You might also like
- Journal of Cleaner Production: Zhigang Jiang, Tingting Zhou, Hua Zhang, Yan Wang, Huajun Cao, Guangdong TianDocument9 pagesJournal of Cleaner Production: Zhigang Jiang, Tingting Zhou, Hua Zhang, Yan Wang, Huajun Cao, Guangdong TianTam Jun HuiNo ratings yet
- Design For Remanufacturing: What Performances Can Be Expected?Document23 pagesDesign For Remanufacturing: What Performances Can Be Expected?bastianneira 926No ratings yet
- 2013 CIRP Mfg & TechDocument11 pages2013 CIRP Mfg & TechSafwan AltaraziNo ratings yet
- Combined Life Cycle Assessment and Life Cycle Costing in TheDocument11 pagesCombined Life Cycle Assessment and Life Cycle Costing in ThekadexNo ratings yet
- A Design Tool To Diagnose Product Recyclability During Product Design PhaseDocument11 pagesA Design Tool To Diagnose Product Recyclability During Product Design PhaseJ.C.VNo ratings yet
- Evaluation of Design Alternatives of End-of-Life Products Under Stochastic Yields in Multiple PeriodsDocument13 pagesEvaluation of Design Alternatives of End-of-Life Products Under Stochastic Yields in Multiple Periodsakshatgupta100% (1)
- Bus Strat Env - 2023 - Vogt Duberg - 5 Step Approach For Initiating Remanufacturing 5AFIRDocument11 pagesBus Strat Env - 2023 - Vogt Duberg - 5 Step Approach For Initiating Remanufacturing 5AFIRRamon RondoNo ratings yet
- Quality - Reliability - Maintenance - Issues - I C. DialloDocument6 pagesQuality - Reliability - Maintenance - Issues - I C. Diallotanmay0107No ratings yet
- Resources, Conservation & Recycling: Mark Krysto Fik, Allen Luccitti, Kyle Parnell, Michael ThurstonDocument10 pagesResources, Conservation & Recycling: Mark Krysto Fik, Allen Luccitti, Kyle Parnell, Michael ThurstonGabriel Leiva ContrerasNo ratings yet
- Scm2 PDFDocument13 pagesScm2 PDFParas DhamaNo ratings yet
- The Impact of Automotive Product Remanufacturing oDocument6 pagesThe Impact of Automotive Product Remanufacturing oTam Jun HuiNo ratings yet
- Journal of Cleaner Production: S.S. Yang, N. Nasr, S.K. Ong, A.Y.C. NeeDocument10 pagesJournal of Cleaner Production: S.S. Yang, N. Nasr, S.K. Ong, A.Y.C. NeeMfariz MnasirNo ratings yet
- Sustainability Optimization in Manufacturing Enterprises 2015 Procedia CIRPDocument6 pagesSustainability Optimization in Manufacturing Enterprises 2015 Procedia CIRPMohd TariqNo ratings yet
- Disassemblability of End of Life VehicleDocument11 pagesDisassemblability of End of Life VehicleDella PulisanNo ratings yet
- 111 Ijmperdjun2019111Document18 pages111 Ijmperdjun2019111TJPRC PublicationsNo ratings yet
- Sciencedirect: Remanufacturing Process PlanningDocument6 pagesSciencedirect: Remanufacturing Process PlanningBagus KrisviandikNo ratings yet
- Using Quality Function Deployment For Technique Selection For Optimum Environmental Performance ImprovementDocument9 pagesUsing Quality Function Deployment For Technique Selection For Optimum Environmental Performance ImprovementMarvi HarsiNo ratings yet
- Polyfunctional Plants For Industrial Waste Disposal Part I Process and Equipment DesignDocument8 pagesPolyfunctional Plants For Industrial Waste Disposal Part I Process and Equipment DesignFelipe TavaresNo ratings yet
- Braglia Et Al. (2017)Document16 pagesBraglia Et Al. (2017)Sam EvangelistaNo ratings yet
- Towards Cleaner ProductionDocument12 pagesTowards Cleaner Productionjulika pasaribuNo ratings yet
- Cadena de Suministro SostenibleDocument18 pagesCadena de Suministro SostenibleAleejandra VilleegasNo ratings yet
- ArenaDocument8 pagesArenaHemanthNo ratings yet
