You might also like
- 6 Effect of Backup Roll Length and Roll Neck Length On Profile ForDocument7 pages6 Effect of Backup Roll Length and Roll Neck Length On Profile Foromid hamidishadNo ratings yet
- Research and Design of Hydraulic AGC System Model of Cold Rolling MillDocument8 pagesResearch and Design of Hydraulic AGC System Model of Cold Rolling MillOmid Behniya100% (1)
- An Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessDocument16 pagesAn Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessedpsousaNo ratings yet
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNo ratings yet
- Hot RollingDocument8 pagesHot Rollingshah naumanNo ratings yet
- 03 - Rolling of MetalsDocument61 pages03 - Rolling of MetalsAbhishek SinhaNo ratings yet
- Dieless Wire DrawingDocument8 pagesDieless Wire DrawingRohit GothwalNo ratings yet
- HSMM Overview Rel 2 0Document29 pagesHSMM Overview Rel 2 0Satpal SinghNo ratings yet
- Scarfing Steel Slabs TechniqueDocument9 pagesScarfing Steel Slabs TechniquecamableNo ratings yet
- Turret Bearing Deflection MonitoringDocument1 pageTurret Bearing Deflection MonitoringVinay RajputNo ratings yet
- AGC Theory & DescriptionDocument11 pagesAGC Theory & DescriptionAnil SharmaNo ratings yet
- Super Steel Industry..... 3Document31 pagesSuper Steel Industry..... 3erryNo ratings yet
- STS BLOOM CASTER FOR SPECIAL STEELS AT IZHSTALDocument21 pagesSTS BLOOM CASTER FOR SPECIAL STEELS AT IZHSTALkalaiNo ratings yet
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDocument10 pagesAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJNo ratings yet
- Rolling Lecture PDFDocument35 pagesRolling Lecture PDFJojo HanyNo ratings yet
- Optimisation of Reheat Furnace - Air PreheaterDocument6 pagesOptimisation of Reheat Furnace - Air PreheaterLTE002No ratings yet
- Primetals - The New Global Competence in Hot Rolling PDFDocument13 pagesPrimetals - The New Global Competence in Hot Rolling PDFAlejandro JimenezNo ratings yet
- Effectiveness of Rolling Process for Manufacturing Leaf Spring StripsDocument5 pagesEffectiveness of Rolling Process for Manufacturing Leaf Spring StripsSamir BoseNo ratings yet
- Continuous Casting Solidification PhenomenaDocument20 pagesContinuous Casting Solidification PhenomenaSyed HasniNo ratings yet
- Metallurgy of Continuous Casting TechnologyDocument20 pagesMetallurgy of Continuous Casting Technologyahmed ebraheemNo ratings yet
- Successful Use of Flameless Oxyfuel in Reheat Furnaces and Ladle PreheatingDocument9 pagesSuccessful Use of Flameless Oxyfuel in Reheat Furnaces and Ladle Preheatingmightymouse04No ratings yet
- Steel Pickling in Challenging Conditions: Mika MaanonenDocument40 pagesSteel Pickling in Challenging Conditions: Mika MaanonenRohit SharmaNo ratings yet
- Bhushan Traioning Report 786Document53 pagesBhushan Traioning Report 786Deepak Giri50% (2)
- Electric and Automation - Ladle Management A-323eDocument4 pagesElectric and Automation - Ladle Management A-323eSantosh UpadhyayNo ratings yet
- Wire Rod Surface DefectsDocument11 pagesWire Rod Surface DefectsNicolas ValleNo ratings yet
- Effects of Alloying Elements in SteelDocument12 pagesEffects of Alloying Elements in SteelyatheendravarmaNo ratings yet
- Unit - Iii: Metal Forming ProcessesDocument63 pagesUnit - Iii: Metal Forming ProcessesRohith RoNo ratings yet
- Steel CoilDocument20 pagesSteel CoilParimala SubramaniamNo ratings yet
- EAF Proces-EzzsteelDocument38 pagesEAF Proces-Ezzsteelabedo danklawyNo ratings yet
- @standardsharin - ASME STP-NU-044-2011-12Document62 pages@standardsharin - ASME STP-NU-044-2011-12EricNo ratings yet
