasulyNo ratings yet
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Integrated Chemical Processes: Synthesis, Operation, Analysis and ControlFrom EverandIntegrated Chemical Processes: Synthesis, Operation, Analysis and ControlKai SundmacherNo ratings yet
- FluidDocument84 pagesFluidVishal SalveNo ratings yet
- Plants of RamayanaDocument14 pagesPlants of RamayanaSKTSCRIBDNo ratings yet
- Silverson Brochure USDocument44 pagesSilverson Brochure USSKTSCRIBDNo ratings yet
- Nanotechnology Over A Decade US FDA Report 2020 JulyDocument26 pagesNanotechnology Over A Decade US FDA Report 2020 JulySKTSCRIBDNo ratings yet
- Visimix Rsd. Homogenizing of A Shampoo. Scaling-UpDocument20 pagesVisimix Rsd. Homogenizing of A Shampoo. Scaling-UpSKTSCRIBDNo ratings yet
- Sieves Standard No. Mesh Sizes and Standard Sieves DesignationsDocument4 pagesSieves Standard No. Mesh Sizes and Standard Sieves DesignationsSKTSCRIBDNo ratings yet
- Compactor, Trash Bag Waste Compactor, Waste Volume ReductionDocument2 pagesCompactor, Trash Bag Waste Compactor, Waste Volume ReductionSKTSCRIBDNo ratings yet
- The Forces Involved in Homogenization Explained - BlogDocument5 pagesThe Forces Involved in Homogenization Explained - BlogSKTSCRIBDNo ratings yet
- R T NII C: 5. ArjunaDocument10 pagesR T NII C: 5. Arjunanite20065490No ratings yet
- Market - India Dominates Global Market For Spice Oleoresin As Demand For Natural Agents Swells - Timesofindia-EconomictimesDocument5 pagesMarket - India Dominates Global Market For Spice Oleoresin As Demand For Natural Agents Swells - Timesofindia-EconomictimesSKTSCRIBDNo ratings yet
- COVIID 19 Post Discharge Patients BookDocument54 pagesCOVIID 19 Post Discharge Patients BookSKTSCRIBDNo ratings yet
- Compactors - Ready For Use With Onsite Trash Bins, Drums and BoxesDocument2 pagesCompactors - Ready For Use With Onsite Trash Bins, Drums and BoxesSKTSCRIBDNo ratings yet
- Market Oleos Dec 2015Document2 pagesMarket Oleos Dec 2015SKTSCRIBDNo ratings yet
- Market Plant-Ingredient UBIC 2014Document10 pagesMarket Plant-Ingredient UBIC 2014SKTSCRIBDNo ratings yet
- Market - Supercritical Fluid Extraction Technology Offers - AsianPacific - Jan1999Document4 pagesMarket - Supercritical Fluid Extraction Technology Offers - AsianPacific - Jan1999SKTSCRIBDNo ratings yet
- E&Y Nutraceuticals-Critical Supplement For Building A Healthy India-1Document84 pagesE&Y Nutraceuticals-Critical Supplement For Building A Healthy India-1jay_hydNo ratings yet
- CurcuminDocument8 pagesCurcuminRizki Septiani YuarsaNo ratings yet
- ShefexilDocument4 pagesShefexilSKTSCRIBDNo ratings yet
- CurcuminDocument8 pagesCurcuminRizki Septiani YuarsaNo ratings yet
- Fenugreek Supercritical CO2 Extraction Optimal Parameters For PesticideDocument6 pagesFenugreek Supercritical CO2 Extraction Optimal Parameters For PesticideSKTSCRIBDNo ratings yet
- Fenugreek Supercritical CO2 Extraction Optimal ParametersDocument8 pagesFenugreek Supercritical CO2 Extraction Optimal ParametersSKTSCRIBDNo ratings yet
- Valerianaofficinalis L Root-Extracts SesquiterpenicAcidsDocument9 pagesValerianaofficinalis L Root-Extracts SesquiterpenicAcidsSKTSCRIBDNo ratings yet
- Environ 14765432Document36 pagesEnviron 14765432Raghavendra Pundaleek ChittaNo ratings yet
- ValerianaJatamanshi US20060193928Document8 pagesValerianaJatamanshi US20060193928SKTSCRIBDNo ratings yet
- QNET MECHKIT Workbook StudentDocument100 pagesQNET MECHKIT Workbook StudentArturoMoreanoNo ratings yet
- A Robust Structural Stress Method For Fatigue Analysis of Offshore Marine StructuresDocument7 pagesA Robust Structural Stress Method For Fatigue Analysis of Offshore Marine StructuresXianjun Pei100% (1)