- Resources, Conservation and RecyclingDocument12 pagesResources, Conservation and RecyclingAzwar Anas Myth Comper-seNo ratings yet
- Journal of Cleaner ProductionDocument14 pagesJournal of Cleaner ProductionAdeola AshiruNo ratings yet
- Cellular ManufacturingDocument8 pagesCellular ManufacturingsamimNo ratings yet
- Green Process and Product Design in PracticeDocument5 pagesGreen Process and Product Design in PracticekacangdeleNo ratings yet
- Performance Analysis of A Selected System in A Process IndustryDocument5 pagesPerformance Analysis of A Selected System in A Process IndustrySanjay Kajal100% (1)
- Improvement of Facility LayoutDocument11 pagesImprovement of Facility Layoutkampreths401No ratings yet
- Sciencedirect: Design and Manufacturing of A Sustainable PedelecDocument6 pagesSciencedirect: Design and Manufacturing of A Sustainable PedelecdfsalamancahNo ratings yet
- A Big Data Analytics Architecture For Cleaner Manufacturing and Maintenance Processes of Complex ProductsDocument16 pagesA Big Data Analytics Architecture For Cleaner Manufacturing and Maintenance Processes of Complex ProductsMinh ChâuNo ratings yet
- Jean Pierre2010Document13 pagesJean Pierre2010Gabriel Leiva ContrerasNo ratings yet
- A Triple Bottom Line Examination of Product Cannibalisation and Remanufacturing: A Review and Research AgendaDocument17 pagesA Triple Bottom Line Examination of Product Cannibalisation and Remanufacturing: A Review and Research AgendaOkey OkorieNo ratings yet
- Computers and Operations Research: Franco Quezada, Céline Gicquel, Safia Kedad-Sidhoum, Dong Quan VuDocument15 pagesComputers and Operations Research: Franco Quezada, Céline Gicquel, Safia Kedad-Sidhoum, Dong Quan VuQuỳnh NguyễnNo ratings yet
- Cleaner Engineering and Technology: Noora A. Janahi, Christopher M. Durugbo, Odeh R. Al-JayyousiDocument20 pagesCleaner Engineering and Technology: Noora A. Janahi, Christopher M. Durugbo, Odeh R. Al-JayyousiJavier vizarres mejiaNo ratings yet
- Towards A Simulation-Based Understanding of Smart Remanufacturing Operations A Comparative AnalysisDocument24 pagesTowards A Simulation-Based Understanding of Smart Remanufacturing Operations A Comparative AnalysisOkey OkorieNo ratings yet
- Technoeconomic analysis of biofuelsDocument7 pagesTechnoeconomic analysis of biofuelsAnuradhaNo ratings yet
- Va Denbo 2016Document12 pagesVa Denbo 2016FitaTriWantikaNo ratings yet
- Govind An 2016Document15 pagesGovind An 2016Farah MafatNo ratings yet
- Modelo Acel DesacelDocument8 pagesModelo Acel DesacelRich PetersonNo ratings yet
- Study On Green ManufacturingDocument7 pagesStudy On Green ManufacturingSaby AroraNo ratings yet
- RECLAIM Toward A New Era of Refurbishment and RemaDocument12 pagesRECLAIM Toward A New Era of Refurbishment and RemaRamon RondoNo ratings yet
- J Resconrec 2011 04 011Document12 pagesJ Resconrec 2011 04 011liemchunhanNo ratings yet
- Key Activities, Decision Variables and Performance Indicators of ReverseDocument6 pagesKey Activities, Decision Variables and Performance Indicators of Reversedmrh.capsaNo ratings yet
- Text2fa - Ir Integrating Noncyclical Preventive Maintenance Scheduling and Production 1Document8 pagesText2fa - Ir Integrating Noncyclical Preventive Maintenance Scheduling and Production 1RajeevNo ratings yet
- processes-09-01275-v2Document17 pagesprocesses-09-01275-v2julienfolquetNo ratings yet
- A Process Re-Engineering Framework For Reverse Logistics Based On A Case StudyDocument6 pagesA Process Re-Engineering Framework For Reverse Logistics Based On A Case StudyWilliam VaughnNo ratings yet