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocument35 pagesA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- The Study of Continuous Rolling Mill Inter-Stand T PDFDocument8 pagesThe Study of Continuous Rolling Mill Inter-Stand T PDFSantosh Kumar Pandey100% (1)
- Hot Rolled SlittingDocument4 pagesHot Rolled SlittingVikas SinghNo ratings yet
- Yield (Engineering) PDFDocument9 pagesYield (Engineering) PDFariyosageNo ratings yet
- ABS Approved Still Mill PDFDocument84 pagesABS Approved Still Mill PDFJanuar Target Willyam0% (1)
- Understanding The Properties of Oxide Scales On Hot Rolled Steel StripDocument6 pagesUnderstanding The Properties of Oxide Scales On Hot Rolled Steel Stripradinasr100% (1)
- Rolling Process Explained: Hot vs Cold Rolling and UsesDocument3 pagesRolling Process Explained: Hot vs Cold Rolling and UsesMuhammad YasirNo ratings yet
- Development of a new hydraulic mold oscillator model for continuous casting processesDocument5 pagesDevelopment of a new hydraulic mold oscillator model for continuous casting processesM M HossainNo ratings yet
- Reducing of Line StopaggesDocument39 pagesReducing of Line StopaggesSuvro ChakrabortyNo ratings yet
- Corrosion Protection: Short Overview and SummaryDocument39 pagesCorrosion Protection: Short Overview and SummarydangminhNo ratings yet
- ElectroSlag Remelting Furnace Guide enDocument8 pagesElectroSlag Remelting Furnace Guide enFernando ArévaloNo ratings yet
- Power Presses: Maintenance and Thorough ExaminationDocument50 pagesPower Presses: Maintenance and Thorough ExaminationSathish PSKNo ratings yet
- Edge Baffle AsslyDocument4 pagesEdge Baffle AsslyVikram TambeNo ratings yet
- Spot Welding Process LabDocument4 pagesSpot Welding Process Labjunaid gujratiNo ratings yet
- Reliable Steel Rolling Mill Solution ProviderDocument7 pagesReliable Steel Rolling Mill Solution Provideranon_647217551No ratings yet
- Heat TreatmentDocument21 pagesHeat TreatmentChernet MerknehNo ratings yet
- G. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityDocument7 pagesG. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityMadhusudhan ModemNo ratings yet
- Mill Setting Calculation System For Aluminum Rolling MillDocument4 pagesMill Setting Calculation System For Aluminum Rolling MillRyan RafaelNo ratings yet
- Lecture 04-CCT and TemperingDocument17 pagesLecture 04-CCT and TemperingRudy Dwi PrasetyoNo ratings yet
- Con CastDocument5 pagesCon CastZubair AhmadNo ratings yet
- 1 A Polishing Machine BookDocument35 pages1 A Polishing Machine BookPradeep AdsareNo ratings yet
- Drive Selection of Rolling MillsDocument4 pagesDrive Selection of Rolling MillsCihan OzturkNo ratings yet
- 4.2 Solution (Static Analysis) 44Document67 pages4.2 Solution (Static Analysis) 44Raj Deep TiwariNo ratings yet
- Ferritic Hot Rolling for Low Carbon SteelsDocument10 pagesFerritic Hot Rolling for Low Carbon SteelsKetnipha SukwannawitNo ratings yet
- ME 114 - Engineering Drawing II: Fits, Tolerances and Surface Quality MarksDocument19 pagesME 114 - Engineering Drawing II: Fits, Tolerances and Surface Quality MarksMuhamad Richard MenarizkiNo ratings yet
- Rolling Extrusion & DrawingDocument52 pagesRolling Extrusion & DrawingSpidyNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- What Is Image Processing?Document5 pagesWhat Is Image Processing?JggNo ratings yet
- Final Course List (Jan - April 2024)Document90 pagesFinal Course List (Jan - April 2024)mabhay584No ratings yet
- June 2019 QP - Unit 4 WJEC Further Maths A-LevelDocument7 pagesJune 2019 QP - Unit 4 WJEC Further Maths A-LevelDarren DowlingNo ratings yet
- Reynolds Experiment (Body)Document13 pagesReynolds Experiment (Body)mutencoNo ratings yet