- ATC 78 3 Methodology Concrete Frames - 083115Document169 pagesATC 78 3 Methodology Concrete Frames - 083115Anonymous I8nZsDqlmh100% (1)
- Ettore MajoranaDocument7 pagesEttore MajoranaMin Jae ParkNo ratings yet
- A Comparative Assessment of Stabilization Potential of Cement, Lime & GeopolymerDocument13 pagesA Comparative Assessment of Stabilization Potential of Cement, Lime & GeopolymeroNo ratings yet
- Continuous Time and Discrete Time Signals and SystemsDocument17 pagesContinuous Time and Discrete Time Signals and SystemsDianne BellonNo ratings yet
- Arrhenius Equation - WikipediaDocument25 pagesArrhenius Equation - Wikipediatirth_diwaniNo ratings yet
- Magnetic Flux Formula and ExamplesDocument15 pagesMagnetic Flux Formula and ExamplesTristan SantiagoNo ratings yet
- Practical Application of Plate and Shell PDFDocument20 pagesPractical Application of Plate and Shell PDFAnil Kadbhane50% (2)
- Rbalance Rotor Balancing ProcedureDocument2 pagesRbalance Rotor Balancing ProcedureBradley NelsonNo ratings yet
- BiologyDocument5 pagesBiologylumasa richardNo ratings yet
- Tuburi NeonDocument4 pagesTuburi NeongraphitemediaNo ratings yet
- KS3 9I Energy Types and Transfer PDFDocument6 pagesKS3 9I Energy Types and Transfer PDFsureshthevanNo ratings yet
- Appendix 1 Equipment Cost Estimates (Garrett)Document28 pagesAppendix 1 Equipment Cost Estimates (Garrett)Adhit Mart DithaNo ratings yet
- Andrea Dainese ThesisDocument7 pagesAndrea Dainese ThesisKim Daniels100% (2)
- Simulating Wear in Disc Brakes: Nagi H. Elabbasi, Matthew J. Hancock, and Stuart B. BrownDocument22 pagesSimulating Wear in Disc Brakes: Nagi H. Elabbasi, Matthew J. Hancock, and Stuart B. BrownsumohiNo ratings yet
- The Application of Cellulose Acetate Replication Sheets in Enamel Wear InvestigationsDocument10 pagesThe Application of Cellulose Acetate Replication Sheets in Enamel Wear InvestigationsKara WhiteNo ratings yet
- Hydropower Water Passage ComponentsDocument22 pagesHydropower Water Passage ComponentsAbiued EjigueNo ratings yet
- August Sept 2014 PDFDocument105 pagesAugust Sept 2014 PDFGeta BercaruNo ratings yet
- ArcelorMittal A3CSoftware Manual PDFDocument49 pagesArcelorMittal A3CSoftware Manual PDFAlfonso José García LagunaNo ratings yet
- Orkot TLM and TXM Marine Bearings GB enDocument6 pagesOrkot TLM and TXM Marine Bearings GB engbllaNo ratings yet
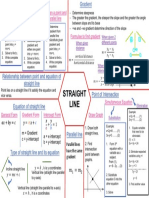
- Finding Equation of a straight line - Determine gradientDocument1 pageFinding Equation of a straight line - Determine gradientMiyamura YsrNo ratings yet
- NPSH Calculations: Calculating Net Positive Suction Head for PumpsDocument3 pagesNPSH Calculations: Calculating Net Positive Suction Head for PumpsDurjoy ChakrabortyNo ratings yet
- Biodose Models:Nsd, Cre, TDF, LQ& Their Limitations: Moderator: Mr. Ranjit Singh Presented By: Navneet KaurDocument54 pagesBiodose Models:Nsd, Cre, TDF, LQ& Their Limitations: Moderator: Mr. Ranjit Singh Presented By: Navneet KaurSAlonii ChawlaNo ratings yet
- BLACK BOX AIRCRAFT RECORDERDocument14 pagesBLACK BOX AIRCRAFT RECORDERGnani ReddyNo ratings yet
- MM321 Lab N# 4: Bypass Factor of A Heating CoilDocument7 pagesMM321 Lab N# 4: Bypass Factor of A Heating CoilSiddhant Vishal ChandNo ratings yet
- Mechanical Measurements Lab ManualDocument26 pagesMechanical Measurements Lab ManualseminarprojectNo ratings yet
- GEOCHEMISTRY: THE STUDY OF ELEMENT DISTRIBUTION ON EARTHDocument12 pagesGEOCHEMISTRY: THE STUDY OF ELEMENT DISTRIBUTION ON EARTHJohn Rhey Almojallas BenedictoNo ratings yet
- Reading Skills QP 7 PDFDocument5 pagesReading Skills QP 7 PDFsatheeshsep24No ratings yet
- Aashto - LRFD of Steel Beam Bridges Fatigue and FractureDocument56 pagesAashto - LRFD of Steel Beam Bridges Fatigue and Fractureg401992100% (1)