- Journal of Cleaner Production: Chang-Chun TsaiDocument10 pagesJournal of Cleaner Production: Chang-Chun TsaiTibebu WoldeamanualNo ratings yet
- Applying VSM to Unbalanced Food Production LinesDocument14 pagesApplying VSM to Unbalanced Food Production LinesStiven Riveros GalindoNo ratings yet
- Integrating Lean and Green Paradigms in Maintenance ManagementDocument6 pagesIntegrating Lean and Green Paradigms in Maintenance ManagementJuanCamiloNo ratings yet
- Thibodeau et al. (2019)Document15 pagesThibodeau et al. (2019)Aline Caiado MachadoNo ratings yet
- Ecodesign Wind TurbinesDocument11 pagesEcodesign Wind TurbinesMiguel Montero AlonsoNo ratings yet
- 266 Arun NambiarDocument6 pages266 Arun NambiarJen S. GallanoNo ratings yet
- SLCA To Support Evaluation of Environmental Conscious Production Process Alternatives: An Industrial CaseDocument8 pagesSLCA To Support Evaluation of Environmental Conscious Production Process Alternatives: An Industrial Casefahri alNo ratings yet
- 1 s2.0 S2214785321015327 MainDocument8 pages1 s2.0 S2214785321015327 MainJorge MoralesNo ratings yet
- End-of-Life Decision Making With Uncertain Product Return QuantityDocument6 pagesEnd-of-Life Decision Making With Uncertain Product Return QuantityARAVIND P V 19M043No ratings yet
- A Taxonomy of Current Literature On Reverse LogisticsDocument6 pagesA Taxonomy of Current Literature On Reverse LogisticsJairo CoronadoNo ratings yet
- Int. J. Production Economics: Carlos Sáenz-Royo, Vicente Salas-FumásDocument10 pagesInt. J. Production Economics: Carlos Sáenz-Royo, Vicente Salas-FumásMohsen GolmohammadiNo ratings yet
- Barrier Analysis Producto Service System Usig Interpretive Structural ModelDocument11 pagesBarrier Analysis Producto Service System Usig Interpretive Structural ModelalexandergomezmNo ratings yet
- Sciencedirect: An Approach For Reducing Energy Consumption in Factories by Providing Suitable Energy Efficiency MeasuresDocument6 pagesSciencedirect: An Approach For Reducing Energy Consumption in Factories by Providing Suitable Energy Efficiency MeasureskingNo ratings yet
- Procesos para RemanufacturaDocument26 pagesProcesos para RemanufacturaGabriel Leiva ContrerasNo ratings yet
- Journal Management inDocument17 pagesJournal Management inabdul khalim100% (1)
- Economia CircularDocument36 pagesEconomia CircularGabriel Leiva ContrerasNo ratings yet
- Leyes en China Sobre RemanufacturaDocument16 pagesLeyes en China Sobre RemanufacturaGabriel Leiva ContrerasNo ratings yet
- Cirp Annals - Manufacturing TechnologyDocument19 pagesCirp Annals - Manufacturing TechnologyGabriel Leiva ContrerasNo ratings yet
- Resources, Conservation & Recycling: Mark Krysto Fik, Allen Luccitti, Kyle Parnell, Michael ThurstonDocument10 pagesResources, Conservation & Recycling: Mark Krysto Fik, Allen Luccitti, Kyle Parnell, Michael ThurstonGabriel Leiva ContrerasNo ratings yet
- Nguyễn Thị Kim Ngân - Giảng Viên ĐHSPHN - 0904731900 Facebook Page: Miss Ngân Panda English ClassDocument16 pagesNguyễn Thị Kim Ngân - Giảng Viên ĐHSPHN - 0904731900 Facebook Page: Miss Ngân Panda English ClassactuallynhatNo ratings yet
- Chi-Square Test of IndependenceDocument15 pagesChi-Square Test of IndependenceGaming AccountNo ratings yet
- Caracteristicas Del Conocimiento Cientifico CreencDocument20 pagesCaracteristicas Del Conocimiento Cientifico CreencLiana PichardoNo ratings yet
- Thematic Teaching in Basic EducationDocument13 pagesThematic Teaching in Basic EducationCyryhl Gutlay100% (1)
- Checklist For Welding and NDE SectionDocument2 pagesChecklist For Welding and NDE SectionMuhammadShabbirNo ratings yet