- Exercise: Exercise 1: Choose The Best Answer To Complete The Blank in Each of The FollowingDocument3 pagesExercise: Exercise 1: Choose The Best Answer To Complete The Blank in Each of The FollowingNgọc Phương Linh LêNo ratings yet
- Ansys Capabilities Chart 2021 r1Document57 pagesAnsys Capabilities Chart 2021 r1presto prestoNo ratings yet
- Lecture Notes in Mechanical Engineering: For Further VolumesDocument765 pagesLecture Notes in Mechanical Engineering: For Further VolumesKarim SalesNo ratings yet
- IADC Vol-1 09 Downhole ToolsDocument36 pagesIADC Vol-1 09 Downhole Toolsballa bammouneNo ratings yet
- Box Culvert Without CushionDocument23 pagesBox Culvert Without CushionPrafulla Malla100% (1)
- ESci 110 - N046 - Lesson 7.3 AssessmentDocument6 pagesESci 110 - N046 - Lesson 7.3 AssessmentIvy PerezNo ratings yet
- MD-1 Presentation 1Document25 pagesMD-1 Presentation 1Furqan AhmadNo ratings yet
- EEE 213 Electronics Devices & Circuits 3 EEE 214 Electronics Devices & Circuits Laboratory 1.5Document4 pagesEEE 213 Electronics Devices & Circuits 3 EEE 214 Electronics Devices & Circuits Laboratory 1.5Khaled faisalNo ratings yet
- Omar KhayyamDocument19 pagesOmar KhayyamДеан ВеселиновићNo ratings yet
- Resource 5e844ebce8f8a781110156Document336 pagesResource 5e844ebce8f8a781110156Bheko NgalonkuluNo ratings yet
- A Modified Hodgkin-Huxley Model To Show The Effect PDFDocument23 pagesA Modified Hodgkin-Huxley Model To Show The Effect PDFjeforand123No ratings yet
- Tanabe-Sugano Diagrams and Ligand Field Splitting DeterminationDocument36 pagesTanabe-Sugano Diagrams and Ligand Field Splitting DeterminationrakibNo ratings yet
- Second Set of Slides Notes PDFDocument23 pagesSecond Set of Slides Notes PDFJustina MweendiNo ratings yet
- Maths S1 SBDocument252 pagesMaths S1 SBGAKWAYA AubinNo ratings yet
- The Human Eye and The Colourful World: Chapter - 11Document23 pagesThe Human Eye and The Colourful World: Chapter - 11Jagpreet SinghNo ratings yet
- Theoretical Framework WarrenDocument1 pageTheoretical Framework WarrenRafael Frias ConcepcionNo ratings yet
- Lesson 4 Type of ErrorsDocument3 pagesLesson 4 Type of ErrorsRachel Villasis100% (1)
- Color Theory SpanishDocument2 pagesColor Theory Spanishapi-311422349No ratings yet
- Digitrate Pro Digital Burettes Accuracy to 0.2Document1 pageDigitrate Pro Digital Burettes Accuracy to 0.2Anonymous 6N7hofVNo ratings yet
- Intuitive Intelligence: Accessing The Wisdom of Head, Heart and HaraDocument5 pagesIntuitive Intelligence: Accessing The Wisdom of Head, Heart and HaradNo ratings yet
- UntitledDocument6 pagesUntitled龙栊No ratings yet
- Connecting Rod Material AnalysisDocument36 pagesConnecting Rod Material Analysispramo_dass0% (1)
- Process Capability Indices For Skewed PopulationsDocument11 pagesProcess Capability Indices For Skewed PopulationsYo GoldNo ratings yet
- Design of Cities: (Edmund N. Bacon) By-Abhiti Rawat and Harsh JaiswalDocument12 pagesDesign of Cities: (Edmund N. Bacon) By-Abhiti Rawat and Harsh JaiswalHarsh JaiswalNo ratings yet
- Barber, T. (2007) A Study of Water Surface Deformation Due To Tip Vortices Wing-In-Ground Effect, Journal of Ship Research, 51 (02), Pp. 182-186.Document5 pagesBarber, T. (2007) A Study of Water Surface Deformation Due To Tip Vortices Wing-In-Ground Effect, Journal of Ship Research, 51 (02), Pp. 182-186.Samson Paul PintoNo ratings yet
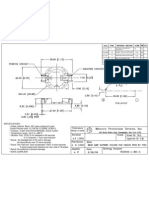
- 10/22/05 B T.B. B.S. 8/11/07 C T.B. B.S. 11/21/07 Dim. 5.30 Was 5.00 T.B. B.S. DDocument1 page10/22/05 B T.B. B.S. 8/11/07 C T.B. B.S. 11/21/07 Dim. 5.30 Was 5.00 T.B. B.S. DyogpanditNo ratings yet