- Soil Stabilization Using Bottom Ash and Areca Fiber: Experimental Investigations and Reliability AnalysisDocument11 pagesSoil Stabilization Using Bottom Ash and Areca Fiber: Experimental Investigations and Reliability AnalysisHugo Dario Machaca CondoriNo ratings yet
- (Form GNQ 15B) FrickCompPrestartChecklistDocument2 pages(Form GNQ 15B) FrickCompPrestartChecklisteugene mejidanaNo ratings yet
- 4.sisgp Eligible Master Programmes 2024 2025-UaDocument74 pages4.sisgp Eligible Master Programmes 2024 2025-UaRuddro IslamNo ratings yet
- Curiosity in Schools Jiroutetal.2018Document17 pagesCuriosity in Schools Jiroutetal.2018EVA JAZMIN DE LA ROSA RIVERANo ratings yet
- Soft Skills and Job Satisfaction - Two Models in Comparison Claudio PalumboDocument4 pagesSoft Skills and Job Satisfaction - Two Models in Comparison Claudio PalumboLecture MaterialNo ratings yet
- Syllabus of Eeb162Document2 pagesSyllabus of Eeb162Dr. Tirupathiraju KanumuriNo ratings yet
- This Study Resource Was: RSCH6352 Methods of ResearchDocument4 pagesThis Study Resource Was: RSCH6352 Methods of ResearchReuel Patrick CornagoNo ratings yet
- RPT-E3: Analog and Networking SystemsDocument2 pagesRPT-E3: Analog and Networking SystemsenriquealugovNo ratings yet
- Unit 4 Idea ElaborationDocument36 pagesUnit 4 Idea ElaborationSai TejaNo ratings yet
- Supergene Mineralisation of The Boyongan Porphyry Copper-Gold Deposit, Surigao Del Norte, PhilippinesDocument176 pagesSupergene Mineralisation of The Boyongan Porphyry Copper-Gold Deposit, Surigao Del Norte, PhilippinesGuillermo Hermoza MedinaNo ratings yet
- Mesozoic Rock Formations of the South-West Rusca Montana BasinDocument27 pagesMesozoic Rock Formations of the South-West Rusca Montana BasinplanessNo ratings yet
- Laser Shock Forging-A Novel in Situ Method DesignedDocument16 pagesLaser Shock Forging-A Novel in Situ Method DesignedEstefania CovarrubiasNo ratings yet
- Cec 208 Lecture Notes 1Document9 pagesCec 208 Lecture Notes 1Zaid Habibu100% (1)
- The Subject of Phonology and its SubdivisionsDocument62 pagesThe Subject of Phonology and its SubdivisionsMasha BerestianskaNo ratings yet
- Classification of AggregatesDocument17 pagesClassification of AggregatesBerdin, Fresh Sthela AidaNo ratings yet
- Effects of Kahramanmaras Earthquakes in South of Turkey On Livestock ActivitiesDocument10 pagesEffects of Kahramanmaras Earthquakes in South of Turkey On Livestock ActivitiesIJAR JOURNALNo ratings yet
- PS 5.1.2 Enthalpy CalculationsDocument3 pagesPS 5.1.2 Enthalpy Calculationsrichard.gross62No ratings yet
- How to Write a Resume for a Job ApplicationDocument4 pagesHow to Write a Resume for a Job ApplicationPhuong Dang AnhNo ratings yet
- Introduction To The Philosophy of Social ResearchDocument240 pagesIntroduction To The Philosophy of Social ResearchRob Londs100% (1)
- 2018 January Proficiency Session 1 A VersionDocument11 pages2018 January Proficiency Session 1 A VersionUğur GiderNo ratings yet
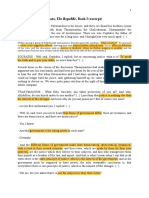
- Plato - The RepublicDocument4 pagesPlato - The Republicanon_709158140No ratings yet
- Huzaifa Majeed (Fa18-Bee-025) Assignment 4Document4 pagesHuzaifa Majeed (Fa18-Bee-025) Assignment 4Israr Ul HassanNo ratings yet
- Elementary Science: Benchmarks, Skills & Knowledge, and Assessment TasksDocument3 pagesElementary Science: Benchmarks, Skills & Knowledge, and Assessment TasksPerihan SayedNo ratings yet
- SAM+ Guidance DocumentDocument23 pagesSAM+ Guidance DocumentLaura Rosero0% (1)
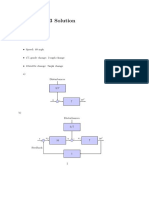
- Homework 3 Solution: Problem 1Document3 pagesHomework 3 Solution: Problem 1Gustavo Felicio PerruciNo ratings yet